
基于磷酸铁锂正极材料烧结的自动化生产线设计
2021-12-12 10:09陈康
科技信息·学术版 2021年32期
陈康




摘要:锂离子电池的高性能离不开其材料的烧结工艺,其中磷酸铁锂正极材料是近年来的研究热点之一。本文从磷酸铁锂(LFP)正极材料的烧结工艺出发,研究设计了一条辅助六列辊道炉烧结磷酸铁锂的自动化生产线,介绍了其传送线体、上料工位、小换向工位、大换向工位、卸料工位和取/放盖工位等关键工位结构设计。本自动化生产线可以实现匣钵携熟料出炉后,经自动卸料、上生料、匣钵运输至辊道炉进口的自动循环线功能,极大地提高了生产效率,具有广阔的应用前景。
关键词:锂离子电池 磷酸铁锂 辊道炉 自动化生产线
引言
锂离子电池是一种二次可充电电池,主要由正极材料、电解质和负极材料组成。其中正极材料是影响其性能和价格的主要因素,并且正极材料在锂离子电池中所占比例较高,因此可以说,锂离子电池正极材料的发展推动了锂离子电池的发展[1-3]。锂离子电池正极材料经过几十年的发展,形成了由钴酸锂、磷酸铁锂、锰酸锂以及三元材料为主流的四种正极材料[4]。虽然每种正极材料都有各自的优缺点,但是,其中磷酸铁锂正极材料以其较高的安全性、稳定性、价格低廉,并且具有更高的环保价值[5,6],被国内外很多锂电池生产商所青睐,并且被公认为是最具有发展前景的锂离子电池正极材料。
在锂离子电池实际生产过程中使用的磷酸铁锂正极材料,都是需要预先通过专用的烧结设备进行高温烧结工艺处理后才能使用。但是目前国内的磷酸铁锂材料烧结设备仍以国外进口或合资企业制造为主,不仅制造成本高,还因为缺少相配套的自动化生产线,导致生产效率低,产能达不到预期效果,并且没有一套成熟完善的自动生产线配合烧结设备,从而提高生产效率和产能[7,8]。因此为了解决上述问题,本文设计了一种辅助六列辊道炉烧结磷酸铁锂材料的自动化生产线,旨在提高磷酸铁锂材料烧结工艺的自动化与智能化,进而提高生产效率与产能,增强产品国际竞争力。
1 自动化生产线总体方案设计与工作原理
1.1 总体方案设计
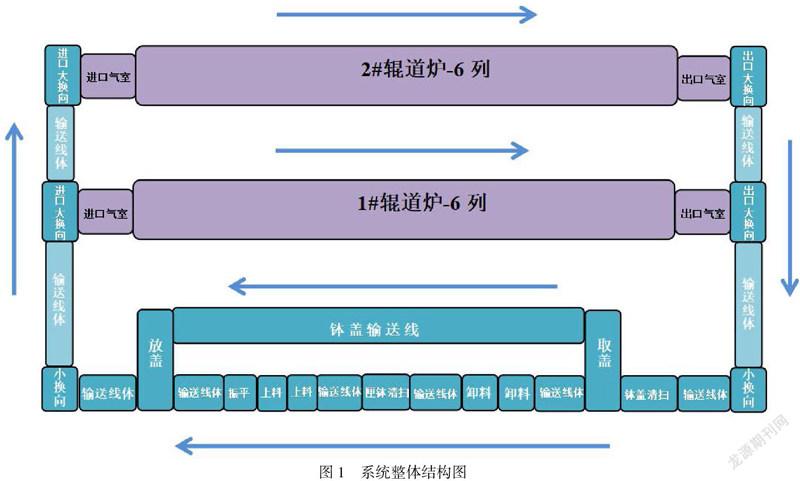
磷酸铁锂材料烧结过程概括来说可分为进料-烧结-取料三个步骤,其中进料和取料过程影响着材料整个烧结过程的效率并最终决定产能。如图1所示,本文根据六列辊道炉烧结磷酸铁锂材料的烧结工艺,设计了一条自动化与智能化较高的自动生产线来提高材料的烧结效率与产能。整条自动线按照功能不同可以分为输送线体、钵盖清扫、取放钵盖、卸料、匣钵清扫、上料、振平和大小换向等工位。其中上料和卸料工位设计为双工位,相比于传统的单工位,双工位可以极大的提高生产效率。
1.2工作原理
首先,通过上料工位将磷酸铁锂生料装到石墨匣钵内,等匣钵装满料后,输送线体将匣钵传送到放钵盖工位。与此同时,取钵盖工位通过钵盖输送线体将钵盖输送到放钵盖工位,放钵盖工位将传送过来的钵盖放在装满生料的匣钵上盖严,通过输送线体和大小换向工位将生料送到辊道炉中烧结,完成生料的进料工作。
然后,生料烧成熟料后,先通过两个出口大换向2将装满熟料的匣钵传送到输送线体上,输送线体经过小换向3将熟料传输到钵盖清扫工位,钵盖清扫工位将匣钵钵盖上的粉尘清理干净,方便取盖工位吸取钵盖。当装满熟料的匣钵传输到取钵盖工位时,取钵盖工位会将匣钵上的钵盖取下并通过钵盖输送线体将钵盖传输到放钵盖工位,此时,被取下钵盖的匣钵随着输送线體传输到双卸料工位。卸料工位通过翻转方式将匣钵内的熟料倾倒在容器内并将空匣钵通过输送线体传输到匣钵清扫工位。匣钵清扫工位通过气吹抽尘方式将匣钵内残余的熟料清理回收,输送线体将清理干净的匣钵传输到上料工位,完成熟料的收取工作。
最后,当空的匣钵传输到上料工位时,磷酸铁锂材料从生料进料到烧结成熟料收取的整改过程就完成了,接下来将会继续按照这个自动循环线源源不断地生产磷酸铁锂熟料。
2 自动化生产线工位设计
如表1所示,本文所设计的自动化生产线主要由若干输送线体、4台大换向、2台小换向、1套取/放钵盖、2台上料、2台卸料、1台振平、1台钵盖清扫和1台匣钵清扫组成,文主要从输送线体、上料、卸料、振平、匣钵清扫、取放钵盖工位进行设计。
2.1 输送线体设计
输送线体是整个自动生产线的基础,用于实现匣钵的过渡传输和缓存功能,如图2所示,为本文所设计的输送线体结构示意图。在整体设计过程中,需要避免使用铜锌材料,其中,腔体组件的结构尺寸主要根据匣钵的尺寸进行设计,考虑到粉尘的收集与清理,腔体底部设计成锥形带接灰盘形式。在腔体侧边设计两个密封门,方便取放匣钵,腔体上门开两个顶部观察窗,有利于现场人员随时查看线体内匣钵的状况。
采用金属轴外穿陶瓷辊轮的传输形式,与匣钵直接接触部分均采用非金属材质,通过750W的伺服电机和链条驱动托辊运动,从而带动匣钵在输送线体内传送。由于从窑炉出口至卸料工位需要充保护气体防止物料吸水及协助物料降温,所以设计时在腔体另一侧开一个充气孔并焊接上密封组件方便充保护气体。
2.2 上料工位设计
上料工位用于实现生料的上料功能。本工位采用双上料结构,主要由料仓螺旋组件、密封腔体组件、外框架组件、送钵组件、上料除尘管路和真空气路组成,具体结构如下图3所示。
上料料仓设计成锥形结构,内部安装垂直送料螺杆,便于生料顺畅的随着送料螺杆输送至匣钵内。为了保证生料装调的平整性,降低粉尘,并尽可能多的装填生料,设计时在生料装填前加了一个脱气装置,利用负压将生料中的空气抽走,使生料下落装填时更加紧实,减少粉尘扬起。匣钵中装填的生料重量由称重模块定量,称重精度为±150g,称重范围为5-18kg,实际装钵量以实际松装密度为准。
生料在通过料仓和送料组件装填进匣钵内的过程中,不可避免的会出现粉尘扬起,如果不进行回收处理,不仅会造成环境污染,还会生料的浪费。因此,在设计时增加了一个除尘系统,通过除尘器将扬起的生料粉尘全部吸走返投到原料仓,大大减少了污染并降低了成本。
2.3 翻转卸料工位设计
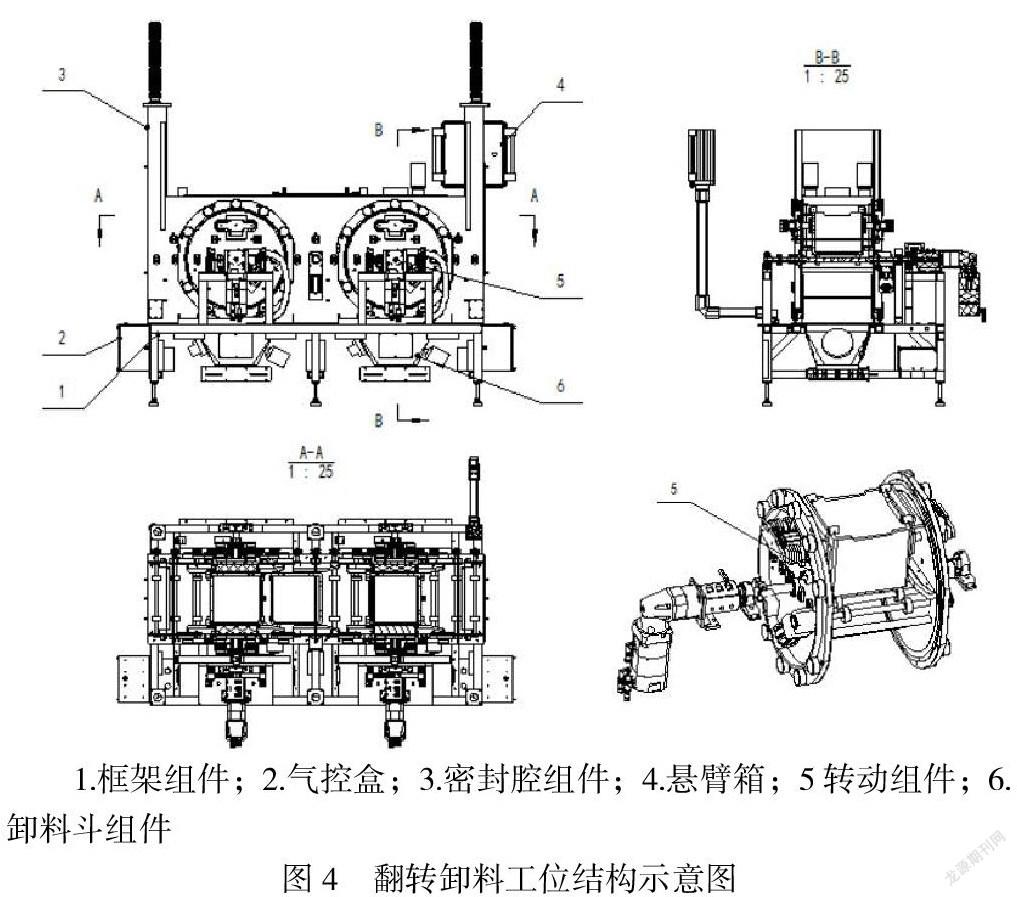
卸料工位是用于自动线中卸料操作,该工位主要将带料匣钵输送至翻转卸料仓,通过转动组件完成卸料,并将空匣钵输送至输送线体。本工位采用双卸料结构,主要由框架组件、气控盒、密封腔组件、悬臂箱、转动组件和卸料斗组件组成,具体结构如图4所示。
在进行卸料工位设计时,要注意密封防护,整个密封腔组件采用双门密封,带防尘功能,所有与物料接触部分为非金属材质或SUS304涂层PTFE。传动方式为电机传动,利用电机带动托辊来输送匣钵。通过翻转主轴、托辊组件和两侧转盘等共同组成转动组件,由伺服电机驱动翻转卸料。
卸料漏斗的倒料仓采用不锈钢304制作,里面进行特氟龙喷涂,厚度为0.1mm。与上料工位相同,在进行翻转卸料时,磷酸铁锂熟料也会扬起粉尘,所以设计时加上除尘装置,罐体材质SUS304,内部喷涂PTFE,方便将熟料粉尘吸走输送至卸料仓内进行回收。
2.4 振平工位设计
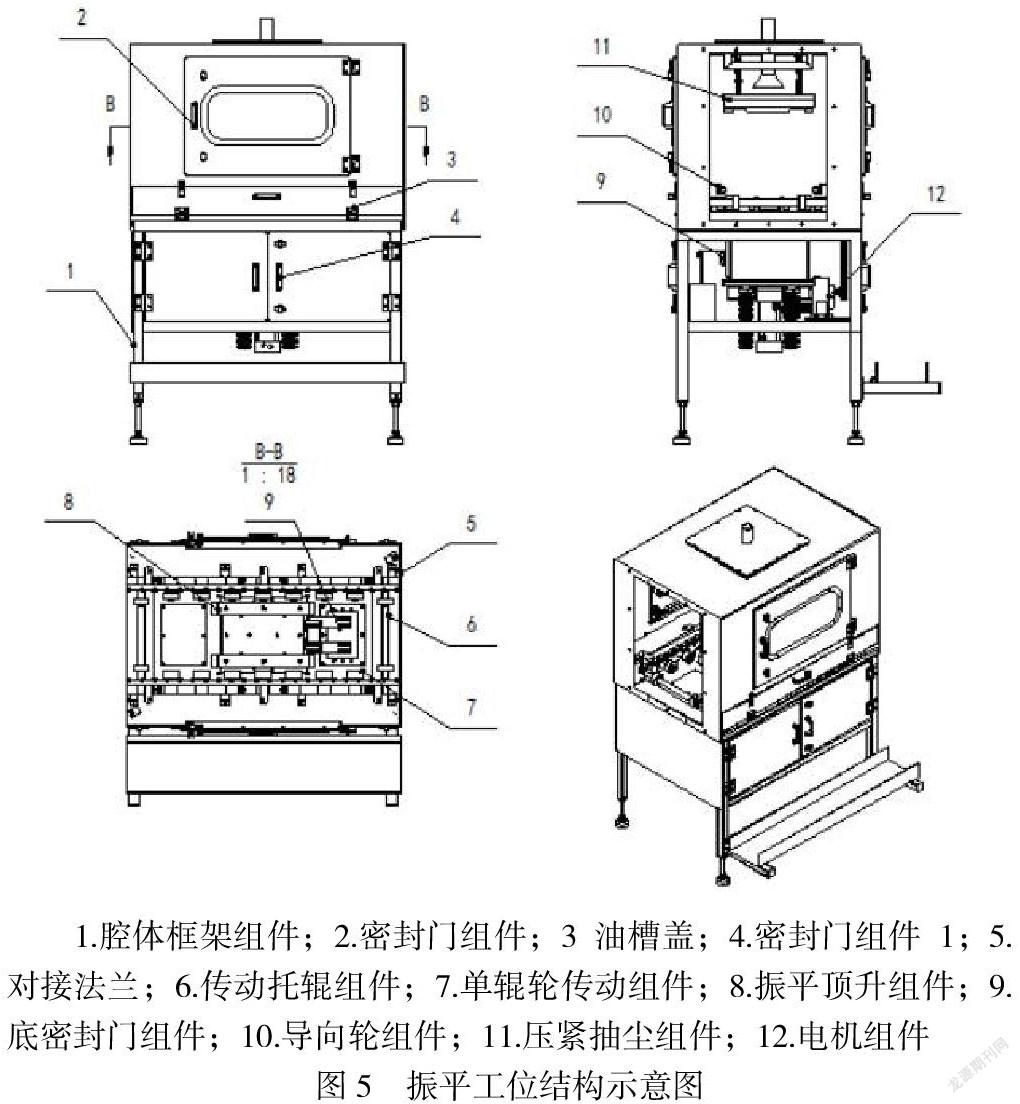
振平工位设计用于将上料工位装填的匣钵内的物料振平,使其保持良好的密实度。主要由腔体框架组件、密封门组件、传动托辊组件、导向轮组件、压紧抽尘组件和电机组件等组成,具体结构如图5所示。
选用两个气动振动器GT16作为振动源,振动器安装在振平顶升组件上,与匣钵的下表面接触,振平顶升组件上装有ALJ弹簧减振器。振平工位工作时,首先振平顶升组件通过气缸将匣钵顶起与压紧抽尘组件紧密连接,然后振动器工作将匣钵内的生料振平,最后除尘器工作将振动扬起的粉尘抽走回收,完成匣钵内生料的振平工作。
2.5 匣钵清扫工位设计
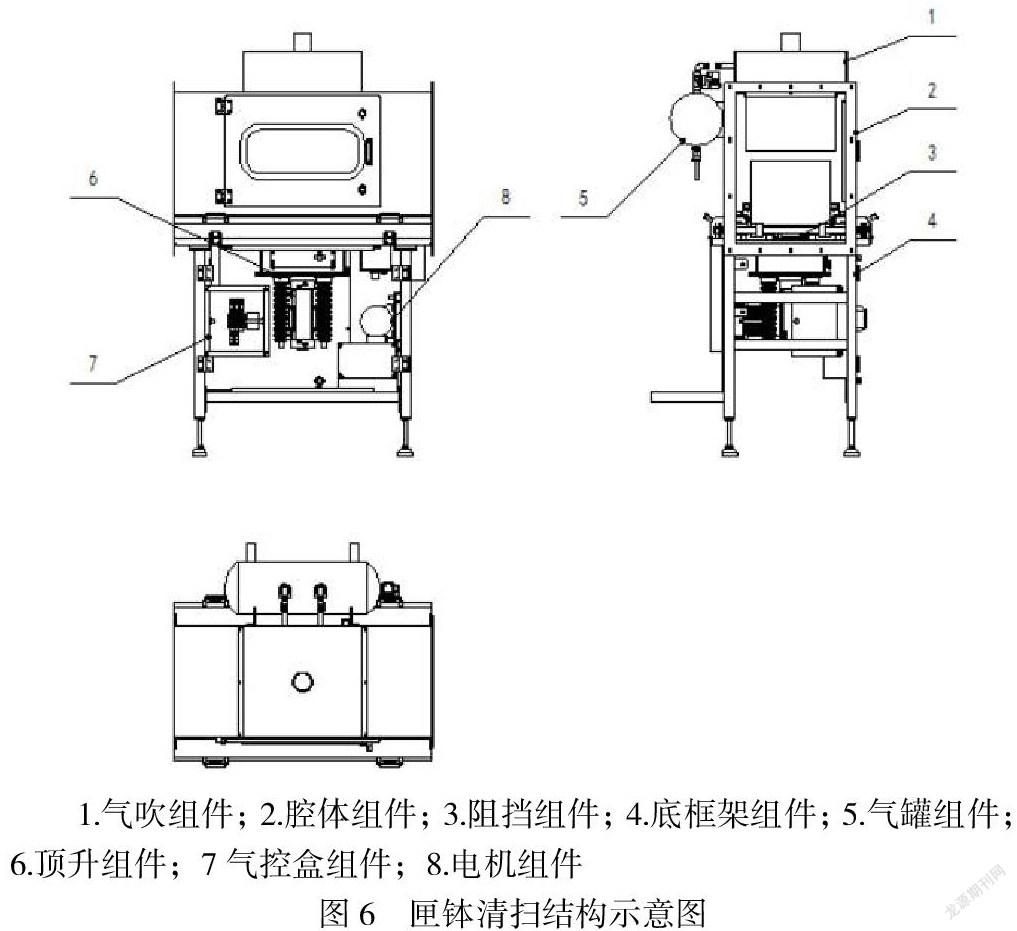
此工位设计用于卸料后对匣钵内壁进行清扫处理。主要由气吹组件、腔体组件、底框架组件、阻挡组件、顶升组件、气罐组件、气控盒组件和电机组件等组成,具体结构如图6所示。
匣钵清扫工位采用碳钢喷塑框架,整体做密封防尘保护,清扫方式采用高压空气吹料,同时利用除尘装置将吹起的熟料粉尘抽走返投到翻转卸料的倒料仓内,与翻转卸料工位共用一个除尘器。
2.6 取放钵盖工位设计
此工位用于实现匣钵上自动取放钵盖的功能,主要由外框组件、密封门组件、抽真空软管、横向输送组件、阻挡归正组件、传动托辊组件等组成,具体结构如下图7所示。
取钵盖工位设计在卸料工位之前,目的是将从辊道炉中传送出来装满生料的匣钵盖板取下,方便卸料工位进行卸料;放钵盖工位设计在上料工位之后,方便匣钵从上料工位装满料后,及时将盖板盖到匣钵上,并送到辊道炉中进行高温燒结。
取放钵盖工位设计时最关键的设计要点就是取放钵盖的方式,传统的取放方式主要是吸盘吸取和机械夹爪抓取。其中,吸盘吸取可靠性不高,当钵盖沾上粉尘时,就会出现吸取不牢和掉钵现象,而机械夹爪虽然可靠性较高,但是其结构较复杂,占用空间大,所以这两种方式都不选用。综合考虑,本文选用负压吸取方式,吸钵盖时,通过高压风机和真空软管提供负压环境吸取钵盖,放钵盖时,通过空气气吹将钵盖放下。
3 总结
本文从磷酸铁锂正极材料的烧结工艺出发,设计了一条自动化生产线辅助磷酸铁锂材料进行烧结,主要从输送线体、取放钵盖、振平、卸料、匣钵清扫和上料工位进行了设计优化。本文设计的自动化生产线具有稳定、高效、连续等优点,可以显著提高磷酸铁锂熟料的生产效率和产能,减少人力出现的失误,经过实际生产验证,本自动线可以完全满足企业生产要求。
参考文献:
[1]周鹏,何霖.我国锂电设备行业发展现状及前景[J].科技与创新,2018(06):68-69.
[2]毛松科.锂离子电池生产工艺及其发展前景[J].化工时刊,2019,33(09):29-32.
[3]胡浪,乔俊叁.锂离子动力电池发展现状及应用前景[J].时代汽车,2021(01):88-89.
[4]堵莎莎,袁金丽,张亚,等.几种锂电池正极材料的发展与比较[J].当代化工研究,2018(11):58-59.
[5]刘兰胜.磷酸铁锂电池应用现状及发展趋势[J].电池工业,2021,25(05):263-265.
[6]谭义勇.浅析磷酸铁锂电池[J].信息记录材料,2019,20(06):50-51.
[7]陈特超.太阳能电池用高温烧结炉传动系统的设计计算[J].电子工业专用设备,2008(04):10-13.
[8]吴轶群.圆柱电池负极片激光焊自动化生产线设计[J].焊接,2015(10):64-67+71.
猜你喜欢
卷宗(2017年1期)2017-03-17
广西教育·C版(2016年12期)2017-02-27
科技传播(2016年19期)2016-12-27
科学与财富(2016年28期)2016-10-14
科技视界(2016年10期)2016-04-26
物联网技术(2015年5期)2015-07-18
