矿石码头火车装车站缓冲仓方案设计研究
2021-11-07 07:30吴位民
港工技术 2021年5期
吴位民,王 伟
(1.中交第一航务工程勘察设计院有限公司,天津 300220;2.唐山曹妃甸实业港务有限公司,河北唐山 063200)
引言
近年来,我国在对散状物料的快速定量装载技术研究上有了新的突破,如港口、码头对矿石、煤炭、粮食等散状物料的定量快速装车等。装车站系统在火车装车流程中只是一个单元,一般连续装车取料线取料设备有斗轮取料机、装载机等设备,火车装车系统中装车站缓冲仓容积的确定是否合理一直是影响装车能力的一个关键因素,装车楼设备供货厂家一般根据经验按照3-5 倍称量仓的容积进行确定。实际情况很多项目直到投入使用的时候才发现缓冲仓容积偏大或者偏小,缺乏在缓冲仓方案论证阶段从系统理论层面进行论证分析。
1 矿石码头卸船装车工艺介绍
矿石码头典型的工艺流程:进口矿石船在码头经过卸船机转运至皮带输送线,经过连续的皮带转接系统,把物料运达料场,再经过堆料机实现堆料,根据不同的矿石货代和买方把物料分区域、分料堆进行堆存。堆料设备有堆料机和堆取料机等。为保证卸船效率,矿石物料一般不会卸船后直接装车。装车流程从料场开始,取料机或者堆取料机具有取料功能的设备进行取料,并把物料运送至皮带机输送系统上面,通过转接和连续运输。然后物料运送至装车楼缓冲仓内进行定量装车。装车楼系统通过配料,称重,卸料等流程实现火车装车功能。与装车楼配合的设备通常有牵车机和平车机,按照装车要求控制牵引速度,同时为了满足铁路部门对装车质量提出的“物料载荷分布均匀,物料上顶面平整”的基本要求,装车后采用平车设备进行平车。图1为卸船装车工艺流程图。
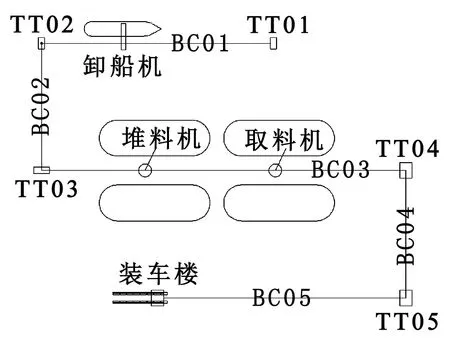
图1 卸船装车工艺流程图
2 火车装车楼系统
通过皮带机把物料输送至装车楼缓冲仓内,缓冲仓内物料达到低料位时,启动缓冲仓给料闸门给称量仓配料,给料闸门根据装车系统能力一般设置2-4 个,配料速度和精度均通过程序控制开关量和速度进行自动控制,配料结束后关闭给料闸门。称量仓根据火车车卡自动识别系统的数据进行自动称重,称量结束后,打开称量仓卸料闸门进行装车,装车完成后形成装车报表。图2 装车站系统示意图。

图2 装车站系统示意图
3 缓冲仓的方案设计
3.1 缓冲仓作用
缓冲仓的作用一是要满足配料闸门工作时有足够的物料可以配料,配料时间连续快速,满足装车的需要;另一方面缓冲仓要有足够容量可以缓冲堆存一定的物料,上游取料机和皮带机取料系统可以连续作业,不因装车环节延时而频繁起停取料线设备,最大限度避免皮带机系统频繁重载停机再起动。在图1 流程中,卸船流程的终端是BC03 和堆料机,装车流程的始端是BC03 和斗轮取料机。如果不考虑卸船流程和装车流程的相互影响,根据正常的工艺控制流程,装车站缓冲仓料位一旦达到极限料位,BC03 就会停机,进而卸船流程也要停机,会给卸船工作造成时间和成本的损失。为了避免该现象的发生,确保卸船流程不受装车流程的影响,缓冲仓的容量需要足够大,在装车流程有故障需要取料线设备停机时,能够满足料场皮带机BC03 不停机的条件,把料场皮带BC03 上面取料机之后的物料可以排净后再停后续皮带机BC04H 和BC05。所以缓冲仓容积方案确定时必须把其置于整个卸船和装车整个大系统流程中进行综合确定。
3.2 缓冲仓结构分析
缓冲仓配料口数量的设置是根据装车能力确定的,通常4 500 t/小时以下的矿石装车能力一般采用两配料口对应四片闸门;如图3 两个配料口缓冲仓布置图,缓冲料仓设置两个出料口,料仓仓壁倾斜角度不小于70°,两个出料口间距根据平板闸门尺寸和空间检修尺寸确定为2.2 米左右,反向分料漏斗结构高度在1.3 米左右。料仓高度及高低料位均应通过计算确定。
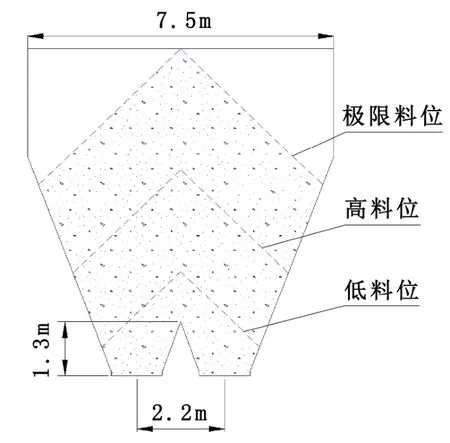
图3 缓冲仓两个配料口布置图
当设计能力大于4 000 t/小时且小于7 000 t/小时火车装车要求时,为了满足快速装车的要求,提高配料速度和精度,需要设置四个配料口,如图4缓冲仓布置图四个配料口。根据配料口闸门设备尺寸和检修空间尺寸要求,保证料仓仓壁倾斜角度不小于70°,四个配料口错开间距尺寸为4 米,反向分料漏斗结构高度在4.5 米,料仓高度及高低料位均应通过计算确定。

图4 缓冲仓四个配料口布置图
3.3 缓冲仓下游工艺设备确定仓容
理论上装车能力与取料机能力是相吻合的,但是实际操作中会有影响装车效率的因素存在,影响装车效率时间因素:a、设备故障复位时间t1,b、牵车机操作时间t2,c、平车机操作时间t3,d、跳卡时间t4,e、缓冲时间t5。设系统皮带机输送能力为Q0(T/h),缓冲仓初始物料(具备开始装车条件)Q1,缓冲仓高料位(取料设备停止取料)Q2,缓冲仓极限料位(仓满取料线停机)Q3,则缓冲仓的高料位Q2=Q1+TixQ0。经过现场调研数据搜集与统计,装车机动时间和概率总结如下表1:
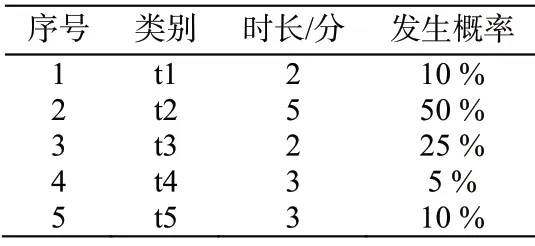
表1 装车机动时间和概率表
对各类影响装车效率因素进行加权平均,加权平均值Ti为3.65 分钟,按照该时间进行缓冲仓容积的估算。
3.4 缓冲仓上游工艺设备确定仓容
在装车控制流程中,设定的控制连锁条件是低料位时报警提示装车司机可以装车;当物料达到高料位,取料机等取料设备停止取料,皮带机输送系统正常运转;当缓冲仓物料达到极限料位时,整个取料皮带机系统全部停止运行。正常工况下,高料位时,提醒装车楼加快装车速度,防止满仓料位出现。高料位和极限料位的缓冲能力应该满足装车楼从低速装车跨到高速装车的时间,并能把物料从高料位降低至正常料位的缓冲能力。非正常工况下,矿石码头卸船作业和装车同时作业时,为了避免装车取料线满仓停机影响到BC03 不能正常运转,设计缓冲仓时需要考虑如下条件:缓冲仓高料位和极限料位之间的缓冲能力应涵盖从取料机开始一直到缓冲仓上方的皮带机系统所有物料的总和。图1卸船装车工艺流程图中,设斗轮取料机位置距离装车楼长度为L(m),皮带机取料线带速为V(m/s),皮带机输送能力为Q0(T/h)。则缓冲仓的高料位和极限料位应满足如下等式:Q3-Q2=Lx Q0/3.6v
3.5 缓冲仓仓容及料位的确定
根据上面的分析,可知缓冲仓的容积为:

如图3所示缓冲仓配料口反向漏斗结构设置在1.3 米左右,很好的保证了缓冲仓在存料期间物料的分布情况,物料在缓冲仓内只要达到集料高度1.5米以上就可以进行装车配料工作,经过计算物料达到低料位120t 的物料就可以启动装车流程;如图4所示缓冲仓配料口反向漏斗结构设置在4.5 米左右,物料必须在缓冲仓内存料达到高度4.5 米以上才可以进行装车配料工作,经过计算物料达到低料位250t 才可以启动装车流程。
以曹妃甸矿石二期项目方案论证为例:该项目的斗轮取料机取料能力为6 000t/h,该项目具有特殊性,需要考虑料场皮带机在卸船和装车同时工作时,确保装车线系统停机不影响卸船流程。所以当缓冲仓达到高料位之后还要能容下料场皮带机上从取料机到转运站TT04 之间的物料,出料场后皮带机BC04 和BC05 可以重载停机,项目中L=1 000米,料仓容积方案确定:
第一方案,按照6 000 t/h 进行设计,则:

第二方案,卸船与装车同时作业时,取料机取料能力控制在3 600 t/h 以下,则:

经过论证,最终选择第二种方案。
缓冲仓内物料料位的设置应具备低料位、高料位和极限料位三个档次。该项目中低料位250 t,高料位469 t,极限料位735 t。很多项目中厂家把低料位报警给取消了,实际运行中是欠妥的。还有低料位和高料位都是采用雷达料位计,单个雷达料位计对双配料口缓冲仓能起到检测作用,但是对于四个配料口的缓冲仓,由于存在物料偏仓现象,检测时常会误报,为减少误差可以设置多台雷达料位,对测量结果进行运算分析,给出更准确的料位结果。
4 结论
通过对矿石码头火车装车站缓冲仓结构及前后工艺设备的研究,总结出以下结论:
1)通过对缓冲仓结构特点分析,找到影响缓冲仓缓冲能力的关键因素,把装车楼装车环节放到卸船和装车整个工艺系统中进行方案论证,一方面要保证装车工作的正常作业,满足火车装车线的利用效率;另一方面装车楼缓冲仓的设计要考虑到卸船系统的稳定性,保证料场的高效利用;
2)改变以往凭经验确定装车楼缓冲仓容积的模式,第一次提出缓冲仓的理论计算公式和方法,为同类装车站缓冲仓容积大小论证工作指明了方向;
3)矿石码头快速定量装车技术的发展有助于落实目前矿石码头“公转铁”政策导向,对促进矿石码头环保、绿色生产,控制公路运输粉尘污染具有重要意义。
猜你喜欢
昆钢科技(2022年4期)2022-12-30
山东冶金(2022年1期)2022-04-19
湖南水利水电(2021年6期)2022-01-18
防爆电机(2021年6期)2022-01-17
山东煤炭科技(2020年8期)2020-09-02
新能源汽车报(2019年13期)2019-06-11
现代工业经济和信息化(2016年3期)2016-05-17
同煤科技(2015年2期)2015-02-28
中国铁道科学(2014年6期)2014-06-21
汽车电器(2014年8期)2014-02-28