芬顿催化氧化在食品恶臭废气治理中的应用
2021-12-21 02:22邹平洲肖碧红朱西祥
皮革制作与环保科技 2021年21期
邹平洲,肖碧红,朱西祥
(深圳市天得一环境科技有限公司,广东 深圳 518052)
芬顿(Fenton)催化氧化是由双氧水(H2O2)与亚铁离子(Fe2+)按照一定比例混合,并发生化学反应(芬顿催化氧化反应)得到的一种强氧化剂—羟基自由基(HO·)。该氧化剂的电极电势为2.80 EV,远高于氯气、次氯酸钠、二氧化氯、臭氧的电极电势(臭氧2.23 EV)[1]。
以大豆/菜仔为原料加工食用油,工序之一“浸出”工序,排放的气体中恶臭废气主要成分为:脂肪酶、脂肪氧化酶、脂肪酸以及挥发性的醛、醇、酮类,还含有正己烷、正己醛、正己醇、已基已烯酮等。这些化合物的物化性质活泼,具有特殊的恶臭气味,如果不经过处理就排放到大气中,会造成恶臭污染,令人难于接受。为此在恶臭气体治理装置上进行了有关的试验和研究,并取得了成功。
1 恶臭治理的反应机理
芬顿试剂的化学反应是以30%的双氧水(H2O2)和七水硫酸亚铁(FeSO4·7H2O)在酸性(pH3左右)条件下,以Fe2+为催化剂的一系列自由基(HO·)反应。与恶臭污染物反应机理为:

以上反应式中,(1)~(6)是芬顿反应生成自由基(HO·)的过程,其中,起到关键作用的是反应式(1)。由于反应式(1)是可逆的,且在酸性条件下反应向右进行,其有利于恶臭污染物的氧化分解。所以,在芬顿试剂反应中需要加入少量酸性物质。但是,如果酸度太高,反应式(2)、(3)反应速度会受到抑制,Fe3+难以转化成Fe2+,则不利于恶臭污染物的分解(7)完成。
2 材料与方法
2.1 试验样品
样品的来源是,东莞市富之源饲料蛋白开发有限公司的浸出车间排放的尾气。经取样分析,其尾气主要成分为脂肪酶、脂肪氧化酶、脂肪酸以及挥发性的醛、醇、酮类,以及正己烷、正己醛、正己醇、已基已烯酮、水汽及恶臭等物质。
2.2 设备与材料
2.2.1 设备
设备是采用自制的芬顿反应塔,用真空泵作为动力从车间的排放管道中抽取排放的尾气进入到反应塔。其工艺流程如图1所示,现场试验如图2所示。
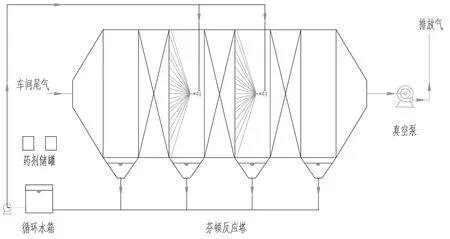
图1 工艺示意图

图2 现场试验照片
2.2.2 材料
材料主要是药剂,25%质量分数的七水合硫酸亚铁溶液和pH=3的一水合柠檬酸溶液以及双氧水。
2.3 试验的流程
按1∶3的比例加入事先配好的药品(25%质量分数的七水合硫酸亚铁溶液和pH=3的一水合柠檬酸溶液),然后采用蠕动泵投加双氧水。
2.4 测试记录表
详细数据见表1。
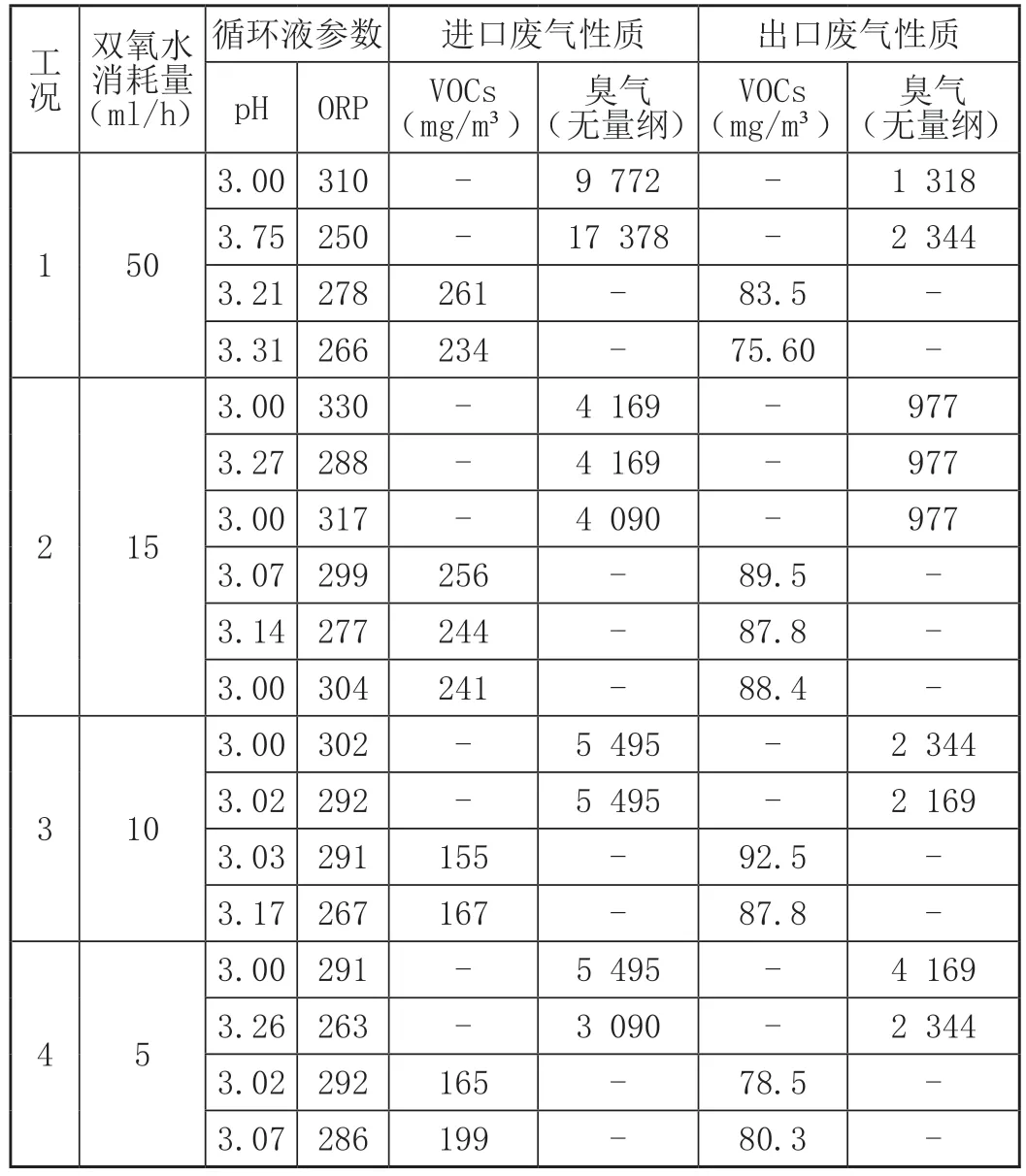
表1 测试记录表
基本参数说明:废气处理量7.2 m³/h(已经校对);测试时间7 h;96%的氢氧化钠消耗总量为85 g;双氧水浓度为30%。
2.5 测试报告
在整个测试过程,总共测试了4个工况,臭气浓度采样13组(每组各测进出口各一个)、VOCs浓度采样9组(每组各测进出口各一个)。药剂消耗量详见表2。进出口臭气浓度及去除率详见表3。

表2 药剂消耗汇总表
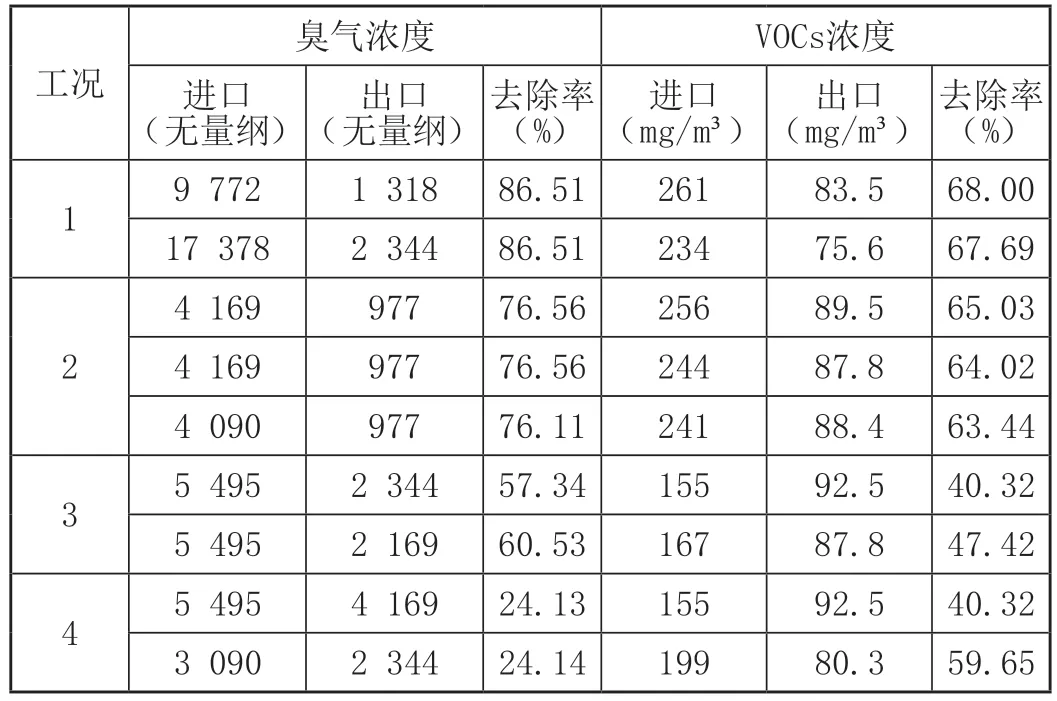
表3 测试进出口臭气浓度、VOCs浓度及去除率
3 结论与讨论
通过试验数据分析比较,得出如下结论:
可行性:证实采用芬顿工艺治理该废气是可行的。
进口废气性质:臭气浓度均在10 000(无量纲)以下;VOCs浓度介于150~250 mg/m³。
耗药量:按160 000 m³/h的废气量计算,在工况2的情况下(即30%双氧水消耗量为336 L/h)下,处理效果理想;除了需要消耗30%的双氧水外,还会消耗碱液,碱液消耗量为0.90 m³/ h(30%的氢氧化钠溶液)。
存在问题:在测试过程中发现pH值下降比较厉害,从而造成了氢氧化钠的使用量非常大。
造成pH值下降的主要原因是:废气本身为酸性;
次要原因是:双氧水以及产物造成的。
小试设备的配套设备(诸如真空泵等)均与工程设备具有一定的差异,控制上自动化程度低,建议在此基础上进行中试试验,采用真实的运行工况并采用自动控制模式进行控制进气以及药剂的投加,这样就可以得到更为真实、准确的工程控制参数。
猜你喜欢
氯碱工业(2022年1期)2022-11-26
信阳农林学院学报(2022年2期)2022-08-06
中学生数理化(高中版.高考理化)(2021年10期)2021-12-06
养猪(2021年4期)2021-08-26
第二课堂(课外活动版)(2021年7期)2021-01-18
小学阅读指南·低年级版(2020年10期)2020-10-12
中学课程辅导·教学研究(2017年24期)2017-12-06
小学科学(2017年2期)2017-03-16
中学生数理化·高二版(2008年1期)2008-10-19