
钒合金切削加工试验分析
2021-10-12 12:28胡水良魏根波
机械制造 2021年9期
□ 胡水良 □ 魏根波
中国工程物理研究院机械制造工艺研究所 四川绵阳 621000
1 试验背景
在钒合金材料车削过程中,钒合金容易与切削刀具中的合金元素发生化学反应,产生扩散现象,主要表现为明显的切屑粘刀,并且刃口磨损较为严重,影响零件的加工质量和效率。钒合金材料的塑性高,在切削过程中会产生强烈的切削变形,由此导致切削力和切削热急剧增大。另一方面,由于钒合金的导热性差,在切削过程中热量不易散发,切削区内形成较高温度,造成刀具剧烈磨损,进而失效。由以上介绍可见,钒合金是一种典型的难加工材料。笔者针对钒合金棒料,利用三种牌号的切削刀具进行切削试验。试验结果表明,KC5010 TiAlN涂层刀具在切削钒合金材料时,具有良好的切削效果。
2 钒合金材料性能分析
钒合金材料属于典型的难加工材料。试验中使用的V-5Cr-5Ti钒合金材料化学成分见表1,物理性能见表2。钒合金材料主要成分为钒、铬、钛。钒及其同族元素铌、钽与钨、钛、锆、铬为元素周期表中的临近元素,化学性质相似。钨、钛、锆、铬等是刀具或涂层的主要合金元素,钒与这些合金元素具有一定的亲和性,容易产生扩散现象。因此,钒合金材料在切削过程中不可避免地会与刀具中的合金元素产生反应,宏观表现为明显的切屑粘刀现象,且刃口磨损较为严重,同时影响零件加工质量。

表1 V-5Cr-5Ti化学成分

表2 V-5Cr-5Ti物理性能
3 车削试验
笔者选择硬质合金刀具、涂层硬质合金刀具对V-5Cr-5Ti钒合金棒料进行车削试验,对刀具使用寿命、刀具磨损量进行对比,明确不同刀具材料车削加工V-5Cr-5Ti钒合金材料的特性,为后续V-5Cr-5Ti钒合金材料加工选择刀具提供依据。
根据V-5Cr-5Ti钒合金材料的物理性能,选择三种牌号刀具进行车削试验,刀具的成分及切削角见表3。
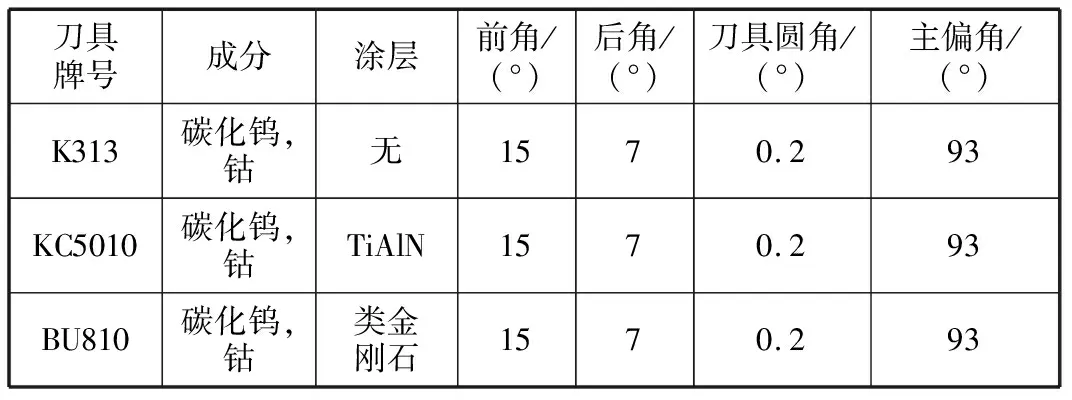
表3 刀具成分及切削角
切削试样为φ50 mm×100 mm的V-5Cr-5Ti钒合金棒料,切削参数中,切削深度为0.2 mm,进给量为0.08 mm/r,切削行程为900 mm,切削速度为60 m/min和120 m/min。上述切削参数下,刀具的使用寿命可通过刀具磨钝标准进行分析。
4 试验结果
较低速度切削加工V-5Cr-5Ti钒合金棒料时,硬质合金刀具和涂层硬质合金刀具的切削路程都比较长,刀具使用寿命也较长。其中,涂层硬质合金刀具的使用寿命明显长于硬质合金刀具,约为硬质合金刀具使用寿命的1.4倍。当切削速度提高时,三种刀具在切削过程中都会急剧磨损。
在设定的切削参数下进行V-5Cr-5Ti钒合金棒料车削,K313硬质合金刀具前、后刀面的表面磨损严重,刀具部分切削刃变形和塌陷,前刀面刃口有不同程度的粘接磨损,刃口圆弧存在部分缺陷。
BU810涂层硬质合金刀具车削V-5Cr-5Ti钒合金棒料后,刀具前刀面与后刀面相接处刃口局部区域存留粘附物,同时刃口有一定磨损,造成局部刃口缺失,刀具前、后刀面也有较为明显的磨粒磨损。
KC5010涂层硬质合金刀具车削V-5Cr-5Ti钒合金棒料后,刃口轮廓较为完整,没有出现崩刃现象,前、后刀面的涂层有一定磨损,未发现涂层剥落和与切屑粘接现象,由于KC5010涂层硬质合金刀具TiAlN涂层减小了刀具与钒合金材料的化学亲和力,因此保护了刀具,提高了耐用度。
5 刀具磨损分析
钒合金材料的化学活性高,与硬质合金刀具材料具有较强的亲和性。在切削过程中,切屑在压力作用下快速从刀具表面滑过,必然有部分切屑粘结在刀具表面。随着切屑、工件材料与刀具之间的相对运动,粘结在刀具表面的切屑会不断受到冲击。当冲击力大于切屑的粘结力时,刀具表面的切屑会被流动的切屑带走,同时某些刀具的表面晶粒也会被带走,周而复始就会造成刀具粘结磨损。
当切屑粘结到刀具表面时,在高温高压下,切屑粘结层与刀具表面紧密接触,刀具材料中的合金元素会向粘结层中产生扩散。刀具材料中的元素,特别是钴元素扩散流失,会极大降低刀具的性能,从而造成刀具扩散磨损。由此可见,刀具的粘结磨损和扩散磨损同时发生,并相互促进,共同影响刀具的使用寿命。
6 结论
笔者选用三种不同牌号的刀具对V-5Cr-5Ti钒合金材料进行车削试验,得出试验结论。
(1)使用硬质合金刀具和涂层硬质合金刀具切削加工V-5Cr-5Ti钒合金材料时,涂层硬质合金刀具的使用寿命长于硬质合金刀具。当切削速度提高时,涂层硬质合金刀具和硬质合金刀具的切削性能相差很小。
(2)KC5010涂层硬质合金刀具由于具有TiAlN涂层,切削V-5Cr-5Ti钒合金材料时具有较好的切削性能。BU810涂层硬质合金刀具的使用寿命接近KC5010涂层硬质合金刀具,切削性能较好。K313硬质合金刀具不适合V-5Cr-5Ti钒合金材料的切削加工。
猜你喜欢
流体机械(2022年5期)2022-06-28
金刚石与磨料磨具工程(2021年5期)2021-11-06
机械研究与应用(2021年2期)2021-05-18
传感器与微系统(2019年9期)2019-09-11
重型机械(2018年6期)2019-01-07
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年7期)2018-01-19
山东工业技术(2016年15期)2016-12-01
材料研究与应用(2015年4期)2015-08-23
汽车与新动力(2014年2期)2014-02-27
