
质量门控制方法在飞机总装环节的探索与实践
2021-12-27 01:56蒋德成
设备管理与维修 2021年22期
蒋德成,茹 博,贾 涛,鲁 滔
(航空工业成都飞机工业(集团)有限责任公司,四川成都 610092)
0 引言
飞机制造作为航空工业领域中的一项重大环节,其制造流程的复杂性、学科的多样性、质量的可靠性是一架飞机从无到有的关键节点。保证每个部件的质量,是机体功能、性能的完整展现,同时也是飞行安全的前提。飞机总装环节要经过产品安装、系统集成、功能分级试验等过程[1],既是形成整机的最后环节,也是整机质量状态形成的核心阶段。将飞机总装环节的质量监控到位,是飞机在全生命周期内安全使用的重要保障。因此,在飞机总装工程实践中对于质量门的控制方法进行研究是非常必要的工作。
1 飞机总装阶段的划分
以某型飞机为例,介绍总装的主要工作内容,并按照工作性质、工种、上下承接关系,将其分为5个小阶段。在飞机部段件形成后,即进入飞机总装的工作阶段,部装交付至总装包括机身和大部件,总装涉及的工作包括安装和调试两大方面,这两大方面也存在交叉和并行。一般将飞机总装工艺流程划分为电缆敷设、附件安装、大部件对合、成品安装与综合测试[2]。根据工艺流程结合实际生产状况,实现高效的总装工作,根据脉动式生产的构想,将总装工作分为5个站位:一站位负责电缆敷设;二站位负责各类管路安装与清洗;三站位负责成品安装与机电系统工作;四站位负责发动机安装,液压系统工作;五站位负责飞控、移交等工作(图1)。

图1 总装阶段5个站位的划分
2 质量控制面临的形势
飞机总装环节的工作较为繁重,在生产任务急剧增长的情况下,生产和质量之间的辩证关系日益凸显:生产的有序推进可降低质量问题发生的风险,高质量的产品制造是生产顺利推进的有力保障,但实际上生产压力的增加往往给质量控制带来更大的压力。
以脉动管理的五站位为例,在飞机从部装交付之后,按站位顺序进行飞机总装工作,但由于设计更改、缺件、不合格品等情况的影响,考虑到生产的节拍问题,不能做到一站位工作全部完成后再交付至二站位进行工作,这时就会面临是否可移交至下一站位的问题。当移交后,又会存在多站位交叉并行作业的情况。由于各站位的工作性质和工作内容不同,在交叉作业中会存在根据飞机状态不同安排不同的工作。多人员、多工种的交叉作业势必会给质量控制与安全带来很大的风险,据不完全统计,一条遗留问题就会引发一条不合格通知单的产生,较多的交叉作业会带来更大的安全隐患。
生产制造过程中,在站位之间未形成一定的质量交付要求,导致站位之间交付较为随意,未进行质量把关和控制,更多依赖检验人员对整机的总检,而总检本身的时间短、检查较为仓促,无法系统和全面的进行检查,如此一来更多的细节性问题在总装环节并未暴露,而被用户发现,带来恶劣的影响。
综上所述,对于飞机总装环节质量控制面临的问题有:①各站位的移交没有标准和要求;②交叉并行工作较多,质量控制风险高;③质量控制关口过于滞后;④飞机状态清理难度大。
3 质量门控制策略的构建
3.1 质量门的引入
基于飞机总装环节质量控制面临的问题,有必要考虑如何将质量管控落实到位,首先就要对生产过程进行有效管控,才能保证最终产品的质量。质量门又名质量闸,是奔驰公司最早使用的一种产品质量管理方式。这种方式被誉为目前世界领先的十大生产实践之一[3]。其核心内容有:在生产过程中设置检查验收点,像一道闸门,避免产品特性形成后,再进行纠偏;在每个门对产品进行检验检测,若不符合规定则不允许产品交付;将质量门管理思想引入飞机总装环节,将总装分为5个站位后,在每个站位设置质量门槛,对于各站位交付实施门槛控制,加强总装环节的过程控制,从而保证产品质量受控(图2)。
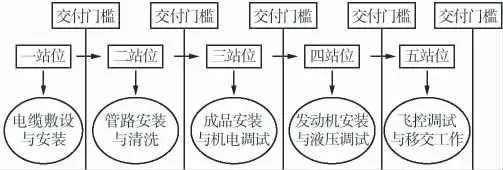
图2 5个站位设置交付门槛
3.2 质量门构建的必要性
(1)提高制造质量。飞机总装环节是质量产生的重要环节,而面临生产进度的要求,各站位交付无标准要求,更多的质量验收在工序和总检,工序中更多的是验收功能、性能,未进行系统检查,而整机形成后总检的时间有限,未能系统性的对飞机全机进行全面检查。质量门工作的开展,对于站位之间的质量控制非常有效,在站位之间进行了一次状态清理和站位总检,将问题暴露在各站位交付环节,而不是在总检或用户验收,将问题尽可能的暴露在生产制造前端,避免制造后端再提出问题而造成排故等资源的浪费,同时降低无序生产发生质量问题的风险。
(2)促进有序生产。在现场进行调研了解到,由于生产任务的紧急,各站位之间日常工作安排较为无序,很多时候,应生产的要求,都处于“救火”状态,进行各种应急事件的处理,很大一部分原因是由于各站位的交付不清楚,工作状态常有交叉,操作者对于各自站位在哪架飞机从事哪部分工作不明确而导致的。质量门工作的推进,将各站位的交付工作设定门槛,每个站位必须在各自站位完成相关的工作之后,才能交付至下个站位,这样形成一种有序的生产,在每个站位的飞机,整体状态清楚明了,避免了因各站位的工作交叉而产生的生产混乱,也会降低无序生产带来的质量安全隐患。
3.3 质量门构建要素
3.3.1 交付最低门槛建立
通过评估各站位人力资源情况、梳理各站位的工作量、结合历史数据、征询下一站位开工的需求等,设置各站位交付的最低门槛要求。此最低门槛要求需要完成AO(Assembly Outline,装配大纲)的数量,它包括两部分,一部分是此站位必须完成的工作,另一部分是其余AO:必须完成的工作几乎是每架一样,不会改变;其余AO是根据设计更改情况、缺件情况、不合格品情况进行变化,其工作内容可能变化;但总数必须达到设定值,方可提交移交工作。
3.3.2 状态清理设置
飞机状态清理是保证飞机制造符合设计要求的保障,总装是制造的最后环节,其状态清理尤其重要,而最终交付状态清理包括内容复杂。为保证状态受控,借助质量门,在各站位交付时实行站位状态清理,将最终状态清理划分为各站位的清理,最终交付的状态为各站位遗留问题的累加。这样可避免因状态复杂造成技术状态的受控,从过程予以控制。规定各站位在状态清理时,清理内容包括AO完成情况、缺件情况、不合格品情况、不一致处理单情况、设计更改完成情况、成品履历本情况、工艺指示单情况、站位间接收问题情况等。
3.3.3 站位专项检查
站位专项检查是站位移交的重要环节,由移交站位发起流程,接收站位实施实物质量检查的专项活动。根据各站位实际工作特性在实物检查时进行针对性的实施。例如:一站位负责接收检查部装交付的机身质量和整机电缆敷设,一站位移交时二站位着重对电缆的敷设及安装情况进行专项检查,而部装交付的机身质量由一站位进行把控。依次类推,后续站位移交专项检查时只需将检查重点放在上一站位的主要工作上即可。各个站位通过站位专项检查活动能有效减少站位之间交叉作业的频率,保证整机装配过程中的各个阶段的实物质量,为整机质量提升打下坚实的基础。
3.3.4 接收问题闭环归零
接收问题的闭环归零是整机质量门实现过程控制的重要手段。规定站位间接收问题归零率为100%,不处置完毕不允许交付至下一站位。飞机在本站位工作期间产生的不合格品也应及时处置,个别暂时无法处置的需明确处置意见,建立站位遗留问题清单传递至下一站位。接收站位在实施站位专项检查时所提出的问题会以清单的方式传递至移交站位手中,移交站位在接到接收问题清单后在规定时间内组织实施排故,确保所有问题及时处置完毕后方可移交。接收问题的闭环归零能很好地“消化”总装整机装配各个阶段所产生的问题,使过程质量受控。站位之间问题的“清零”能大幅减小整机总检的控制难度,降低无序生产带来的质量安全隐患。
4 实践应用
实际通过总装生产环节连续3架整机装配的实践应用,获取执行前、后各3架飞机的AO归零率、遗留问题数、不合格问题处置率、操作者责任不合格数进行对比分析,以客观的数据呈现质量门模式下生产的实际现状。
4.1 AO归零率情况
从AO归零率情况来看,未执行质量门的前3架飞机AO归零率平均为87.5%左右,执行之后的3架飞机AO归零率有明显的上升,平均为94.8%(图3)。由于在质量门生产模式下设置了站位之间移交的最低质量门槛,各站位的AO归零总数必须达到设定值才能移交。相比未执行质量门时站位之间的随意移交,AO归零数没有限制,质量门模式下的整机AO归零率会有所上升,生产也会更有序。但是由于缺件、设计更改、不合格品等因素,AO归零率在上升至某个数值时会出现较为平稳的走势,仅可能有小范围波动。

图3 AO归零率情况
4.2 遗留问题数情况
整机交付下一单位时的遗留问题数(仅计算总装厂责任的遗留问题,缺件、外单位不合格、设计更改等导致的总装工作未完的不纳入统计)情况来看前三架飞机遗留问题数波动较大,但质量门模式下的遗留问题数呈下降趋势。因整机AO归零率上升,未完的工序逐渐在减少,所以整机交付下一单位时遗留问题数也相应的呈现下降趋势。与AO归零率情况一样,因缺件、设计更改、不合格品等客观因素,遗留问题数下降至一定数值时也会出现较为平稳的走势(图4)。
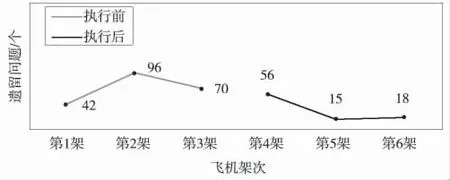
图4 遗留问题数情况
4.3 不合格问题处置率
从不合格问题处置率情况来看,未执行质量门时整机不合格处置率基本维持在82%左右,执行质量门生产模式后整机的不合格处置率有明显上升,平均处置率达到了96.42%(图5)。质量门规定,站位之间接收问题的全部归零以及飞机在站位工作期间产生的不合格问题必须在站位移交前处置完毕,这使得整机大部分不合格问题在各站位移交前已经“消化”完毕,所以整机的不合格处置率会上升。
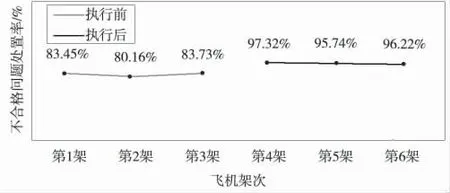
图5 不合格问题处置率情况
4.4 操作者责任不合格数
以上数据可以看出执行质量门之后内部操作者责任问题数对比未执行质量门时有所减少,且执行质量门的3架飞机操作者责任问题数波动不大(图6)。上文提到未执行质量门时存在多人员、多工种的频繁交叉作业,为质量控制带来了较大风险。质量门让站位之间的工作形成有序的生产节拍,有效降低了交叉作业的频率。再结合总装厂舱位责任制以及上下机管理规定等制度,使得操作者因无序的交叉作业产生不合格问题的风险大大降低,操作者责任的不合格数也随之减少。
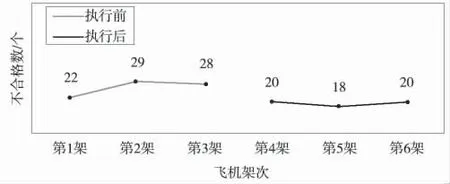
图6 操作者责任不合格数情况
从以上的数据分析可以看出,质量门模式下的AO归零率、不合格问题处置率均相比未执行质量门时要高,同时整机交付时遗留问题数、操作者责任不合格数明显下降。质量门模式下的生产更井然有序,产品质量更加受控。不仅如此,由于质量门在各站位设置的状态清理环节,使每一个站位移交时该站位的技术状态都清清楚楚,整机状态清理时仅为各站位遗留问题的累加,大大缩短了整机技术状态清理的难度和花费的时间。质量门未执行时一架整机的技术状态清理需要3~4个人花费2~3 h,执行质量门之后仅需两人且可在1 h之内清理完成并开出整机合格证,在缩短时间的基础上明显提升了工作效率。
因此,质量门的生产模式在整机总装环节的作用非常明显,不仅大大减少了站位之间交叉作业的频率,降低了质量控制风险的难度,而且增强了过程质量控制,降低了整机技术状态清理的难度,使飞机总装环节的生产更加有序,整机质量状态更加受控。
5 结束语
质量门的控制方法目前在总装环节还处于探索和实践阶段,管控手段和管控要素还处在不断完善的状态。后续通过实际的验证摸索可以进一步丰富控制要素,如站位移交前实施站位总检、站位移交时遗留问题要按照程序文件办理正式的内部保留进行控制等,不断迭代和丰富质量门在总装装配环节的控制理念。如果效果理想甚至可以推广运用至部、段件和大型结构的生产方面,使之形成一种有序的节拍式生产模式,提高过程质量的控制水平和产品的整体质量。
猜你喜欢
军民两用技术与产品(2022年3期)2022-06-05
航天返回与遥感(2022年2期)2022-05-12
今日农业(2021年8期)2021-11-28
中国房地产·综合版(2021年10期)2021-10-18
水上消防(2021年3期)2021-08-21
百科探秘·航空航天(2021年12期)2021-01-15
装备制造技术(2020年12期)2020-05-22
人大建设(2019年5期)2019-10-08
人大建设(2019年3期)2019-07-13
中国特种设备安全(2019年4期)2019-05-20
