
基于CFRP纤维编织网格分块扫描的激光除胶工艺算法
2021-11-06 02:24朱小伟杨文锋孙兵涛李绍龙
激光技术 2021年6期
朱小伟,胡 龙,杨文锋,孙兵涛,李绍龙,曹 宇*
(1.温州大学 机电工程学院,温州 325035;2.中国民用航空飞行学院 航空工程学院,广汉 618307)
引 言
碳纤维复合增强材料(carbon fiber reinforced plastics,CFRP)一般由碳纤维与树脂溶胶混合后经过固化,根据不同的使用需求,按照不同的铺设方向铺设和层压制作完成[1]。由于碳纤维复合增强材料具有耐高温、热稳定性好、高比强度、高比模量、低密度等一系列优异性能,因此在航空航天工业上得到了广泛应用。目前,大型民用客机使用CFRP材料占比已经达到50%以上[2-4]。然而,针对异物冲击、鸟类撞击或雷击、地面事故等造成的CFRP结构破损,如何实现高性能、高效的粘接修补是当前复合材料应用领域的重要技术挑战[5-6]。在CFRP粘接修补时,如果对表面的树脂溶胶不进行除胶处理直接进行粘接,会导致粘接头力学性能和粘接强度大幅度降低。传统的机械打磨除胶方式无可避免会造成底下碳纤维铺层的损伤而直接影响粘接结构整体强度[7-8]。激光是非接触无应力加工,加工精度高,理论上可以实现碳纤维铺层表面的无损除胶,这使激光成为了CFRP修补中表面烧蚀除胶最佳的选择[9-12]。KRELING等人[13]的研究发现,利用准分子激光辐射对碳纤维布进行表面预处理,获得了与手工打磨相当的碳纤维布粘接接头的粘接强度。而FISCHER等人[14]认为,通过激光选择性去除碳纤维布的环氧基体材料是提高粘结CFRP接头强度的一种较好选择。
目前,针对于CFRP修补中激光表面烧蚀除胶研究,其扫描策略还是采用的一般的平行扫描线填充或者轮廓偏置填充,然而CFRP中的碳纤维其膨胀系数、导热系数等热力学性能与树脂之间具有显著的差异,在激光加工过程中容易出现不均匀热影响区、纤维破损、复合层分层等缺陷,严重影响了CFRP基底在除胶后的静态强度[11,15-16]。参考文献[17]中提出一种扫描填充路径规划算法,通过优化路径来均衡温度场,从而达到提高快速成型加工质量的目的。LEONE等人[18]提出当激光光束扫描规划路径平行于纤维方向时,加工产生的热量会沿着纤维方向传导,并且产生的热量可以在光束到达之前预热材料,因此热影响区会变少。相反,当激光光束扫描规划路径垂直于纤维方向时,热量只能在纤维块中传导,从而加热基材,导致热影响区增大。由于碳纤维复合增强材料是由不同方向的碳纤维丝束编织而成,根据丝束分块中的纤维方向平行于纤维方向进行扫描填充,就可以减小热影响区,获得较好的加工结果。作者基于CFRP纤维编织结构的膨胀系数、导热系数等各向异性热力学性能特点,提出并实现了一种基于CFRP纤维编织网格分块扫描的激光除胶工艺算法,大幅改善了CFRP表面除胶的纤维完整性和工艺一致性。
1 CFRP纤维编织网格分块扫描激光除胶工艺
1.1 工艺流程设计
碳纤维复合材料激光表面烧蚀除胶工艺流程如图1所示。首先根据用户输入相关参量,生成用户模型,将模型分层处理。在每一层上再进行分块扫描处理,在分块扫描时,需要考虑纤维纹理编织方向的特点,生成与纤维纹理相匹配的网格块,在每个网格分块中,保证扫描填充方向与纤维束方向一致,生成相应的路径,以激光加工工艺数控代码的形式输入激光加工设备,完成碳纤维复合材料的加工。
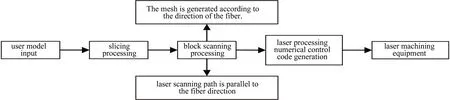
Fig.1 Laser epoxy removal process of CFRP
1.2 网格分块扫描填充算法
网格分块扫描填充算法主要基于CFRP的编织网格结构来设计的。如图2所示,从图中可以清晰地看出CFRP的编织网格结构。每层的碳纤维交错地编织在一起,再由环氧树脂材料粘接在一起,形成一层纤维/树脂复合层,多层的纤维/树脂复合层不同方向叠加在一起就形成了CFRP的复合增强结构。

Fig.2 The schematic diagram of the braided structure
算法基本流程如图3所示。以碳纤维材料上某简单四边形轮廓的表面烧蚀除胶为例,计算其网格分块的扫描填充路径来说明分块扫描填充算法的基本原理。
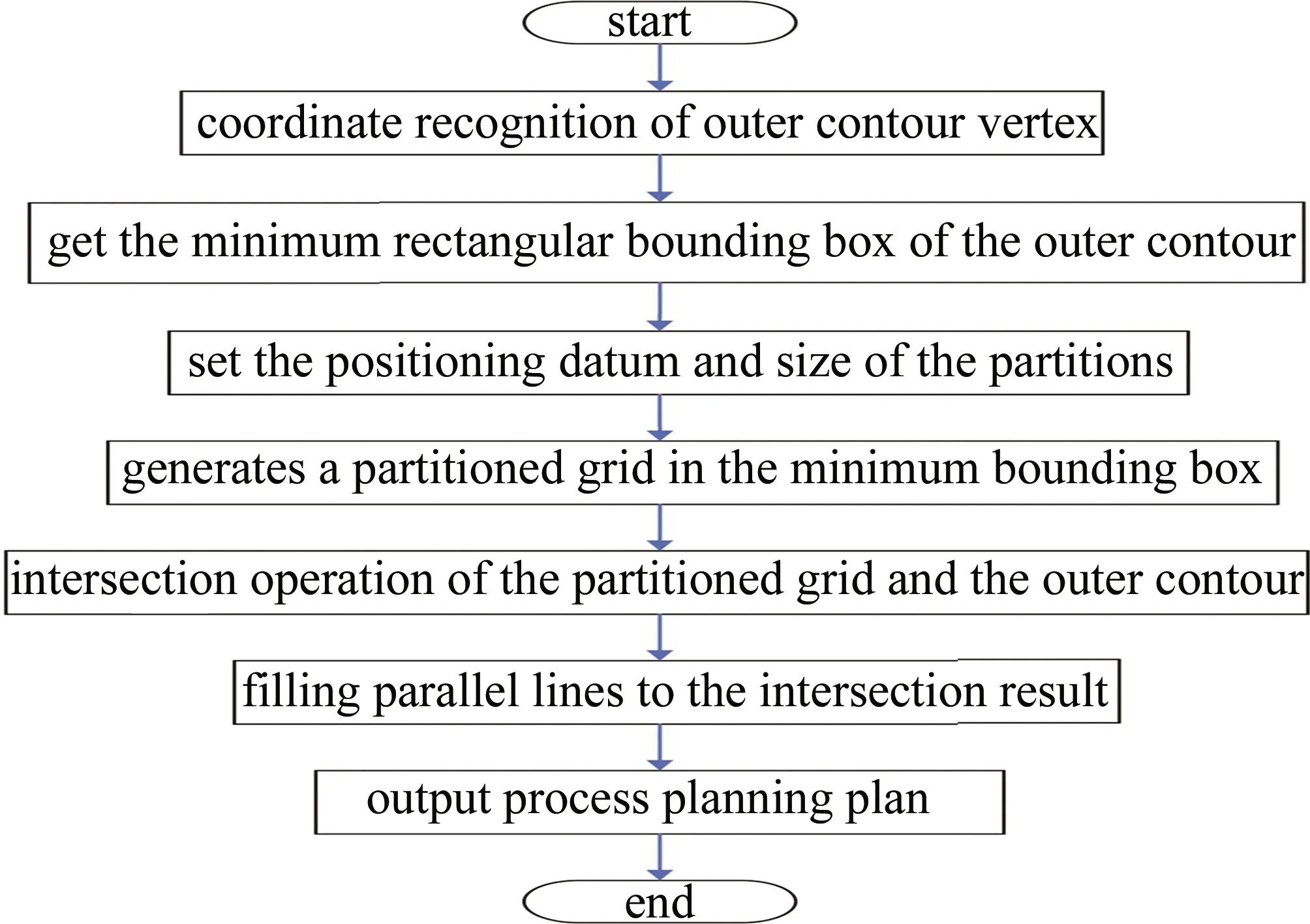
Fig.3 Flow chart of algorithm
1.2.1 求外轮廓的最小正四边形包围盒 通过遍历外轮廓顶点的x和y坐标值,冒泡排序求出x和y的最大值和最小值,xmin,xmax,ymin,ymax即为轮廓顶点坐标的最大、最小值,构成了上述最小正四边形包围盒。如图4a和图4b所示,最小正四边形包围盒可以为后续的分块网格的生成提供一个基准,保证后续算法更易执行。
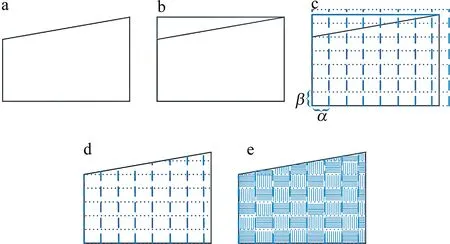
Fig.4 Schematic diagram of mesh subdivided scanning algorithm
1.2.2 分块网格集合的生成 指定子分块网格的长度α和宽度β等参量,在行方向上,以xmin为起始值,xmax为终点值,α为步长,生成1维数组Ni,此时:
i=
(1)
式中,%表示整除。(xmax-xmin)%α≠0表示如图4c中的情况,生成的分块网格区域大于包围盒,否则,生成的分块网格区域刚好完全填充包围盒区域;i值指分块网格的个数。同理,在列方向上,以ymin为起始值,ymax为终点值,β为步长,生成1维数组Nj,此时:
j=
(2)
利用Ni和Nj计算出网格点的x和y的坐标矩阵,分别记为xNij和yNij。分块网格集合记为M1。这一步应要满足完整性原则,生成的分块网格要完整填充最小包围盒或者覆盖超出最小包围盒。
1.2.3 分块网格集合与外轮廓各边求交运算 将1.2.2节中生成的分块网格集合M1与外轮廓边进行多边形的布尔求交运算(见图4d),获得的结果记为集合M2,用于下一步在离散子网格内做内部扫描填充。经过布尔求交运算后的分块网格,可能不再是完整的初始的正四边形子网格,而是原始子网格的一部分,如图4e所示,上边缘的网格已经被切分成三角形或四边形。
1.2.4 离散子网格内部扫描填充 针对每一离散子网格区域,求取内部扫描填充路径。对于内部扫描填充策略的选择,一般是采用光栅式填充算法或者轮廓偏置填充算法。当激光光束方向与碳纤维方向保持平行时,得到的加工效果更好,所以选择合适的填充角度的光栅式填充来完成离散网格内部扫描填充。如图5所示,分别是光栅式填充的两种形式,这两种光栅式填充都是按照活性边表法计算初始扫描填充线,只是扫描线的连接方式不同,图5a中每扫描完一次,需要跳转回到左边端点,增加了空行程的距离,不满足最小空行程约束原则。而图5b中,通过改变扫描线的连接方式,减少了加工中的跳转次数和跳转时空行程距离,也大大减少了激光器的开关次数。但是图5b中的路径规划方式,增加了加工中的热累积效应,从而热影响区增大,导致加工质量降低。
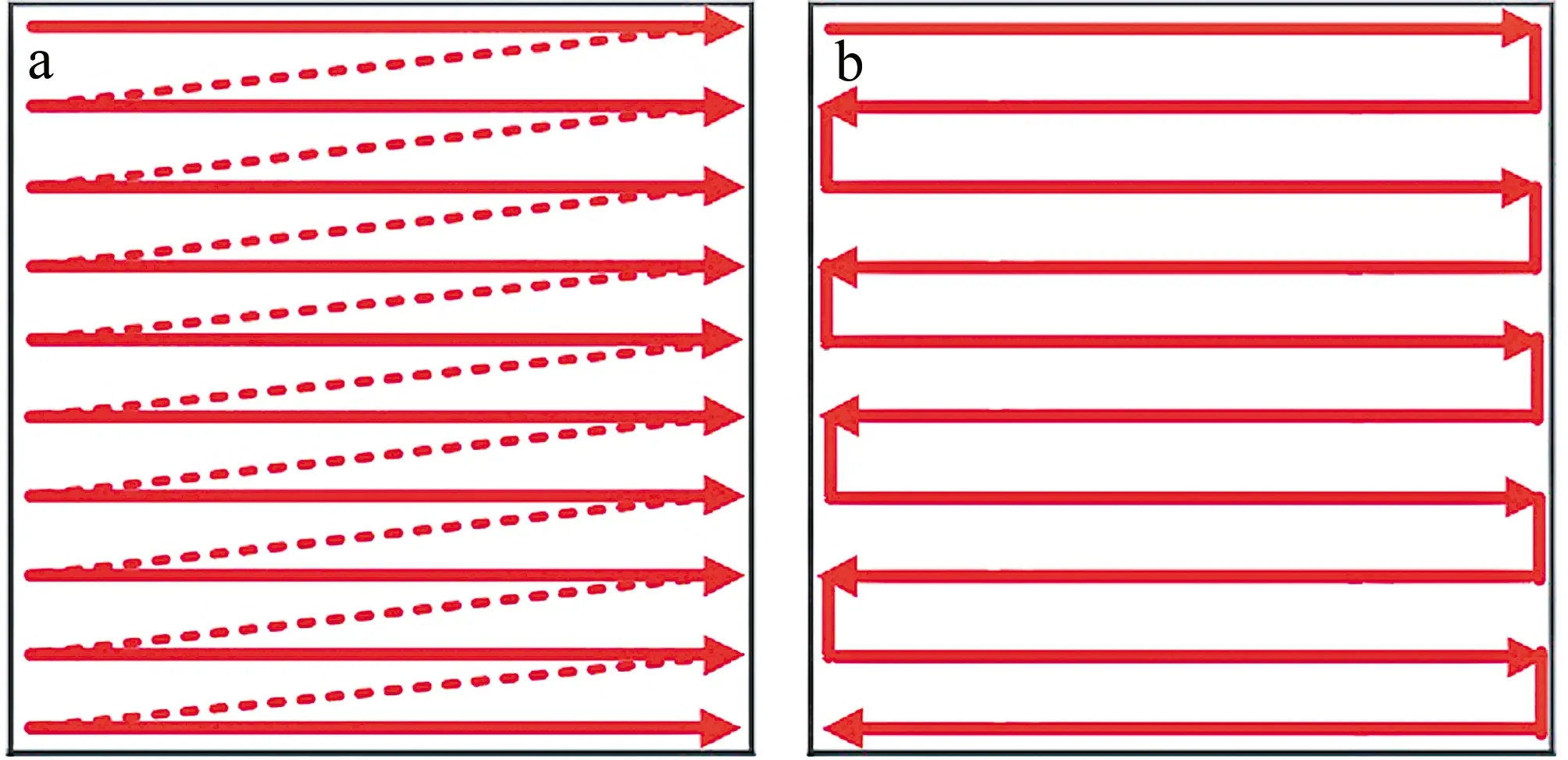
Fig.5 General form of raster filling
因此,结合碳纤维复合材料本身特性,现提出一种多组光栅式填充算法。多组光栅式填充主要从减少跳转次数、空行程距离和提高加工质量来进行优化。该多组光栅式填充算法表述如下:(1)多组扫描线生成。利用活性边表法生成n组扫描线,如图6a所示,标号1的扫描线为第1组,标号2的扫描线为第1组,以此类推,图6a中n=2(n为并行组数),分为深色浅色两组扫描线;(2)扫描线连续化处理。遍历每一组扫描线,对扫描线进行从上到下首尾相连接,在每根扫描线之间添加连接线,将整组的离散扫描线连续化处理(如图6b所示),将连续化后的扫描线存入一个双端队列,记为一个连续化扫描线组;(3)多组连续化扫描线组连接处理。当n组连续化扫描线组生成完毕后,对连续化扫描线组依次遍历,当组数n为奇数时,该连续化扫描线组将路径数据从队列左端弹出;当组数n为偶数时,该连续化扫描线组将路径数据从队列右端弹出,在奇偶扫描线组之间添加连接线,完成多组连续化扫描线组连接处理。最终效果图如图6c所示。
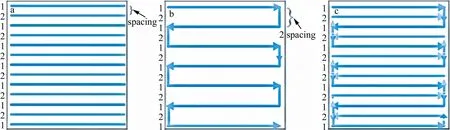
Fig.6 Schematic diagram of multigroup raster filling algorithm
通过改进光栅式填充算法,将扫描线分成n组,将初始为spacing的扫描间距在实际加工过程中变成n个spacing,而在激光加工CFRP时,通过增大一定的扫描间距的激光扫描方式,可以消除加工过程中产生的粉尘和废气对激光的屏蔽作用,使激光更好地作用于材料去除,从而获得良好的加工质量[19]。
1.2.5 分块网格路径加载策略规划 第1.2.4节中,根据分块内纤维方向完成多组光栅式填充,获得每个分块内部扫描填充路径。而通过不同的分块网格路径加载策略,可以改变实际加工时各分块网格的加工顺序,例如间隔的加载顺序有利于热量扩散,减少加工过程中的热累积效应。
2 工艺验证
本文中算法主要是针对碳纤维复合材料本身特性,生成一种与碳纤维纹理相匹配的分块扫描填充路径,这种填充路径更有利于加工热量的传导,减少热累积效应,从而提高表面的加工质量。为了验证算法的实际加工效果,将生成的激光填充扫描路径数控代码以socket通信软件传输给下位机加工设备完成加工。在Intel(R)Core(TM)i5-8300H@2.30GHz CPU、16GDDR4内存、Windows10 64位的计算机环境下进行试验,得到表1所示结果。测试时,输入为轮廓点坐标,输出为规划好的扫描填充路径。从实验结果可以看出,算法耗时随着分块尺寸的增加而减少。
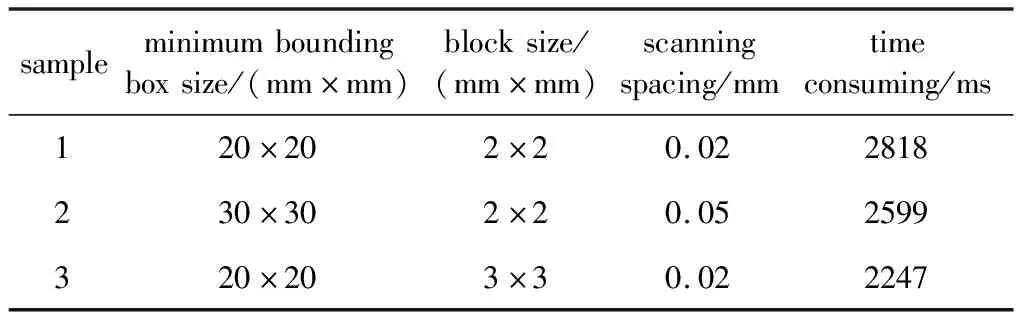
Table 1 Application example results of the algorithm
以并行组数为2在环境温度为室温的条件下,以东丽T3003K/环氧树脂板材为样品材料,在温州天琴激光公司的激光加工设备RLCS-1进行加工测试,该设备配备了一台输出波长1064nm、平均功率30W、光斑聚焦直径50μm的光纤激光器,实验加工设备平台如图7所示。加工参量如表2所示。主要由STM32控制系统控制,主控芯片是STM32F446ZET6微控制器,包括192kbit SRAM、512kbit FLASH、一个9Pin的机器人通信接口、一个14Pin的激光器通信接口、一个8Pin的振镜通信接口。同时,该控制系统与计算机上位机通过以太网进行数据传输。
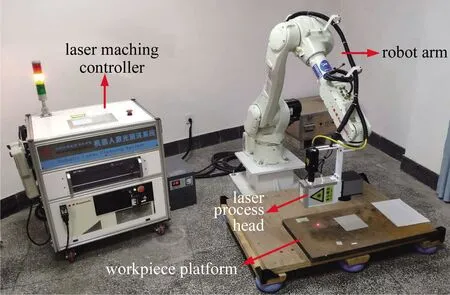
Fig.7 The picture of experimental platform

Table 2 The parameters of laser processing
得到实验加工效果如图8所示。图8a为整块扫描算法加工效果图,可以明显地观察到残留的树脂块,树脂块主要分布在纤维的交界处;图8b为分块扫描算法加工效果图,几乎观察不到有树脂的残留;图8c为整块扫描算法在横向交界处形貌放大图;图8d为分块扫描算法纵向交界处形貌放大图;图8e为整块扫描算法纵向交界处形貌放大图;图8f为分块扫描算法横向交界处形貌放大图。从图8c可以观察到横向纤维交界处大块的树脂残留,纤维上还有一些微小的树脂颗粒,图8e中展示了纵向纤维交界处的树脂残留。根据图8c和图8e中树脂烧蚀的边缘形状,其树脂残留的边缘缺口指向都是平行于纤维方向,这也进一步证明了热量沿着纤维传导更快,导致了CFRP材料热力学性能的各向异性。图8d和图8f为使用分块扫描填充算法激光加工后纤维交界处的形貌放大图,在纤维交界处几乎观察不到还有树脂块的残留,树脂得到了有效去除,只有在纤维上分布着少量的树脂颗粒,纤维在树脂去除程度提高的情况下,纤维没有明显的破损损坏,只有较少的纤维断裂,碳纤维本身得到了较好的保护。

Fig.8 SEM images of CFRP-surface after cleaning with whole-area scanning algorithm and mesh subdivided scanning algorithm
当激光能量一定时,通过分块扫描工艺算法,将整块加工区域分块化,在每个分块中进行单独扫描,每个分块中的单位时间累积的热量得到了提高,借助于碳纤维上累积的热量,从而将附着在纤维上的环氧树脂能够有效的烧蚀去除。而为了保证增加的热量不会对纤维本身造成热损伤,在每个分块中激光光束的扫描方向与纤维方向保持一致。当光束平行于纤维方向移动时,热量主要沿着纤维方向传导,并在激光束达到之前预热材料。然而,当光束垂直于纤维移动时,热量在纤维局部块中传导,从而加热基体,激光热损伤和热累积也因此增大。因此,通过分块扫描算法对每个分块中扫描方向的处理,激光加工的热累积造成的纤维损伤得到了抑制。所以,分块扫描算法弥补了材料的定向导热性,通过利用激光与纤维方向同向时导热速率更快的性质,在每一分块中将其方向同向化,从而使激光能量受限时,也能对表面树脂得到有效的清理,同时也降低了激光热损伤和热累积,碳纤维本身不会受到过多的损害,保证其自身强度不被破坏。
3 结 论
针对民用飞机蒙皮维修这一应用场景,提出了一种基于CFRP纤维编织网格分块扫描的激光除胶工艺算法,并进行了理论分析和实验验证。在激光能量一定时,通过分块扫描填充算法将加工区域分块化,每个分块单位时间累积的热量得到了提高,增加了表面树脂的去除率,纤维交界处的附着树脂也得到了有效去除。而在每个分块中为了保护纤维本身不被烧蚀破坏,激光光束的扫描方向与纤维方向保持一致,累积的热量更易沿着纤维方向传导散退,而且还会起到预热纤维的作用,保护了纤维本身,更容易获得较好的加工质量。另一方面,在每一分块中进行多组光栅填充,增大了激光在实际加工中的扫描间距,减少了加工过程中产生的粉尘和废气的影响,使激光更好地作用于材料上,从而获得更好的工艺效果。
猜你喜欢
贵州大学学报(自然科学版)(2021年4期)2021-09-12
山东农业工程学院学报(2020年12期)2020-03-19
上海建材(2019年4期)2019-05-21
纤维复合材料(2018年4期)2018-04-28
纤维复合材料(2018年3期)2018-04-25
科技创新与应用(2018年36期)2018-01-29
湖州师范学院学报(2016年2期)2016-08-21
数字技术与应用(2016年6期)2016-07-09
中国塑料(2016年6期)2016-06-27
山西大同大学学报(自然科学版)(2016年6期)2016-01-30
