
C-HRA-5钢焊接接头高温短时拉伸及持久强度预测
2021-10-21 19:52张肖龙,杜华云,卫英慧,侯利锋
电焊机 2021年9期
张肖龙,杜华云,卫英慧,侯利锋

摘要:持久强度对于评价C-HRA-5钢焊接接头在复杂工况条件下的使用寿命具有极其重要的意义。通过不同温度下的高温短时拉伸试验,基于Larson-Miller参数,利用状态函数和全微分的特征,建立了C-HRA-5钢焊接接头持久强度预测的数学模型,外推10万小时的持久强度。结果表明:C-HRA-5钢焊接接头在650 ℃时强度和塑性最好,在700 ℃时呈现典型的微孔聚集性断裂,随着温度的升高,第二相顆粒和夹杂物增多,位错的塞积群增多,焊接接头的力学性能降低。700 ℃时外推拟合公式为lgσ=2.760 18-0.131 51 lgτ,外推10万小时的持久强度为σ973=116.020 3 MPa,高于ASME SA-213标准的要求。
关键词:C-HRA-5钢;持久强度;Larson-Miller;位错塞积
中图分类号:TG407 文献标志码:A 文章编号:1001-2003(2021)09-0013-07
DOI:10.7512/j.issn.1001-2303.2021.09.03
0 前言
超超临界机组第一代材料(SUPER304H、HR3C、TP347HFG)由于抗氧化性不足(SUPER304H);持久强度不够(HR3C)等问题逐渐被市场淘汰,而第三代材料镍基耐热合金Inconel 740H、617B由于其成本过高不能市场化。C-HRA-5钢具有表面质量优良、组织结构均匀、性能优异的特点,其化学成分、晶粒度、微观组织、常温力学性能、高温拉伸性能、高温持久性能等各项性能指标均满足 ASME SA213标准的要求[1]。
超超临界火电机组的设计需要对耐热钢进行高温持久强度试验,在实际工况条件下,焊接接头的蠕变断裂时间一般在10万小时以上,因此难以通过持久强度试验获得长期的持久强度数据。为此通过短时高温拉伸试验获得高温抗拉强度,利用数学模型来预测C-HRA-5钢的长时高温持久强度显得尤为重要。
目前为止,关于耐热钢持久强度的预测方法很多,例如等温抛物线外推法[2]、修正θ法[3]、最小约束法[4]、时间—温度参数法(TTP法)。常用的TTP法有两大类,一类是以速率为基础,例如,拉森-米勒(Larson-Miller)参数法[5]、葛庭燃-Dorn参数法(K-D参数法)[6];另一类是纯经验型,例如M-H、G-S、S-A和M-B等参数式法[7]。
综合上述方法以及本试验的具体情况,文中针对焊态的C-HRA-5钢焊接接头分别进行650 ℃、700 ℃、750 ℃的高温短时拉伸试验,通过电子扫描显微镜研究拉伸过程中焊接接头的变化行为及断裂特征。利用状态函数和全微分的特征,对L-M参数P、时间τ和温度T三者的关系进行解析,建立了C-HRA-5钢焊接接头持久强度和持久断裂时间之间的数学模型,并外推了10万小时的持久强度[8]。
1 试验材料与方法
1.1 试验材料
试验采用的奥氏体C-HRA-5钢是在Fe-22Cr-25Ni合金的基础上添加了Co、Cu、W、Mo、Nb、N等元素,结合多种强化手段的一种新型高Cr、Ni奥氏体钢,主要通过添加W、Co、N以实现固溶强化,添加Nb、Cu析出MX、NbCrN、M23C6相的沉淀强化,达到提高高温强度的目的。本研究选用规格φ60 mm
×15 mm的C-HRA-5钢管进行焊接。C-HRA-5钢管的化学成分如表1所示,Thermanit617焊丝化学成分如表2所示。
1.2 焊接工艺
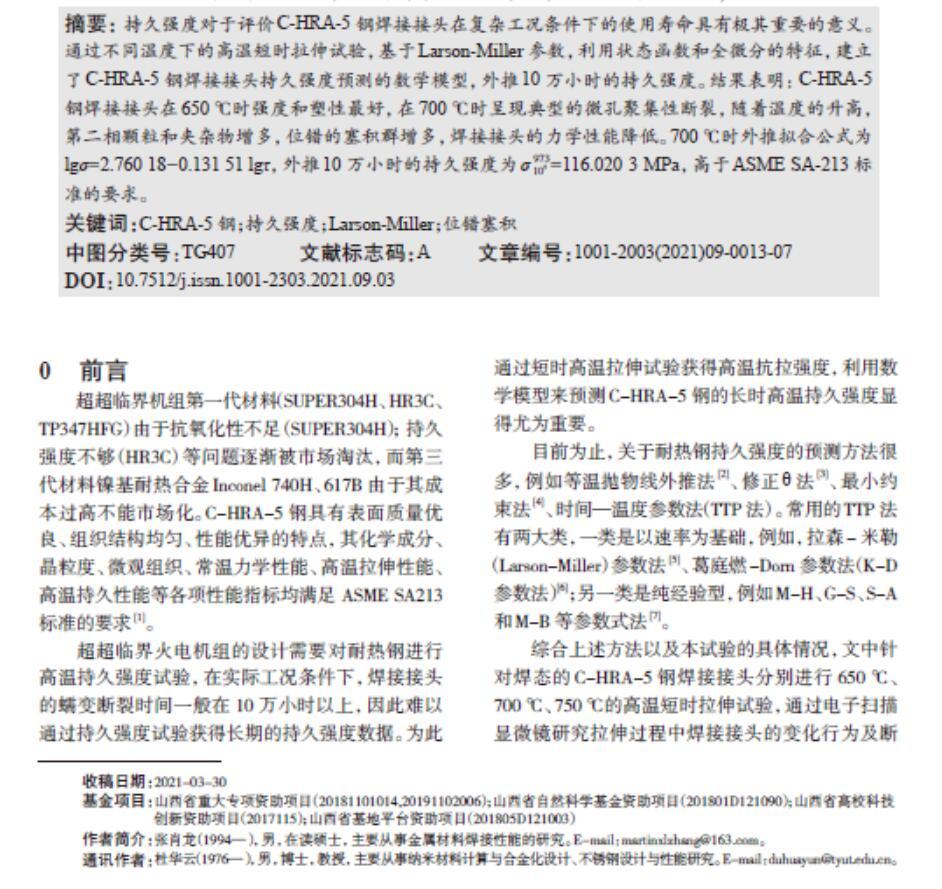
焊接方法为钨极氩弧焊(GTAW),采用多层多道焊工艺,焊接工艺参数如表3所示,焊缝采用Y型坡口,焊接坡口如图1所示。
1.3 试验方法及设备
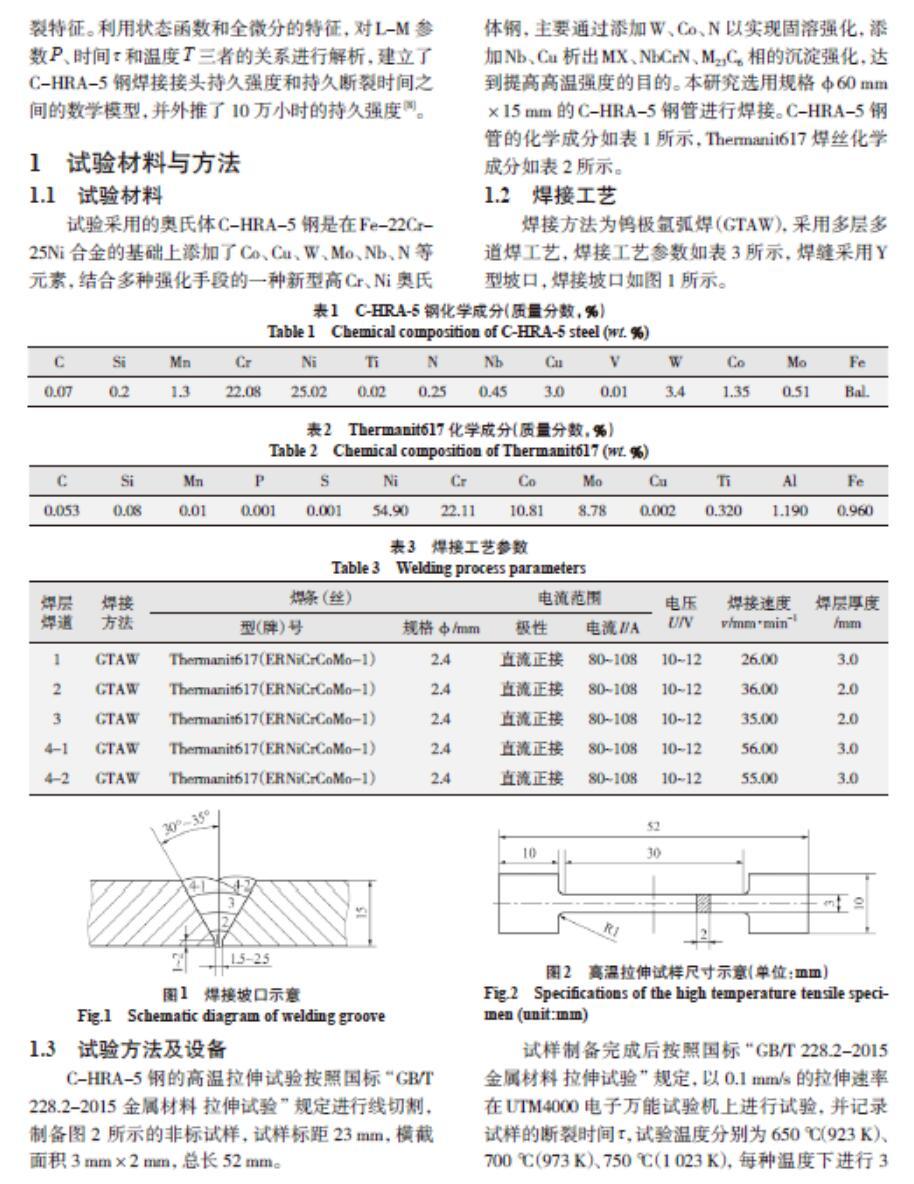
C-HRA-5钢的高温拉伸试验按照国标“ GB/T 228.2-2015 金属材料 拉伸试验 ”规定进行线切割,制备图2 所示的非标试样,试样标距23 mm,横截面积3 mm×2 mm,总长52 mm。
试样制备完成后按照国标“ GB/T 228.2-2015 金属材料 拉伸试验 ”规定,以0.1 mm/s的拉伸速率在UTM4000电子万能试验机上进行试验,并记录试样的断裂时间τ,试验温度分别为650 ℃(923 K)、
700 ℃(973 K)、750 ℃(1 023 K),每种温度下进行3次瞬时拉伸试验。用FeCl3+HCl混合液腐蚀焊接接头母材,用CuSO4溶液腐蚀焊缝金属。在MDS型号的光学显微镜下观察金相组织,采用TESCAN VEGA3型高分辨扫描电子显微镜进行SEM观察,采用JEM-F200型号的透射电镜进行TEM观察以及析出相的分析。
2 实验结果与分析
2.1 焊接接头组织分析
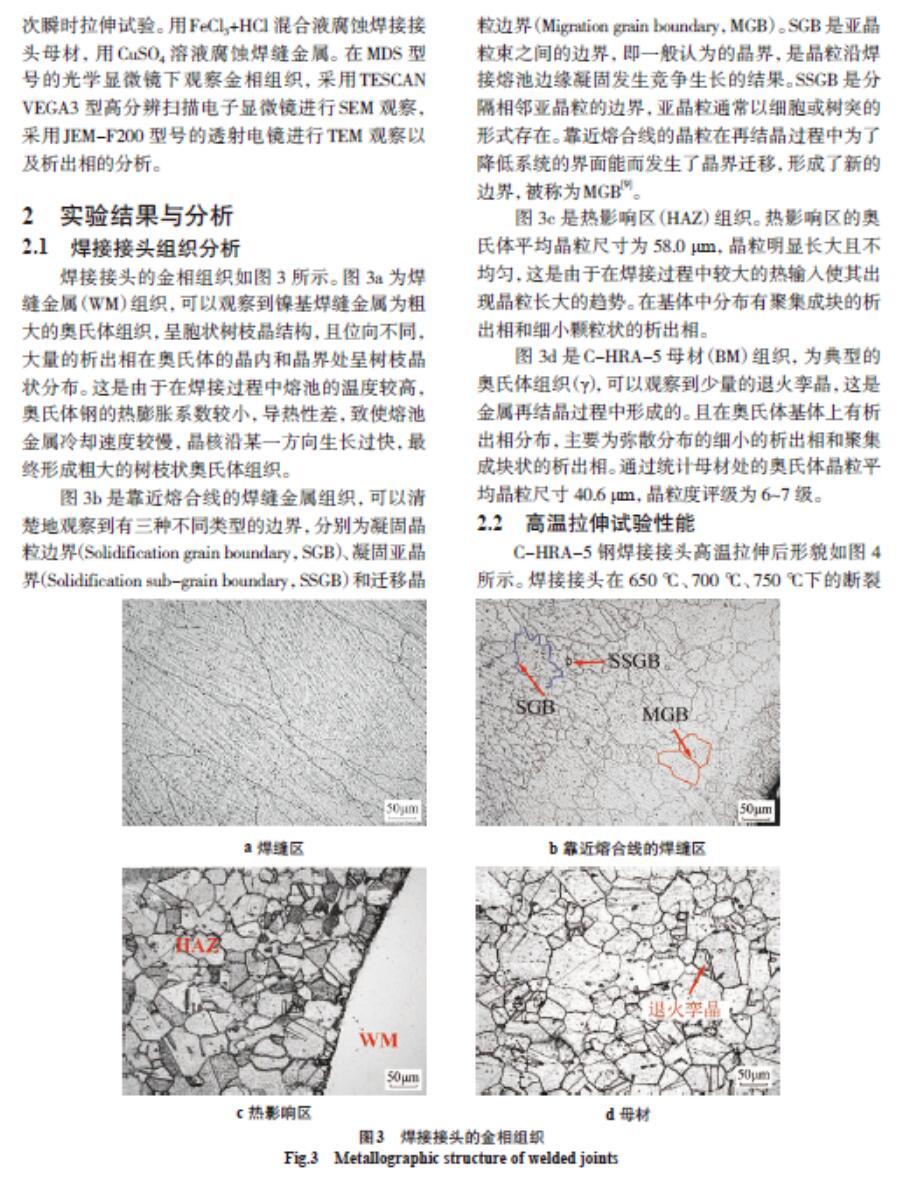
焊接接头的金相组织如图3所示。图3a为焊缝金属(WM)组织,可以观察到镍基焊缝金属为粗大的奥氏体组织,呈胞状树枝晶结构,且位向不同,大量的析出相在奥氏体的晶内和晶界处呈树枝晶状分布。这是由于在焊接过程中熔池的温度较高,奥氏体钢的热膨胀系数较小,导热性差,致使熔池金属冷却速度较慢,晶核沿某一方向生长过快,最终形成粗大的树枝状奥氏体组织。
图3b是靠近熔合线的焊缝金属组织,可以清楚地观察到有三种不同类型的边界,分别为凝固晶粒边界(Solidification grain boundary,SGB)、凝固亚晶界(Solidification sub-grain boundary,SSGB)和迁移晶粒边界(Migration grain boundary,MGB)。SGB是亚晶粒束之间的边界,即一般认为的晶界,是晶粒沿焊接熔池边缘凝固发生竞争生长的结果。SSGB是分隔相邻亚晶粒的边界,亚晶粒通常以细胞或树突的形式存在。靠近熔合线的晶粒在再结晶过程中为了降低系统的界面能而发生了晶界迁移,形成了新的边界,被称为MGB[9]。
图3c是热影响区(HAZ)组织。热影响区的奥氏体平均晶粒尺寸为58.0 μm,晶粒明显长大且不均匀,这是由于在焊接过程中较大的热输入使其出现晶粒长大的趋势。在基体中分布有聚集成块的析出相和细小颗粒状的析出相。
图3d是C-HRA-5母材(BM)组织,为典型的奥氏体组织(γ),可以观察到少量的退火孪晶,这是金属再结晶过程中形成的。且在奥氏体基体上有析出相分布,主要为弥散分布的细小的析出相和聚集成块状的析出相。通过统计母材处的奥氏体晶粒平均晶粒尺寸40.6 μm,晶粒度评级为6~7级。
2.2 高温拉伸试验性能
C-HRA-5钢焊接接头高温拉伸后形貌如图4所示。焊接接头在650 ℃、700 ℃、750 ℃下的断裂位置均在焊缝处,说明焊缝强度最低。在700 ℃下焊接接头的断裂方式为明显的剪切断裂,沿最大切应力方向断开,与最大正应力约呈45°。焊缝处强度较低的原因可能是:在焊接过程中,熔池温度较高,而焊缝金属的导热性能较差,致使熔池中的液态金属冷却速度变慢,在焊缝区形成了较多的粗大晶粒,造成焊缝强度较低;在焊接过程中所产生的化学成分不均匀性以及在枝晶间溶质元素的偏析[10]。
C-HRA-5钢焊接接头在不同温度下的应力-应变曲线如图5a所示,屈服强度、抗拉强度以及断后伸长率的数据对比如图5b和表4所示。结合图4和表4可知,在650 ℃时,焊接接头抗拉强度最高为691 MPa,断后伸长率最高为43.2%。随着试验温度的升高,C-HRA-5焊接接头的屈服强度、抗拉强度以及断后伸长率均有所下降。其中抗拉强度和屈服强度下降缓慢呈线性趋势,而断后伸长率从650 ℃到700 ℃下降较快,降幅达到11.2%,从700 ℃到750 ℃下降缓慢,降幅为2.5%。这是由于随着温度的升高,析出物和夹杂物增加,位错的塞积作用增强,致使出现越来越多的微孔,裂纹扩展加快导致断裂。温度的升高致使晶粒长大也是焊接接头强度和塑性不断降低的原因。
2.3 断口形貌及断裂机制
C-HRA-5钢焊接接头在650 ℃的高温拉伸断口形貌如图6a、6b、6c所示。可以看出,拉伸断口中心区域有大量大而深的韧窝,抵抗裂纹扩展的能力较强,塑性变形能力较好。同时在夹杂物或第二相颗粒处。产生许多解理裂纹核,然后按解理方式扩展成解理小刻面,最后以塑性方式撕裂,与相邻的解理小刻面相连,形成撕裂棱。断口形貌表现为介于微孔聚集断裂和解理断裂之间,即准解理断裂[11]。
C-HRA-5钢焊接接头在700 ℃下的高温拉伸断口形貌如图6d、6e、6f所示,有大量小而深、分布密集的等轴韧窝,表现为典型的韧性断裂的特征。韧窝大小取决于第二相颗粒的大小和密度、外加压力的大小和形状,以及基体材料的塑性变形能力和形变强化指数。随着温度的升高,第二相颗粒物析出较多。颗粒密度增大,间距减小,微孔尺寸减小,导致形貌上韧窝变得小而深。由于基体和颗粒的剪切模量不同,在应力作用下,当位错运动遇到颗粒时,通常按照绕过机制在其周围形成位错环,在颗粒处堆积起来形成位错的塞积群。当位错环在更大应力下移向颗粒与基体界面处时,界面将会沿滑移面分离而形成微孔。微孔形核后,后面位错环受力大大下降被排斥到微孔处,且使得位错源被重新激活,不断释放出新的位错环,继续产生位错塞积,位错环不断进入微孔中,微孔不断长大并连接,形成一个较宽的裂纹,当裂纹达到临界尺寸时,裂纹扩展最终导致断裂。C-HRA-5钢焊接接头在750 ℃下的高温拉伸断口形貌如图6g、6h、6i所示,明显可以看到断口有大量韧窝以及撕裂棱和解理面,呈现出典型的准解理断裂。
2.4 高温持久强度预测
金属材料高温持久强度σ是持久断裂时间τ和温度T的函数,同时也是L-M参数P的函数
式中 T为持久绝对温度;τ为持久断裂时间;P为热强参数;C为常数,与金属材料的成分有关。
文献表明,常数C只与金属材料的含碳量有关,并且呈线性关系[12],常数C与含碳量的关系式为[13]
C-HRA-5钢的含碳量w为0.07%,所以有C=
21.3-5.8w=21.3-5.8×0.07=20.894,根据金属材料持久强度具有状态函数的特征以及全微分的运用,建立了数学模型,关系式为
由式(6)可以看出,持久强度的预测值受温度T的影响特别大,特在此引入一个安全系数K,取值为0.8~1.5,关系式变为
根据式(7),若已知C-HRA-5钢的瞬时拉伸强度值σ0与温度T的函数关系、常数C和安全系数K,则可求出在某一温度下任意时间的持久强度值。
在UTM4000电子万能试验机测得的C-HRA-5钢在不同温度下的高温抗拉强度以及断裂时间如表5所示。可以看出,随着温度的提高,C-HRA-5钢的抗拉强度和断裂时间均有所下降。
C-HRA-5钢高温抗拉强度与试验温度的拟合关系如图7所示。
函数关系为
将上式(8)运用配方法变换得到
将式(9)、式(10)代入式(7)中可以得到C-HRA
-5钢的持久强度预测关系式[14]
式中 取C=20.894,K=0.8(T为650℃),K=1(T為700 ℃),K=1.25(T为750 ℃)。
将C、K 代入到式(11)中,得到了C-HRA-5钢焊接接头650 ℃外推10万小时的持久强度为σ923=
150.73 MPa,700 ℃外推10万小时持久强度为σ973=
116.020 3 MPa,750 ℃外推10万小时持久强度为σ1023=
77.789 2 MPa。与文献中的结果较为接近。
C-HRA-5钢焊接接头外推10万小时持久强度曲线如图8所示,将各个温度的外推持久强度进行拟合得到650 ℃时外推拟合公式为lgσ=2.808 99-0.119 97lgτ,相关系数R2=0.980 77;700 ℃时外推拟合公式为lgσ=2.760 18-0.131 51lgτ,相关系数R2=
0.976 19;750℃时外推拟合公式为lgσ=2.713 16-0.153 62lgτ,相关系数R2=0.965 87。三种温度条件下相关系数较高,均接近1,表明用L-M参数式建立数学模型外推持久强度数据较为可靠。
3 结论
(1)C-HRA-5钢焊接接头焊缝区组织为胞状树枝晶奥氏体组织;母材区组织为奥氏体组织,可观察到少量的退火孪晶。
(2)C-HRA-5钢焊接接头高温拉伸断裂位置均在焊缝处,这是由于焊接热输入引起焊缝处化学成分不均匀,且在700 ℃时断口与最大正应力约呈45°,表现出典型的微孔聚集性断裂。
(3)C-HRA-5钢焊接接头在650 ℃时的强度和塑性最好,随着温度的升高,强度和塑性均有所下降,这是由于温度的升高导致第二相颗粒以及夹杂物增多,位错的塞积作用增强,裂纹扩展加快,最终导致断裂。
(4)基于Larson-Miller参数式,建立了C-HRA-5钢焊接接头的高温持久强度预测公式,预测700 ℃时服役10万小时后的持久强度为σ973=116.020 3 MPa,满足ASME CODE CASE 2753要求的700 ℃/10万小时持久强度≥96.6 MPa。C-HRA-5钢焊接接头作为过热器和再热器锅炉管在长期服役条件下均具有较高的安全可靠性。
参考文献:
[1]方旭东,包汉生,李阳. 超超临界锅炉用新型耐热无缝管C-HRA-5的开发[J]. 钢铁,2020(55):119-130.
[2]张晓昱,欧阳杰,柯浩,等.长时高温运行后火力发电机组T91钢受热面管寿命评价[J]. 锅炉技术,2011(42):41-45.
[3]Li Y D. A new creep lifetime prediction method: the C-project concept[J]. International journal of pressure vessels and piping,1996(69):161-167.
[4]SPIGARELLIS,KLOCL,BONTEMPIP. Analysis of Creep Curves in a 9Cr-1Mo Modified Steel by Means of Simple Constitutive Equations[J]. Scripta Materialia,1997(374):399.
[5]杨瑞成,傅公维,王凯旋,等. 15CrMo耐热钢Larson-Miller参数值的确定与应用[J].兰州理工大学学报,2004(30):27-30.
[6]Stefan S,Thomas H,Peter P,et al. Microstructure and defo-rmation rate during long-term cyclic creep of the martensitic steel X22CrMoV12-1[J]. Steel Research International,1995(66):394-401.
[7]张少波,傅惠民. 一种新的蠕变持久可靠性方程[J]. 航空动力学报,2000(15):291-294.
[8]陈雷,杜晓建,刘晓,等. 新型奥氏体耐热不锈钢的高温持久性能[J]. 钢铁研究学报,2010(22):44-47.
[9]Zhang Y,Jing H Y,Xu L Y,et al. Microstructure and mec-hanical performance of welded joint between a novel heat-resistant steel and Inconel 617 weld metal[J]. Materials Characterization,2018(139):279-292.
[10]王冰瑶,魏艳红,欧文敏. 镍基高温合金焊接接头组织性能及工艺优化[J]. 机械制造文摘(焊接分册),2018(000):8-13.
[11]Nitin S,Manas M M,Rahul S M. Microstructural Evolution and Mechanical Properties of CSEF/M P92 Steel Weldments Welded Using Different Filler Compositions[J]. Metallurgical and Materials Transactions A,2018(49):4669-4683.
[12]Yang R C,Chen K. Determination and application of larson-miller parameter for heat resistant steel 12CrlMoV and 15CrMo[J]. Acta. Metallurgica Sinica (English Letters),2004(4):18-22.
[13]李鵬辉,刘宗茂,周庞.关于T91钢寿命评估方法的探讨[J]. 河北工业科技,2007(24):255-258.
[14]杨旭,王正品,要玉宏,等. 00Cr18Ni10N钢高温持久强度的预测与验证[J]. 西安工业大学学报,2012(32):498-501.
猜你喜欢
快乐学习报·教师周刊(2021年6期)2021-09-10
科技视界(2019年7期)2019-05-13
科学与财富(2018年22期)2018-08-18
科技创新导报(2017年10期)2017-06-19
山东工业技术(2017年11期)2017-06-13
科学家(2017年4期)2017-05-25
东方教育(2016年21期)2017-01-17
科学与财富(2016年28期)2016-10-14
科技视界(2015年25期)2015-09-01
湖南大学学报·自然科学版(2014年2期)2014-12-25
