钢结构屋面工程施工部署和技术方案以苏州市第二工人文化宫项目工程为例
2021-11-07 00:52尹卫东
中国建筑金属结构 2021年10期
尹卫东
钢结构屋面工程施工规范化管理,主要是对钢结构、钢屋顶盖板结构的主要结构施工方式进行审核,确定屋盖板单体的标准要求,结合实际施工技术方案,加强施工操作流程,确定吊装方法的合理性。
1.钢结构屋面工程施工的总部署
1.1 确定工程施工的人员分配和技术工艺
按照施工组织设计和规范要求,确定人员基本职责,以项目经理、专项管理人员、钢结构队伍、油漆队伍、屋面安装队伍等进行划分,确定项目管理的标准职责规划。按照本工程的最大体量标准要求,确定分布范围的扩展度;以综合包装塔吊方式,确定施工标准方案。施工过程中,需要注意与其他专业之间的协调搭接,确定实际使用时间,通过工程主体钢结构的规定要求,结合相关的工期评估。工期中注意紧要工程的分析,对构件吊装位置和吊装场地进行分析,调整现场焊接工艺的规范控制要求,确定主钢材加工标准,经过二次材料的焊接工艺,对焊接材料进行分析,判断焊接材料的严格规范管理应用标准,实施专项工作制度规范,避免焊接错误发生[1]。
1.2 确定施工总平面布置
按照区域范围进行评估分析,苏州市第二工人文化宫项目工程,S-01 是西侧场馆,屋面覆盖分布于1 号楼、5 号楼、8 号楼;S-02 电影院分布于9 号楼;S-03 中庭天桥分布在1 号楼至3 号楼,5号楼至6号楼,8号楼至9 号楼之间;S-04剧院分布于9 号楼,服务大厅分布于2号楼;S-06 健身房分布于3 号楼;S-07图书馆、办公区分布于6 号楼-7 号楼;S-09 图书馆分布于7 号楼;S-11 连廊分布于1 号楼与5 号楼之间。按照平面布置范围要求,确定详细的平面图大样。
2.钢结构屋面施工技术方案
2.1 焊接加工工艺
钢结构焊接工艺分析中,前期需要确定施工需要的主要材料,对钢材的品种、性能、规格型号等进行合理的应用分析,需符合国家现行的材料产品质量规范要求。根据钢结构屋面的设计规范,对工程施工的合同标准分析,制定符合产品合格的标准文件。根据材料、钢材质量、性能、机械水平等进行评估分析,确定钢材进入,相关的规格、型号、质量标准符合复查检查合格标准要求,可以进行后续施工。焊接工艺评估中,通过对焊丝、焊脚、焊条等形式的配合操作,提升焊接工艺水平,保证材料配置和焊接配置合理性。焊条加工过程中,需要根据国家现行质量标准要求。
2.2 焊接操作工艺
零件下料配置过程中,需要采用数控火焰切割工艺,对数控直线条进行切割处理。注意切割的宽度和长度,确定切割平面度,切割纹路和深度,切割局部的缺口深度等。在对H 型钢的腹板操作过程中,需要采用直条切割机,做好垂直下料标准。对不规则的数控切割机需要做好下料匹配操作。H 型翼板,腹板的长度加长,需注意深化的下料,根据尺寸标准,调整加工工艺量和放余量。当H 型钢主体长度不足时,需做好拼接,腹板的最小长度600mm,做好套料,保证腹板与翼板对接在合理的焊接距离范围内。注意钢附件的操作加工,确定生产长度配套方式。按照板端之间的连接操作方式,做好焊弧、焊板、焊条的操作,注意钻孔位置的评估,避免焊接中出现偏差。下料完毕后,需要注意材料的色标,下料后需要确定零部件的加工标准要求[2]。
2.2.1 使用前的准备工作
调整零件配置要求,调整零件规格,对图纸进行标准化绘制分析。检查焊接工艺,做好完整规划,及时发现其中的不足,做好组织规范操作方案,做好反馈评估。针对H 钢的尺寸,实施钢结构操作施工工艺方式,充分利用架板、腹板与水平面位置,确定零部件的加工工艺标准要求。对零部件的外观质量水平进行评估,如果不符合实际检修补充要求,需要做好打磨,调整板层的厚度、坡口、角度、引弧量等。按照出板坡口的位置与形式,通过H钢板坡口位置,采取火焰切削方式,注意坡口图纸的操作规范管理。通过坡口加工方式,调整坡口面的修正过程,清除锈蚀、氧化。采用全熔透焊接加工工艺,确定焊接操作的坡口位置[3]。
2.2.2 H 型钢组装施工工艺流程(见图1)
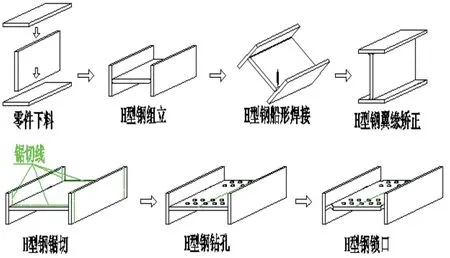
图1 H 型钢组装施工工艺流程
2.2.3 H 型钢焊接组装操作
H 型钢组装操作过程中,需要采用H 型钢焊接流水线操作,确定组装和人工装配方式,注意定位焊接工艺,实施气保焊,确定焊接缝隙尺寸和间距标准规格,施工前,需要确定“T”形弧度和印出板的位置,确定长度大于150mm,宽度大于100mm,处理焊接长度范围要注意引弧板的位置,注意气割操作。
2.2.4 H 型焊接流水线预埋焊接工艺的全透焊接技术
根据焊接操作规范要求,结合相关的形状和位置,分析H型钢材的腹板厚度,制定焊接缝示意图标准(见图2)。根据坡口位置加工分析,确定坡口的加工范围。采用半自动火焰切割机操作,处理切割后的坡口宽度位置,注意氧化物、残渣的及时清理。H型钢筋组装操作过程中,需要确定H 型钢筋的配置要求、定位和施工标准。按照预埋弧焊丝的选定方式,结合钢材的匹配要求,分析确定焊接配合度。当钢板焊接材质符合实际焊丝匹配要求时,焊接胎架,将H 型钢板放置在胎架上,注意斜角的安装固定。
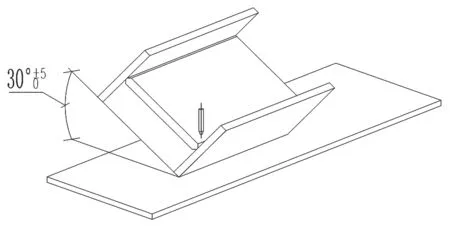
图2 焊接示意图
2.2.5 H 型钢的校正分析
当钢筋厚度小于28mm 时,采取H型钢筋边缘矫正方法。当厚度大于28mm时,需要结合焊接工艺操作顺序要求,分析确定手工校验方式。操作时需注意打磨工艺操作方式,防止割破伤口,将腹板上的焊接孔位置确定后再切割操作。
2.2.6 加工钢结构组件的质量评估
按照施工装备操作方式,确定零部件的对应规格、型号、尺寸标准要求,结合相关的零部件编号、尺寸、位置、方向进行分析。核对组装H 型号下的钢主体规格型号和坡口标准内容。通过熔渣、水分、铁锈等杂物的处理操作,进行焊缝的清理工作。注意焊接前接头位置的焊接规范,是否存在引出板,长度是否大于50mm,宽度是否小于30mm,厚度不小于6mm。按照焊缝的长度水平,对构件结构的精准度进行分析,加强摩擦区域内的施工标准质量水平评定。
将H 板的主体进行固定,对各个部件的位置进行划定,确定中心线位置,基准线位置。按照各个部件的位置要求,采用双向标识分析,定位清晰准确有效,避免因线条模糊导致尺寸问题。
3.结语
综上所述,在苏州市第二工人文化宫项目工程中,对钢结构屋面的施工部署和技术方案操作精准有效,符合工程施工各项规范标准要求,为工程的更好完成提供了必要的施工部署方案和技术规程。
猜你喜欢
北京航空航天大学学报(2022年5期)2022-06-06
中国金属通报(2022年1期)2022-06-02
锻压装备与制造技术(2021年2期)2021-07-19
四川轻化工大学学报(自然科学版)(2021年1期)2021-06-09
山东冶金(2019年5期)2019-11-16
山东冶金(2019年3期)2019-07-10
山东冶金(2018年5期)2018-11-22
上海公路(2018年3期)2018-03-21
大型铸锻件(2015年4期)2016-01-12
应用科技(2015年5期)2015-12-09