
基于神经网络的矫直机压下量自学习控制系统*
2021-10-11 06:17尉建龙
机械工程与自动化 2021年5期
尉建龙
(太原重工股份有限公司 技术中心 矿山采掘装备及智能制造国家重点实验室,山西 太原 030024)
0 引言
辊式热矫直机是钢铁企业中板材生产线上很重要的生产设备,随着国家在战略层面对智能化的规划,钢铁企业也需要进行智能化的升级改造。压下量模型是实现精确矫直过程自动化的关键技术,在原有模型上增加智能化算法,即增加自学习模型管理模块,改善模型,以达到矫直机压下量的自适应控制。智能控制的设计方法有专家系统、模糊控制、神经网络和遗传算法,其中神经网络算法具有自学习和自适应的典型特点,具有较强的自适应能力,不依赖模型。板材矫直过程是非线性、多变量耦合的不确定过程,因此采用神经网络算法对矫直过程进行自适应控制,相比其他控制算法具有天然的优势。
1 矫直机压下量工艺模型
矫直机工艺模型主要依据材料变形的物理学原理,在接收到轧线二级计算机传输的板坯数据后,根据设备设计载荷及约束条件完成辊缝、压下量、矫直速度、矫直力等参数的设定计算。
板坯初始数据主要有板坯编号(ID)、钢种、板坯厚度、板坯宽度、板坯入口前测量温度、板坯速度、钢级和板坯条件等。矫直机的设备数据(几何尺寸、机架刚度等)存储于矫直机模型的数据库/数据表中。
矫直机工艺模型计算流程如图1所示。

图1 矫直机工艺模型计算流程
以十一辊矫直机为例,经过现场验证,入口与出口矫直辊的压下量即第二辊(上排辊)、第三辊(下排辊)与第十辊压下量[1-3]计算公式分别为:
(1)
(2)
(3)
其中:K为通过试验得到的修正系数;K′为系数,根据原始曲率的大小可具体确定数值;(0~1)具体值的选取根据原始曲率的大小查询相应的经验值;σs为板材屈服强度;l为矫直辊辊距;E为板材的弹性模量;h为板材厚度。
当入口与出口矫直辊的压下量确定后,上排其余各矫直辊的压下量为:
(4)
其中:t为常数,随着i取值变化而变化,i=4,6,8,t=3,2,1。
尽管下排辊的位置不变,但板材矫直过程在经过下排辊时同样会产生弯曲及挠度,因此下排辊具有相对压弯量。下排辊的相对压弯量为:
(5)
2 基于神经网络的自学习模型实现
通过神经网络算法建立自学习模块,形成压下量自学习控制系统。神经网络通常由输入层、隐藏层、输出层、损失层几部分组成。在训练神经网络的过程中,若预测正确,来自于损失层的反馈会强化产生该预测结果的激活路径;若预测错误,则错误会沿着路径逆向返回,这条路径上神经元的激活条件就会被重新调整,以减少错误。
钢种为Q235,板坯厚度为75 mm,板宽为4 200 mm,屈服应力为35 MPa,弹性模量为100 000 MPa,残缺程度为中度(B级)的矫直机压下量34组实测数据如表1所示。
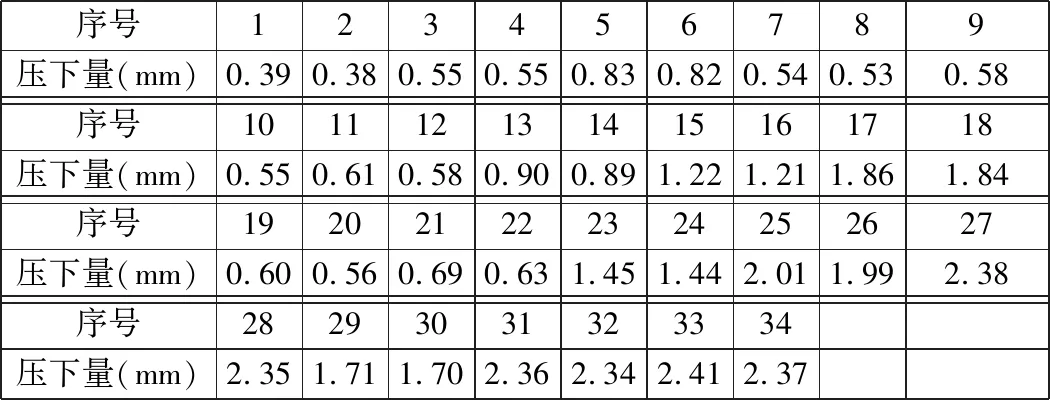
表1 矫直机压下量实测数据
首先创建一个多层神经网络,采用S形激活函数,其中输入层采用1个神经元,输出层采用1个神经元,隐含层采用16个神经元。实现过程为:network_ AdjRoll=new ActivationNetwork(new BipolarSigmoidFunction(3),1,16,1)。
然后创建BP神经网络进行训练,实现过程为:teacher_ AdjRoll =new BackPropagationLearning(network_AdjRoll)。
最后设置学习率和冲量系数,实现过程为:teacher_AdjRoll.LearningRate =0.05;teacher_AdjRoll.Momentum=0。
对初始数据进行神经网络训练,生成压下量训练数据,C#语言代码如下:
StreamWriter train_AdjRoll =new StreamWriter("训练数据(压下量).txt");

{
string temp =null;
temp +=iniYearData_AdjRoll[i + j].data + ' ';
train_AdjRoll.WriteLine(temp);
}
train_AdjRoll.Close();
{
trainInput_AdjRoll [i][0] =premnmx(trainInput_AdjRoll[i][0],min_AdjRoll,max_AdjRoll);
trainOutput_AdjRoll[i][0] =premnmx(trainOutput_AdjRoll[i][0],min_AdjRoll,max_AdjRoll);
}
使用C#语言实现基于神经网络的矫直机压下量自学习控制系统,采用神经网络算法训练数据进行测试。在初始训练过程中我们发现:压下量的预测值与实际值之间的误差波动还是偏大,随着训练次数的增加,误差值波动已经很小,基本达到了预期的训练要求。软件实现前台显示界面如图2所示,包括对网络的训练以及测试网络的过程。

图2 软件实现前台显示界面
在矫直过程中,模型具有自学习功能,并根据现场实测数据进行设置参数的动态优化,提高了矫直效果。
自学习功能的建立实现了矫直机系统自适应调整功能,大大降低了操作人员的劳动强度,具有调整精度高、速度快的特点,满足了现场的工艺要求,同时提高了矫钢的速度和成材率,并降低了设备的设备率;使矫直机区域各控制设备的运行参数更优化、效率更高、设备运转更安全,对今后矫直机自动化控制系统的设计、应用和技术改进都有非常重要的意义[4-6]。
3 结语
本文通过介绍矫直机压下量工艺模型,分析神经网络算法在该模型上的优势,利用C#语言编写程序实现了基于神经网络的矫直机压下量自学习控制系统,并使用实测数据进行仿真验证,经验证,该算法能有效地对数据进行自学习和预测。
猜你喜欢
山东冶金(2022年2期)2022-08-08
矿冶工程(2022年1期)2022-03-19
商品与质量(2021年17期)2021-04-23
重型机械(2020年3期)2020-08-24
山东工业技术(2019年1期)2019-02-08
国际木业(2016年4期)2017-01-15
国际木业(2016年6期)2016-02-28
印制电路信息(2015年6期)2015-12-30
新疆钢铁(2015年2期)2015-11-07
冶金与材料(2015年5期)2015-08-20
