可调直径的钻、倒角、锪平组合刀具
2022-01-01 06:29黄成元丁志赵大明
金属加工(冷加工) 2022年12期
黄成元,丁志,赵大明
1. 江苏万恒铸业有限公司 江苏盐城 224500
2. 江苏省滨海中等专业学校 江苏盐城 224500
1 序言
在制造泵、阀、防喷器及管件等石油、化工机械时,往往离不开机脚、法兰等各种螺栓孔的加工,特别是机脚或法兰端面有加强筋不能整体车削螺栓安装面时,各种螺栓孔不仅需要钻孔,而且需要孔口倒角和孔端面锪平。这些螺栓孔用途广泛,往往自身精度不高,一般在摇臂钻床上加工。
2 现有技术情况
在摇臂钻床上加工时,现有的技术工艺为钻孔、锪平、倒角,分3个工步分别进行。一种方式是先钻出整个法兰上所有相同的孔,然后换锪刀锪平,再换倒角刀倒角,这样加工每个孔时都需要3次移动摇臂定位;另一种方式是每加工一个孔后就立即换锪刀锪平,再换倒角刀倒角,这样就会频繁换刀。这两种工艺都必须增加移动摇臂定位或换刀辅助加工时间。另外,现有的钻孔、倒角复合式一体刀具,一种孔径只需要一把刀具相对应,通用性低,价格也较昂贵,往往倒角部位损坏后,整体刀具就仅能钻孔或报废,实用性不高。
3 可调直径的钻、倒角、锪平组合刀具设计
我公司为专业阀门零部件代加工企业,平时会遇到各种孔径的成组螺栓孔加工,结合成形数控刀具特点,设计、制造出可调直径的钻、倒角、锪平组合刀具(见图1)。一个刀盘通过组合不同直径的麻花钻,就能在一定范围内适合不同直径大小的法兰螺栓孔钻削、倒角和锪平一体组合加工。该刀具的结构特点如下。
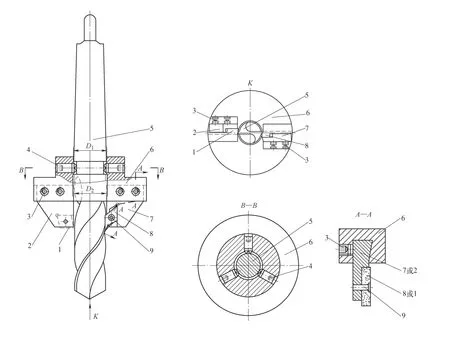
图1 可调直径的钻、倒角、锪平组合刀具
1)由带莫氏锥柄的麻花钻5、刀盘6、倒角刀座7和锪平刀座2组成,倒角刀座7上装有倒角刀片8,锪平刀座2上装有锪平刀片1。
2)刀盘6中心有台阶孔,带莫氏锥柄的麻花钻5穿过中心孔安装在刀盘6中,刀盘6中心台阶孔上部直径D1根据每一号莫氏锥的外锥大径确定,并形成间隙配合[1,2]。刀盘6中心台阶孔下部直径D2根据该号莫氏锥所配的最大直径麻花钻确定并形成间隙配合[3],刀盘6上与麻花钻5颈部相对部位设有等分的3只刀盘螺钉4,用以调整并锁紧麻花钻5和刀盘6的联接,有必要时可将麻花钻5颈部与3只刀盘螺钉4锁紧部位三等分磨出削边平面,以增加锁紧强度。
3)刀盘6下部设有一对呈180°分布的单侧内燕尾槽,倒角刀座7和锪平刀座2顶部加工与之相配合的单侧外燕尾槽,内、外单侧燕尾槽配合可实现倒角刀座7和锪平刀座2在刀盘6中沿径向移动调节位置。刀盘6的每一单侧内燕尾槽直角部位外侧设有2只刀座螺钉3,用以锁紧确定好位置的倒角刀座7和锪平刀座2。
4)倒角刀座7和锪平刀座2底部分别根据倒角刀片8和锪平刀片1的角度铣出相配合的槽形,倒角刀片8和锪平刀片1分别选用35°~45°和80°~90°的成形刀片,并用刀片螺钉9联接在各自刀槽中。安装后的倒角刀片8主切削刃与麻花钻5轴线夹角为45°,锪平刀片1主切削刃与麻花钻5轴线夹角为90°,两刀槽轴向位置应保证先倒角、后锪平。
5)前述麻花钻5颈部所磨的三等分削边平台在周向分布时,应有利于倒角刀片8的刀尖伸进麻花钻5的螺旋排屑槽内约1~2mm。
6)麻花钻5的长度应适中,太长不利于操作,太短不利于钻孔时排屑。如确需麻花钻5短或钻螺纹底孔用的盲孔时,钻削时可采用啄式钻削、多次断屑。另外,如果法兰螺栓孔端面已车出而无需锪平时,可拆下锪平刀片1或整个锪平刀座2。
4 结束语
一种可调直径的钻、倒角、锪平组合刀具能整合法兰螺栓孔的加工工艺,根据莫氏锥号分段设计。一个刀盘通过组合不同直径的麻花钻,就能在一定范围内适合不同大小直径的法兰螺栓孔钻削、倒角和锪平的组合加工,并可以根据孔的大小在一定范围内调节倒角和锪平尺寸,特别适合于在摇臂钻床上加工成组螺栓孔。这样既可大幅度缩短辅助加工时间,减轻工人劳动强度,节约刀具成本,又可提高劳动生产率。
猜你喜欢
矿山机械(2022年10期)2022-10-20
电动工具(2022年4期)2022-08-22
科学与财富(2022年3期)2022-06-01
防爆电机(2022年2期)2022-04-26
中国重型装备(2022年1期)2022-02-11
商品与质量(2021年42期)2021-12-03
洛阳理工学院学报(自然科学版)(2021年2期)2021-07-14
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
山东工业技术(2016年15期)2016-12-01