
绿光激光切割不锈钢印刷模板可行性研究
2022-01-08 11:42王运龙
电子与封装 2021年12期
刘 刚,张 孔,王运龙
(中国电子科技集团公司第三十八研究所孔径阵列与空间探测安徽省重点实验室,合肥 230088)
1 引言
随着电子产品向高集成和小型化方向发展,印制板和陶瓷基板组件上的元件密度越来越高,以回流焊接为主的表面贴装工艺成为更为主流的组装工艺[1]。焊膏和粘结剂的涂覆是表面贴装工艺中的重要组成部分,它会对贴装元件的性能甚至可靠性产生直接影响,研究表明有60%~70%的质量问题与焊膏和粘结剂的印刷有关[2]。早期表面贴装中的焊膏和粘结剂的印刷是通过丝网印刷实现的,但在印刷过程中会存在焊膏沉积量不一致的问题,因而后期金属模板被更为广泛地采用[3]。金属模板的制造方法主要有化学腐蚀、电化学成型和激光切割3 种。其中激光切割由于工序简单、加工误差小和可重复性强等优点被广泛应用于模板制造中[4]。
激光切割的本质是利用材料吸收的激光能量来改变材料物理化学结构从而实现一定热处理的目的[5]。不锈钢板对激光的吸收和其热处理的质量有直接影响,相关文献表明不锈钢板对激光的吸收率与波长成反比[5-6]。随着波长的增加,不锈钢板对激光的吸收率减弱,会造成激光照射在钢板表面的热量集聚,导致激光对钢板的热冲击增强,从而产生较大的热变形[7]。与紫外激光相比(小于400 nm),模板对绿光激光(500~560 nm)吸收率低,因而在加工过程中更容易产生热应力使其发生扭曲变形。本文尝试通过相关参数的优化,缓解绿光切割过程中热效应的负面影响,从而得到模板平整度和切口粗糙度满足焊膏印刷需求的不锈钢模板。
2 实验条件
实验用的不锈钢板厚度为0.2 mm,加工网版用的激光器为德中技术公司生产的功率为40 W 的绿光激光器,使用激光干涉仪测量网版表面的平整度。切割过程中激光的其他参数不变,通过调节标刻速度(即切割速度)和激光功率来探讨绿光激光器切割不锈钢印刷模板的可行性。
3 实验结果和讨论
实验过程中的加工图形如图1 所示。在长和宽分别为19.168 mm 和9.409 mm 的方形区域内切割4 个长宽范围在1.363~3.437 mm 的方形焊盘印刷孔,在切割前后分别对切割区域的平整度进行测量,测试位置为上方焊盘印刷孔和下方中间焊盘印刷孔之间的中部位置,以达到控制变量的目的,并且该位置由于靠近2 个切割口,热效应集中,所产生的负面影响更为凸显。

图1 用于激光切割的切口图形
标刻速度为200 mm/s 的条件下,使用功率百分比为10%~40%的激光对不锈钢板进行切割,前后的平整性对比如图2 所示。可以发现,在切割前不锈钢板的平整性区别不大,有着比较好的均一性,仅在1~2 μm的范围内波动,适合作为印刷模板的材料,并且作为实验的对照组也有着较强的参考性。而在切割后,不同功率下切割的不锈钢板均发生了比较明显的变形,平整性增至3~7 μm 的范围内波动,而且随着切割功率的增大,钢板的变形程度趋于明显。整体而言,在10%~40%功率百分比的范围内,激光功率的改变对不锈钢板平整性的影响没有本质上的区别。
标刻速度为1000 mm/s 的条件下,使用功率百分比为10%~40%的激光对不锈钢板进行切割,前后的平整性对比如图3 所示。同样,不锈钢板在切割前的平整性均一良好,波动幅度小。而在切割之后,与标刻速度200 mm/s 的切割条件相比,切割后不锈钢模板平整性的变化发生了非常明显的改善,平整性仅在±3 μm的范围内波动,其中功率百分比为10%的激光切割不锈钢板的平整性最佳,其平整性波动范围为-1.86~+1.85 μm,与切割前相比,正负方向的平整性变化均不超过1 μm。
激光切割不锈钢模板是将高能激光的焦点位置作用于其表面,使钢板发生烧蚀和气化,从而完成焊盘印刷孔的切割[8]。当激光焦点作用于不锈钢板表面时,一部分能量被钢板吸收,而另一部分则发生反射并在钢板表面产生热量集聚。当钢板表面的热量集聚过高时,钢板会因热应力过大而产生比较明显的形变。绿光激光由于波长较长,其加工过程中的热效应更为凸显。结合图2 和图3 的结果进行讨论,在可实现不锈钢板切割的前提下,一方面,降低激光加工功率可减小激光焦点处的能量密度,直接降低加工时照射部位的热效应;另一方面,增大标刻速度可降低单位时间内照射在单个加工点的时间,以较短的作用时间避免激光热量的过度聚集,并且有利于加工点的散热,从而实现热效应的缓解。但在增大标刻速度时,由于激光加工的单位行程内作用在每个加工点的时间减少,为了保证单个加工点加工时间接近,需要增加加工次数以实现总加工时间的补偿。因此,通过低功率和高速度的加工方式可切割出平整性更好的不锈钢模板。

图2 标刻速度为200 mm/s,不同功率百分比激光切割不锈钢模板前后的平整性(左图表示切割前,右图表示切割后)
由于图2 和图3 中的切割图形简单,而且激光干涉仪的测量视场范围有限,仅在2.53 μm×1.90 μm 的方形区域内对平整性进行测量,难以反映印刷模板加工过程中的真实情况。为了了解实际加工过程中焊膏印刷模板的切割情况,现取某个产品中的焊盘排列图形(焊盘的长宽均接近1 mm)对不锈钢模板进行切割,并以图2 和图3 中分别代表“高功率,低速度”(P=40%,s=200 mm/s)和“低功率,高速度”(P=10%,s=1000 mm/s)的两种切割条件进行整体加工情况的对比,不锈钢板切割前后的外观如图4 所示。可以十分明显地看出,P=10%、s=1000 mm/s 条件下切割的不锈钢模板整体上平整性更好,放置于桌面上时与桌面有着比较好的贴合性;而P=40%、s=200 mm/s 条件下切割的不锈钢模板则发生了十分明显的翘曲,表面甚至因为扭曲而导致反射光线的路径变化,并且与桌面无法实现贴合。虽然两种切割条件在小范围的切割区域内只有几个微米的平整性差异,但在实际加工过程中,由于变形方向的随机性,随着加工焊盘孔的增加,累积的变形量也会变为肉眼直观可见的差别。
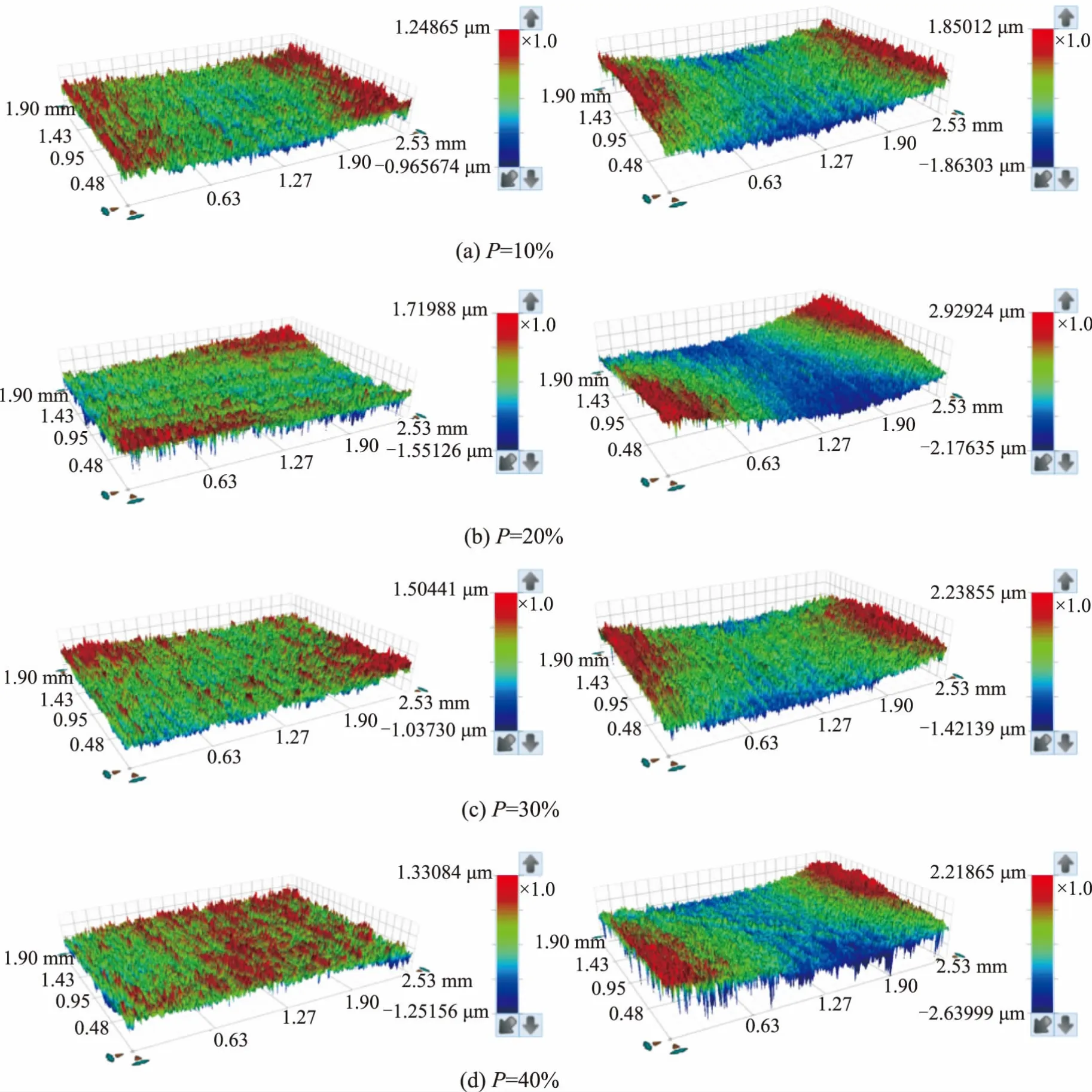
图3 标刻速度为1000 mm/s,不同功率百分比激光切割不锈钢模板前后的平整性(左图表示切割前,右图表示切割后)
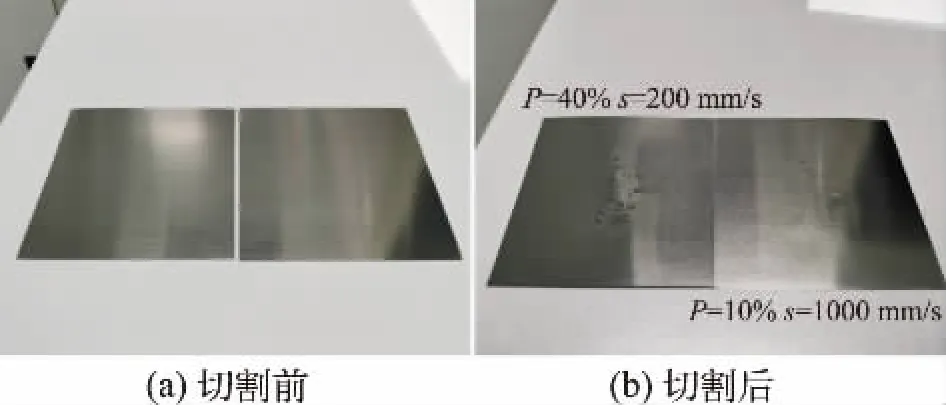
图4 两种条件下不锈钢板切割前后的外观比较
图4 中两种条件下切割的不锈钢模板显微成像如图5 所示。可以发现,与P=40%、s=200 mm/s 的切割条件相比,P=10%、s=1000 mm/s 条件下切割的焊盘孔形状规整性更好,孔壁粗糙度更小。对印刷模板而言,越光滑的孔壁越有利于印刷过程中焊膏的释放,进而完成更高质量的焊膏印刷过程[9]。

图5 两种条件下不锈钢板切割后的焊盘印刷孔显微成像
4 结论
绿光激光虽然由于波长较长,在金属模板的加工过程中容易产生热应力从而造成模板的扭曲变形。但通过切割参数的合理优化,利用“低功率,高速度”(P=10%,s=1000 mm/s)的加工思路,可以得到平整性在-1.86~+1.85 μm 范围波动、切口孔壁粗糙度小的焊膏印刷模板。与切割前相比,模板正负方向的平整性变化不超过1 μm,绿光激光热效应的负面影响显著减小。切割出的模板可以满足高质量的焊膏印刷需求,进而提升表面贴装元件的焊接质量。
猜你喜欢
中文信息(2020年8期)2020-09-12
山东冶金(2019年1期)2019-03-30
中国建筑金属结构(2018年6期)2018-08-31
中学生数理化·八年级物理人教版(2017年10期)2018-01-22
制造技术与机床(2017年8期)2017-11-27
意林·少年版(2016年11期)2016-09-10
祝你幸福·知心(2016年3期)2016-03-29
制造技术与机床(2015年10期)2015-04-09
汽车文摘(2014年11期)2014-12-15
学苑创造·A版(2009年5期)2009-06-29
