基于成本核算的泡罩包装机打批号横撕裂冲切模组优化设计*
2021-11-15 03:58孔朵朵刘长江邹瑶瑶
科技与创新 2021年21期
孔朵朵,刘长江,邹瑶瑶
(1.温州职业技术学院,浙江 温州 325000;2.浙江明天机械有限公司,浙江 温州 325207)
泡罩包装机是在片剂、胶囊、栓剂或其他食品、玩具、机电配件包装领域应用最为广泛的一种自动化包装设备。设备通过薄膜放卷—加热—泡罩成型—药品填充—超声波检测—铝箔热封—批号打印—横撕裂—板块冲裁—分拣—装盒等工序完成产品的包装,其中批号打印、横撕裂、板块冲裁是泡罩包装机中最为重要的三个工序,决定了泡罩包装机的包装速率和包装良率,也决定了设备运行的稳定性[1-2]。由于三个工序一般均采用往复运动机构实现,为了使设备节拍一致,并保证工艺上的连续性以及设备结构的紧凑,三个工序往往设计成一个模组来实现,本文统称为打批号横撕裂冲切模组。
由于中国泡罩包装机该模组大多数都是仿照国外同类产品或类比冲切机经验算法进行设计,并没有基于中国产业链所供应的配件以及配套加工产业进行设计,造成了该模组总装成本过高。本研究将基于国内供应配件以及国内配套制造成本再结合模组运动学以及力学要求对模组进一步优化设计,降低模组价格,增强中国泡罩包装机在性能和价格上的双重优势。
1 打批号横撕裂冲切模组设计
1.1 冲切模组结构及工作原理
打批号横撕裂冲切模组结构如图1 所示,该模组主要由打批号机构、横撕裂机构、冲切机构、机架、驱动电机组成。驱动电机通过减速器减速获得400 r/min 的转速以及合适的扭矩,通过齿轮组将速度以及扭矩分配到三个模组,可以实现三个模组同步协调运动。横撕裂以及冲切机构均采用了曲柄滑块,为了减小冲击负载对设备的影响,使两个机构对称进行布置,滑块按照一定速度规律进行运动可以实现对PVC与PTP 复合板料的冲切加工。底部打批号采用两个同步凸轮机构来实现,保证受力均衡。
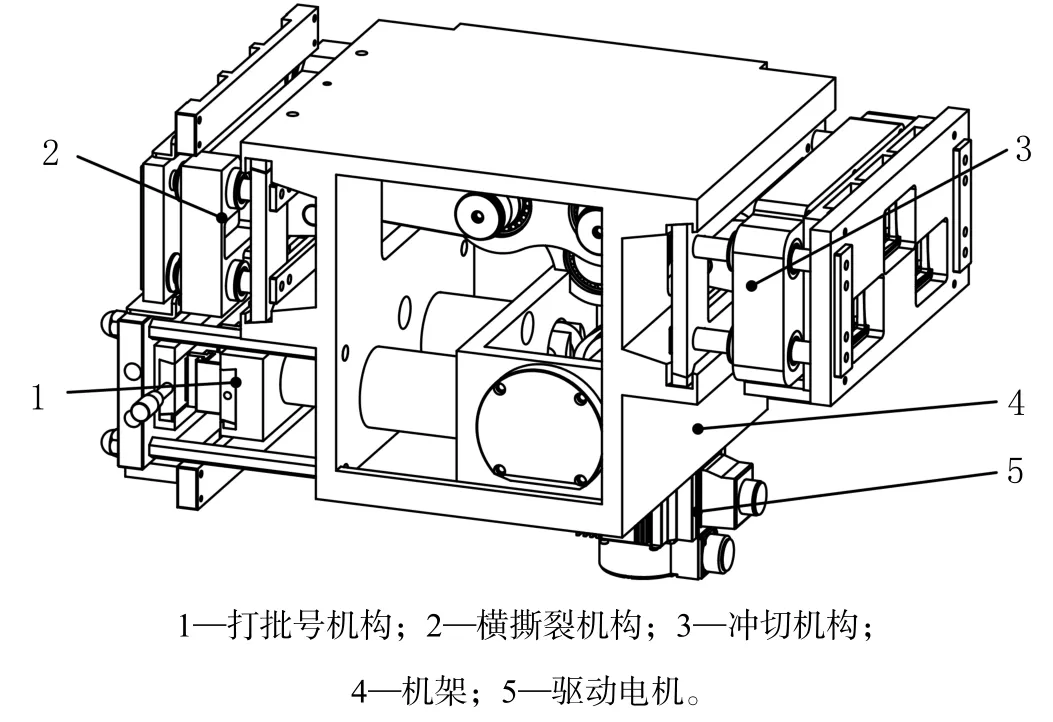
图1 打批号横撕裂冲切模组
1.2 冲切机构动力学分析[3]
打批号横撕裂冲切模组在工作过程中,冲切机构冲裁轮廓线长度最大到达了810 mm,所需的电动机功率最大,为了简化计算以及保证整个模组的功率满足,在设计过程中只对冲切模组进行功率P进行计算,并在该功率计算基础之上选择∑P=3P进行电机的选择。冲切机构受力分析如图2所示。

图2 冲切机构受力分析
如图2 所示对冲切机构进行受力分析,可以建立曲柄力矩M与F之间的关系:

式(1)中:λ=1/sin[α],冲切模组压力角[α]决定了曲柄长度R与连杆长度l之间的比例关系l=Rsin[α]。
通常在设计冲切压力设备时为了保证传动机构的效率通常要求[α]≤30°,当时α=[α],曲柄所需转矩作为电机选取依据,用MgL表示。图3 为压力角[α]与MgL的关系,压力角越大曲柄所需转矩MgL越大,在电机选型过程中所需电机的功率越大;压力角越小曲柄所需转矩MgL越小,在电机选型过程中所需电机的功率越小。但在制造过程中压力角越小机架长度会边长,造价变高。合理的选取冲切机构压力角可以使冲切模组的经济性达到最好。
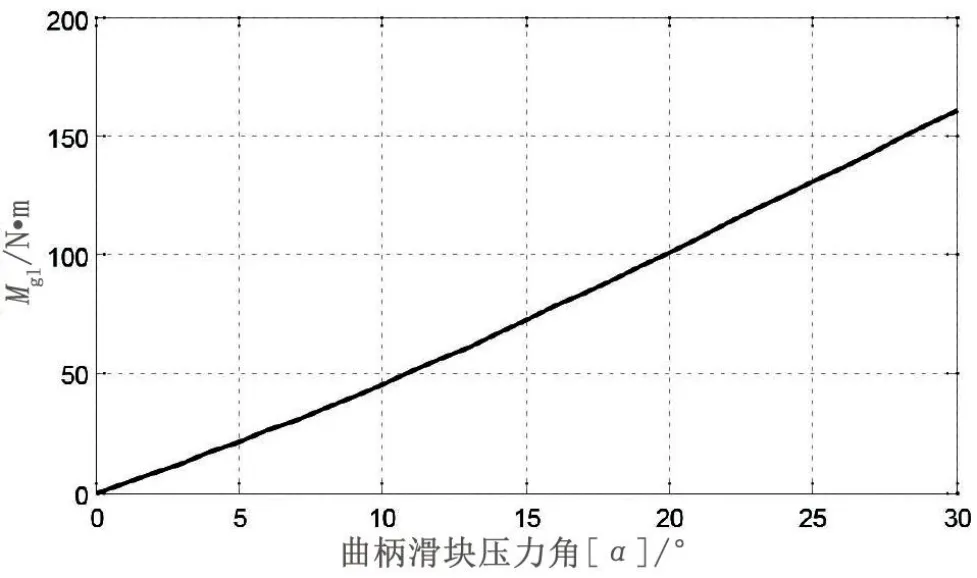
图3 压力角与曲柄所需转矩的关系
1.3 电机功率选择与压力角关系[3]
压力角与电动机功率关系如图4 所示。
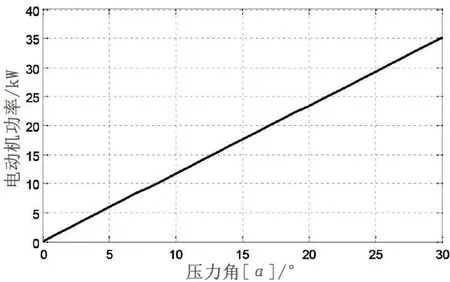
图4 压力角与电动机功率关系
冲切机构电机选择按照模组一个周期内平均能量计算,其功率选取公式确定为:

式(2)中:k为电动机选型功率与平均功率比值,选取值为k=1.6;A为冲切机构一个工作循环中消耗的能量;t为冲切模组单次循环周期。
工作循环中消耗的能量A为冲裁变形功、滑块摩擦消耗功、冲切机构弹性变形功、滑块空行程功、飞轮消耗功之和,经计算A与压力角[α]之间的关系为A=3.04+0.35[α]。打批号、横撕裂模组所需功率较冲切模组所需功率较小,为了保证设备的功率足够,此处取三个模组消耗的功相同进行概算计算,并将齿轮的效率计算在内,齿轮的传动效率取0.9。则模组电机的功率为:

2 模组机架价格核算
打批号横撕裂冲切模组机架如图5 所示,该机架主要通过铸造成型、热处理、机加工、表面处理四个工艺完成制造,由于冲切机构与横撕裂机构呈左右对称布置,所以机架结构也呈左右对称布置。冲切机构压力角[α]变化会影响到机架长度L变化,机架横向结构尺寸不变,当机架长度变化为△L时,机架A-A截面、B-B截面变化长度为△L/2。
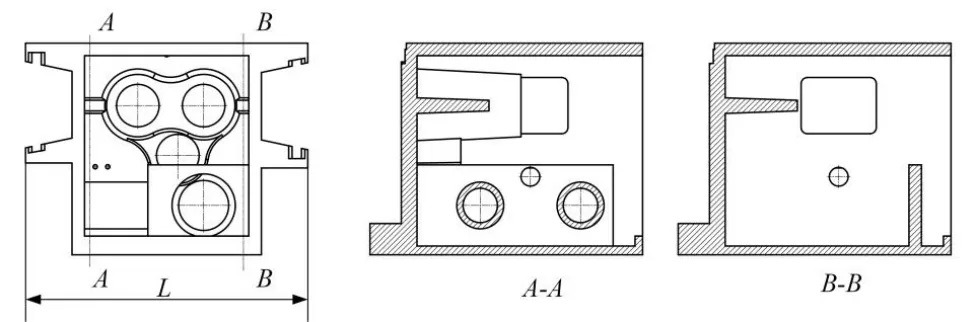
图5 打批号横撕裂冲切模组机架
2.1 铸造件质量与压力角关系
铸造件质量主要影响到铸造成本与热处理成本,根据模组装配需求以及几何属性可以确定压力角[α]与机架长度L之间的关系为:

A-A截面面积为SA,B-B截面面积SB,铸件密度为ρ,则长度L与铸件的质量关系为:

曲柄长R=9 mm,铸件密度ρ=7 800 kg/m3,SA=25 604.010 mm2,SB=28 205.906 0 mm2,联立公式(4)(5)可以得到压力角与铸件质量的关系:

2.2 表面处理面积与压力角之间关系
铸造件表面处理工艺众多,本零件表面处理主要是指通过化学方法去除零件表面的氧化皮、铁锈制模残留的型砂、尘土以及油和其他污染物,还有机加工后毛刺。通过测量可以得到A-A截面周长为lA,B-B截面面积lB,则长度L与表面处理面积的关系为:

联立公式(4)(7),将lA=2 410 mm,lB=2 782 mm 代入可得到表面处理面积与压力角关系:

2.3 模组机架成本与压力角关系
根据公司现有类似工艺零件基于统计方法对零件制造成本进行核算可以得到:

式(9)中:m为铸件质量,kg;t为机加工时,h;D为表面处理面积,dm2。
冲切机构压力角变化改变机架长度,不改变机架机加工时长,根据公司机加统计,该零件机加时间t=15.4 h。将公式(6)(8)代入公式(9)中可以得到压力角与模组机架成本之间的关系:

3 减速机及电机价格调查
冲切模组采用380VYE2 系列三项异步交流电机,减速器选用R 系列斜齿轮减速机,对市场上相关产品进行价格调查。
价格汇总表如表1 所示。
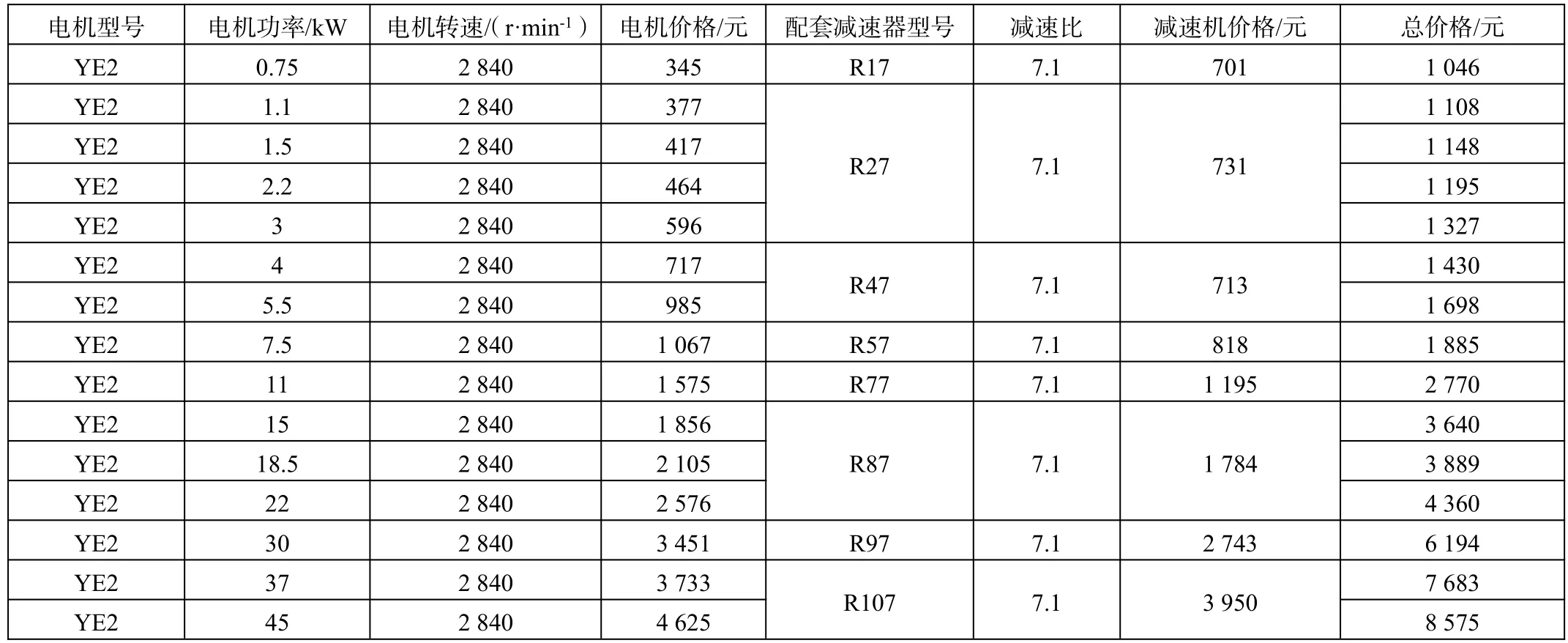
表1 电机及减速器价格调查表
电机功率与选型过程中电机及减速器价格的关系如图6 所示,对二者关系进行曲线拟合得到公式(11),可以根据该式核算模组电机及配套减速器成本。

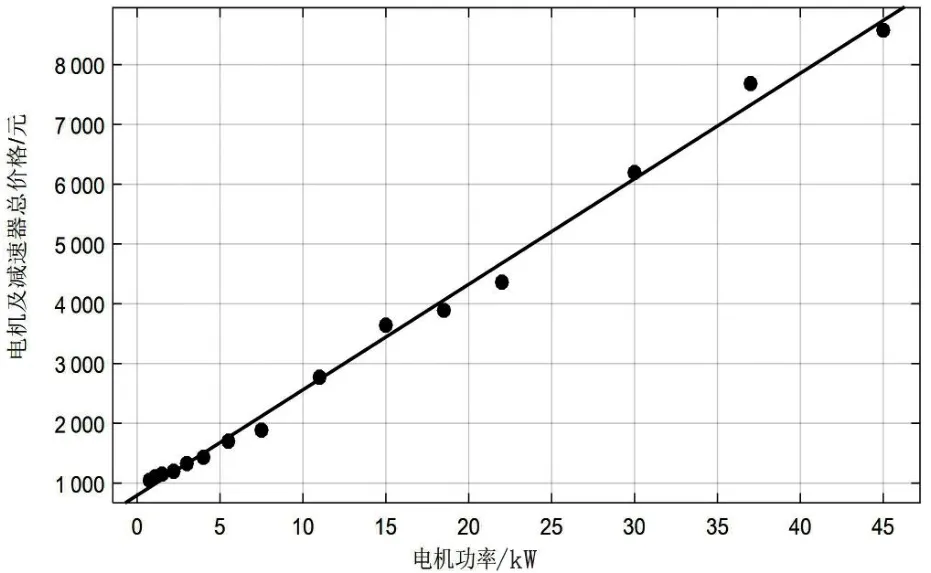
图6 电机及配套减速器价格与功率曲线拟合
将公式(3)代入公式(11)得到压力角与电机及配套减速器成本之间的关系:

4 基于成本核算的模组优化设计
泡罩包装机打批号横撕裂冲切模组总装成本包含外购件价格、自制件价格、装配调试成本。冲切模组压力角[α]变化会影响到连杆造价、机架造价、凸轮推杆造价、电机减速器购买价格,由于连杆与凸轮推杆造价较低对整体成本影响较小,可以忽略不计。本研究以机架造价与电机及配套减速采购价格之和最小为目标,约束条件为0≤[α]≤30°,构建约束约束模型。

总成本函数曲线如图7 所示,在图中可以看出当压力角为[α]=4.35°时,此时机架制造成本与电机及配套减速器成本达到最小,连杆长度l=118.66 mm,对连杆长度进行元整取l=119 mm,此时压力角[α]=4.35°,机架长度为L=412 mm。
设计结果对比如表2 所示,元整后机架与电机及配套减速器成本较原始设计降低16.33%。
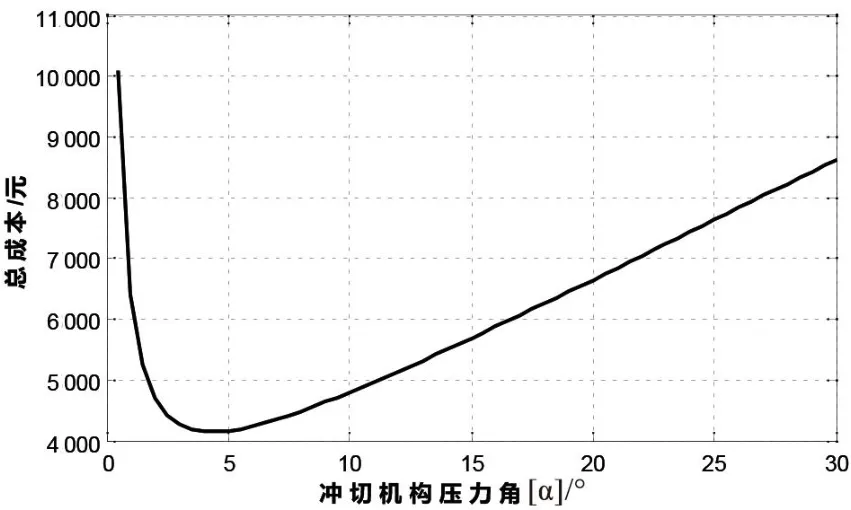
图7 压力角与总成本关系曲线
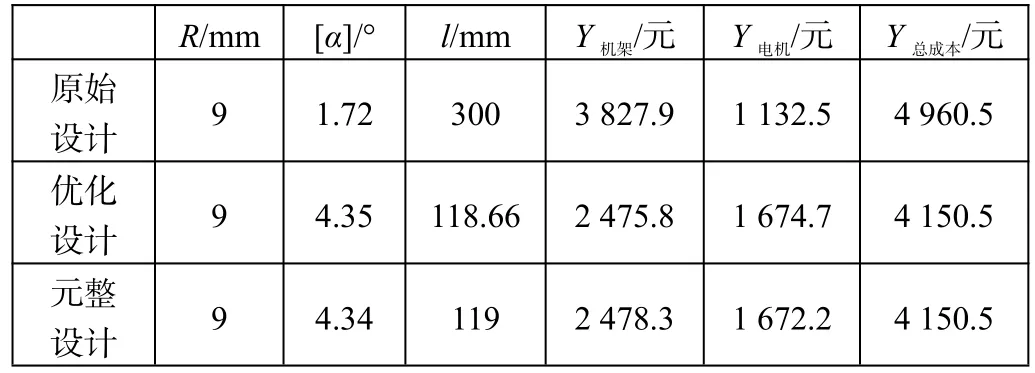
表2 设计结果对比
5 结语
本研究首先通过冲切机构运动力学分析得出了模组电机功率需求与冲切机构压力角之间的关系;然后又通过机架成本核算得出了制造成本与压力角之间的关系,在对市场价格调查基础之上建立了电机及配套减速器与压力角之间的关系;最后建立了基于两者成本核算的约束模型,得出了最佳压力角选取值。本研究从机构运动力学设计与制造成本角度构建了优化设计方法,为类似机械产品优化设计提供了参考。在方法构建过程中铸造件产品价格核算只参照了单一公司价格,没有考虑到市场价格波动、良品率等因素通用性较差,希望通过进一步研究善该方法。
猜你喜欢
农业装备与车辆工程(2022年7期)2022-10-31
科学技术创新(2022年28期)2022-10-21
汽车实用技术(2022年13期)2022-07-19
锻压装备与制造技术(2022年3期)2022-07-18
汽车零部件(2022年6期)2022-07-01
内燃机与配件(2022年2期)2022-01-17
通信产业报(2020年31期)2020-09-10
北京汽车(2019年2期)2019-05-16
中国计算机报(2018年13期)2018-05-23
中国计算机报(2018年50期)2018-02-23