单油石珩磨工具油石的修整方法
2022-01-01 06:29刘立强冷春光
金属加工(冷加工) 2022年12期
刘立强,冷春光
1. 山东鑫亚工业股份有限公司 山东聊城 252000
2. 烟台市能源综合执法支队 山东烟台 264003
1 序言
在机械加工中,孔的珩磨属于精整和光整加工,具有加工精度高、表面质量好、加工表面使用寿命高、切削效率高和加工范围广的特点。一般孔径4~10mm的工件采用单油石珩磨工具。在汽车零件的生产中,对于这种小直径通孔、硬度60HRC左右的零件,单油石珩磨工具有较多应用。本文主要针对孔加工单油石珩磨工具油石的现场修整进行探讨。
2 珩磨工具切削进给的原理
单油石珩磨工具(见图1)由珩磨杆(见图2)、顶片(见图3)、推片(见图4)和油石(见图5)组成,油石起切削的作用,油石的磨料采用立方氮化硼磨料和结合剂烧结后粘接在基体上。珩孔时油石的切削进给以其在珩磨工具径向的胀缩来实现。推片上有两处10°的斜坡(见图6),分别和油石基体上的两处斜坡(见图5)接触,使推片的轴向运动转变为油石的径向扩张运动。推片的运动源自机床进刀机构。

图1 单油石珩磨工具

图2 珩磨杆

图3 顶片

图4 推片

图5 油石

图6 推片上的斜坡
3 新油石装配后的问题
受制造精度所限,油石基体和推片的斜坡角度和尺寸均存在一定误差,珩磨杆的导靴槽与导向圆弧面(见图7)轴向存在平行度误差,再加上油石切削面(见图8)的平面度误差,这使得珩磨工具的这4个件组装后,珩磨油石切削面与珩磨杆的导向弧面轴向上不平行,即俗称的油石不平,这造成初始加工时油石切削面长度方向上与工件内孔有接触不到的地方,从而使工件内孔产生锥度误差。因此需要对油石进行修整。理论上,修整后达到油石切削面与工件孔呈圆弧面接触状态是最佳的,也就是油石“规圆”状态。根据生产经验,如果油石切削面长度方向上与工件内孔的接触是连续无间断的(对工件试加工后,对着光观察油石切削面,接触到工件孔的地方是发亮的),即可进行工件加工。

图7 珩磨杆的导靴槽与导向圆弧面

图8 油石切削面
4 目前油石修整的常见方法
对于多油石珩磨工具,采用立式珩磨浮动或固定珩磨头,有的可以把珩磨工具直接拿到外圆磨床上配以专用装置进行珩磨油石的修整,有的需要专用的修整夹具,把油石条放入专用夹具中,然后在磨床上进行规圆或者修整[1]。一般较高精度孔的加工经常采用这类方法。
对于绝大多数种类的珩磨工具,如果珩磨工件的精度要求相对较低,均可采用利用废工件或孔加工余量大的工件,在所使用的珩磨机上直接修整。采用专用修正套进行修整,应用也比较广[2]。
5 单油石珩磨工具采用以上方法的不足
对于卧式珩磨固定珩磨头的单油石珩磨工具,由于珩磨工具自身结构原因,珩磨加工时是以珩磨杆的导向圆弧面为支撑,珩磨油石进行切削。珩磨杆的导向圆弧面出厂时已经加工完毕,不能再动,显然不能把整套珩磨工具拿到外圆磨床上去修整油石。在对油石进行规圆时,以φ8.5mm孔油石为例,油石切削表面长度方向上的两个棱边处是被修整最多的地方,深度达0.27mm。如果把珩磨油石放到专用夹具中在外圆磨床上修整,在实际生产中,操作起来比较复杂,同时由于珩磨油石自身比较硬,在用碳化硅砂轮进行修整时,总体效率比较低。而采用废工件或孔余量较大的工件在珩磨机上直接进行修整,在某些生产情况下则不具备这种条件。采用专用修正套的方式,由于修正套本身较软,当修正套的孔磨损到一定程度后,就不能再用,特别是在批量化生产中,修正套消耗量比较多。后两种方法同时磨损了珩磨杆的导向圆弧面,减少了珩磨杆的使用寿命。
6 新修整装置介绍
单油石珩磨工具有如下特点:油石的切削以珩磨杆的导向圆弧为支撑,正常加工状态下,油石、珩磨杆上的两个导向圆弧三者共圆,修整好的油石最好是直接达到这种状态。
但是,新到的油石,其切削面是呈平面状态的(见图8)。如果这个平面与珩磨杆的两个导向圆弧面轴线平行,此时,油石切削面长度方向上与工件内孔的接触将是连续无间断的,如本文第三段最后所述,则可进行加工,不影响孔的加工质量。这种情况下,最初仅是油石平面两条棱边参与切削,油石磨损相对较快,需要及时进刀,然后随着工件的逐个加工,油石逐步磨损形成与工件孔一致的圆弧面,达到规圆状态。
基于此,为了将油石在线修整达到其切削平面与珩磨杆的两个导向圆弧面轴线平行的标准,设计了如图9所示的修整装置,其中V形块、垫块、修整板的长度取所加工工件相同长度[3]。
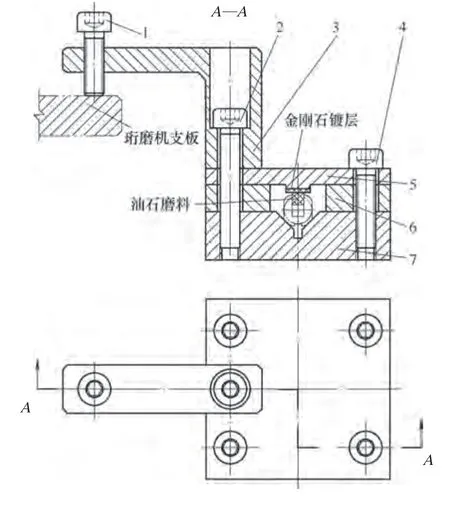
图9 修整装置
修整板起修整作用的部位电镀MBD100-120#金刚石层(因其显微硬度比CBN稍高),镀层参照JB/T 11430—2013《超硬磨料制品 电镀什锦锉》中技术要求及检验方法。装置的制作要保证V形块的V面和修整板金刚石镀层面与珩磨杆导向圆弧轴心平行。
使用时,V形块的V形口穿在安装好的珩磨工具上,就像珩磨工件那样,调节螺钉支撑在珩磨机的支板上(此支板即为加工工件时的夹具柄所支撑处),用手轻轻转动珩磨头把油石切削平面调整到与修整板的修整面平行,可用调节螺钉进行微调,调节珩磨机龙门架上推动工件前后移动的合金块的位置,使之挡在V形块的V形槽两端,调节冲程位置与加工工件相同,打开冷却油泵,使冷却油浇在油石的两端,一手轻轻按住支杆,一手推拉珩磨机的冲程架,推拉的速度近似于通常锉削的速度,同时轻轻胀刀,使油石与修整块接触,推拉几次后观察油石表面平整情况,是否都修整起来。多次来回推拉冲程架,直至油石切削面被修平。卸下该装置,即可进行工件加工。
7 结束语
采用新的修整装置后,达到了预期的修整效果。其优点:采用该装置修整油石时只在珩磨工具的轴向移动,珩磨头不转动,对珩磨杆的导向圆弧面基本无磨损(导向圆弧面只在V形面上轴向移动),不影响珩磨杆的使用寿命;修整板上镀金刚石颗粒,金刚石硬度高,修整效率相对较高;金刚石耐磨性好,长期使用成本相对较低;修整掉的油石量相对较少,节省油石。其缺点:该装置的零件精度要求较高,需要淬火处理和精磨削,零件的制造需要一定的设备;修整板表面需电镀金刚石颗粒,需要专业的单位完成。
猜你喜欢
中国机械工程(2022年15期)2022-08-17
哈尔滨轴承(2022年2期)2022-07-23
哈尔滨轴承(2022年2期)2022-07-22
哈尔滨轴承(2022年1期)2022-05-23
VOGUE服饰与美容(2022年5期)2022-05-01
建材发展导向(2022年4期)2022-03-16
金刚石与磨料磨具工程(2021年3期)2021-12-06
汽车实用技术(2020年21期)2020-12-09
建材发展导向(2020年9期)2020-07-14
科学技术创新(2020年6期)2020-04-18