不同Mn含量及焊接电流对ER5356铝合金焊丝焊接性能的影响
2022-01-18 09:06李国栋
材料研究与应用 2021年5期
胡 权,李国栋,周 楠
(1.佛山市三水凤铝铝业有限公司,广东 佛山528133;2.广东省科学院新材料研究所,广东 广州510650)
随着轻量化要求越来越多的应用于交通领域,特别是高速铁路、航空航天、轻量化汽车的发展,铝合金应用领域越来越广.在环保要求逐渐提高的背景下,轻量化可以有效地降低交通的燃油消耗量与污染物排放.有研究指出,汽车自重每减少10%,其燃油的消耗量能够降低6%~8%,排放量可以降低5%~6%,环境保护效果明显[1-2].
目前铝合金最主要的连接方法是焊接,常见的铝合金焊接方法有钨极氩弧焊(TIG)、熔化极气体氩弧焊(MIG)、搅拌摩擦焊(FSW)、激光焊(LSW)及电子束焊(EBW)等,其中TIG焊接过程稳定、易于操作,保护效果好且经济成本低,在工业生产领域中得到了广泛的应用[3-4].
在ER5356铝合金焊丝中,Mg,Sc,Zr,Er和Ti等[5-9]合金元素对焊接性的影响均有详细的研究成果,而Mn元素对ER5356铝合金焊丝焊接性能的影响报道较少.因此,以TIG焊6082铝合金挤压板材为研究对象,采用锰量为0.05%和0.15%的ER5356铝合金焊丝,研究不同Mn含量的ER5356铝合金焊丝对焊接焊头性能的影响.
1 实验部分
1.1 原料
研究所采用的ER5356铝合金焊丝,首先由半连续铸造制备成铝合金铸锭,经在480℃下20 h的均匀化处理后,在630T卧式挤压机进行热挤压制成直径9.5 mm的圆杆,挤压温度500℃.将挤压后的铝合金进行3道次的冷拉拔至直径4 mm,在拉拔过程中需要中间退火以消除拉拔产生的内应力.焊丝成分列于表1.
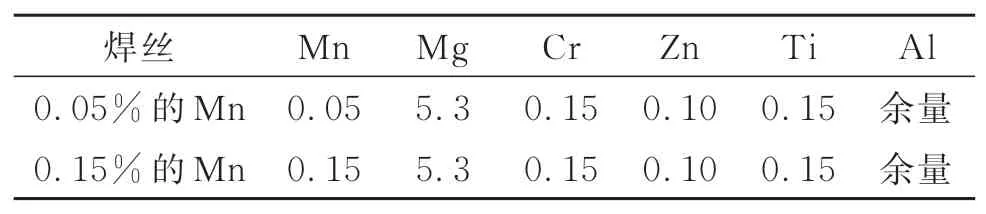
表1 ER5356铝合金焊丝金属成分Table 1 ER5356 aluminum alloy welding wire metal composition w/%
研究焊接母材采用6082合金,合金经熔炼、铸造、挤压成板材,时效热处理后备用,合金化学成分如表2所示.

表2 母材6082铝合金化学成分Table 2 Chemical composition of base material 6082 aluminum alloy w/%
1.2 方法
使用的焊接设备是WSE-500交直流脉冲方波氩弧焊机,钨极直径2.0 mm,焊丝直径为4.0 mm,保护气体种类是100%的氩气,保护气体流量14 L/min.表3为焊接试验参数.采用Leika DMI3000M金相显微镜,进行金相组织观察.采用DNS200电子万能试验机进行室温拉伸实验区,拉伸速度为2.0 mm/min,温度为27.5℃.采用Quanta200环境扫描电子显微镜,对拉伸试样进行断口扫描分析.
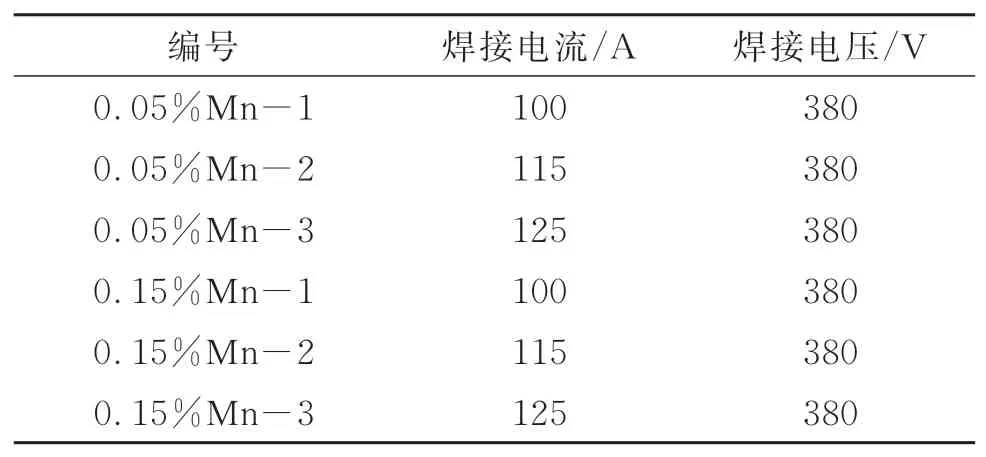
表3 焊接试验参数Table 3 Welding test parameters
2 结果及分析
2.1 不同Mn含量焊丝力学性能
表4 所 示 为ER5356(0.05%Mn)焊 丝 与ER5356(0.15%Mn)焊丝的力学性能数据.由表4可 知,ER5356(0.15%Mn)焊 丝 伸 长 率 略 优 于ER5356(0.05%Mn)焊丝,屈服强度和抗拉强度略低于ER5356(0.05%Mn)焊丝,但是两者数据相差不大.
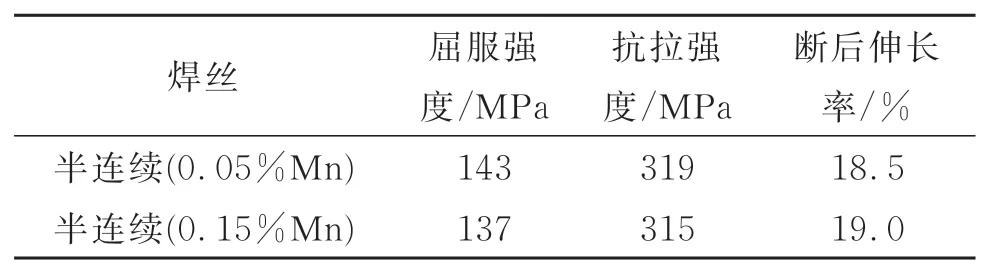
表4 焊丝的力学性能Table 4 Mechanical properties of welding wire
2.2 不同Mn含量和焊接电流的焊接接头宏观形貌
图1 所示为6082焊接接头的宏观形貌.从图1可见:在较低焊接电流条件下,得到的焊接接头表面成形不规则,存在焊接缺陷;随着焊接电流的增大,焊缝成形质量提高;使用ER5356(0.15%Mn)焊丝得到的接头宏观成形整体优于ER5356(0.05%Mn)焊接得到的接头,当焊接电流为125 A时ER5356(0.15%Mn)焊接形成的焊缝鱼鳞纹成形规则,无焊接热裂纹等宏观缺陷.另外,由图1(a)~图1(c)与图1(d)~图1(f)比 较发现,随 着焊接电 流增加,ER5356(0.15%Mn)焊接接头熔池宽度大于对应焊接参数的ER5356(0.05%Mn)试样.
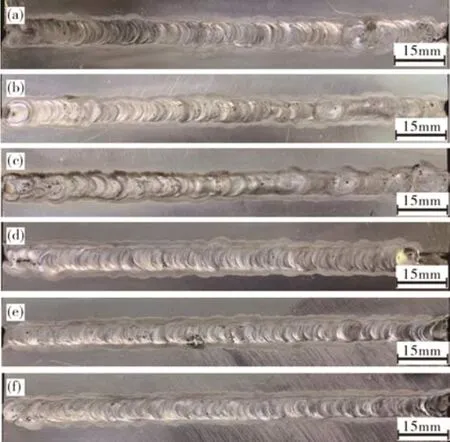
图1 6082焊接接头宏观图片(a)0.05%Mn,100 A;(b)0.05%Mn,115 A;(c)0.05%Mn,125 A;(d)0.15%Mn,100 A;(e)0.15%Mn,115 A;(f)0.15%Mn,125 AFig.1 Macro graph of 6082 welded joint
2.3 不同Mn含量和焊接电流的焊接接头金相组织
图2 所示为ER5356(0.05%Mn)焊接接头金相组织.从图2可见:在焊接电流最低条件下存在严重的焊接缺陷,首先在熔合区存在严重的未焊透缺陷,焊缝区也出现了未焊透的区域,随着焊接电流的增加,未焊透缺陷得到解决;随着焊接电流的增大,焊接接头熔合区晶粒尺寸明显增大,熔合线介于母材和焊缝之间,在半熔化的母材基底向外生长,在焊缝一侧可以明显看见树枝状晶,相较于母材金相组织较为粗大.这是由于在焊接热循环的作用下母材基底组织晶粒容易在过热作用下粗化,随着焊接电流的增大焊接热输入增加,这种现象更加明显.焊缝中存在粗大的组织会增加焊缝区的脆性,热影响区位于母材与焊缝熔合区之间,由于焊接热循环的作用热影响区的金相组织明显粗化,这也会降低该区域的韧性.焊缝区的金相组织为等轴晶,由于在焊接过程中液相金属中温度梯度很小时,在液相中可以形成比较宽的成分过冷区,这不仅在结晶前沿形成了粗大的树枝状结晶,而且在液相金属内部形核而产生新的晶粒,这些晶粒可以向四周自由生长,不受阻碍,从而形成等轴晶[10].

图2 ER5356(0.05%Mn)焊接接头金相组织图片(a)熔合区,100 A;(b)焊缝,100 A;(c)熔合区,115A;(d)焊缝,115 A;(e)熔合区,125 A;(f)焊缝,125 AFig.2 ER5356(0.05%Mn)welded joint optical microstructures(a)fusion zone,100 A;(b)weld joint,100 A;(c)Fusion zone,115A;(d)weld joint,115 A;(e)Fusion zone,125 A;(f)weld joint,125 A
ER5356(0.15%Mn)焊接接头(图3)总体规律与ER5356(0.05%Mn)相同,不同的是在较低的焊接热输入条件下,ER5356(0.15%Mn)焊接接头依旧存在未焊透区域,但是要好于ER5356(0.05%Mn).同时随着焊接热输入增加,ER5356(0.15%Mn)熔合区也生成了树枝状结晶,但是晶粒尺寸要小于ER5356(0.05%Mn)焊接接头,焊缝区等轴晶晶粒尺寸也略小于ER5356(0.05%Mn).文献[11]指出,随着Mn元素含量的增多,在金属均匀化组织中形成的弥散强化相增多,在退火再结晶时形核质点较多,能够达到细化再结晶晶粒,提高焊缝强度性能.
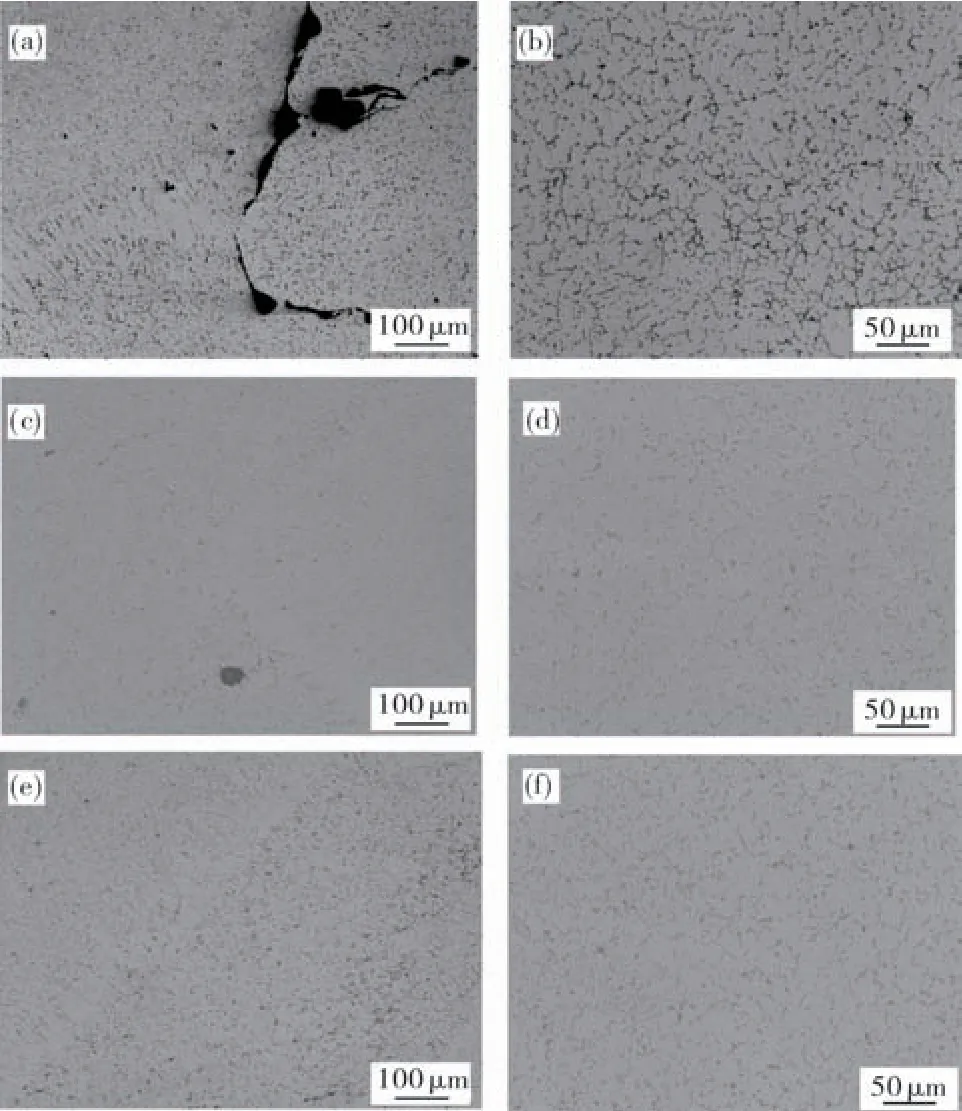
图3 ER5356(0.15%Mn)焊接接头金相组织图片(a)熔合区,100 A;(b)焊缝,100 A;(c)熔合区,115A;(d)焊缝,115 A;(e)熔合区,125 A;(f)焊缝,125 AFig.3 ER5356(0.15%Mn)welded joint optical microstructures(a)fusion zone,100 A;(b)weld joint,100 A;(c)fusion zone,115A;(d)weld joint,115 A;(e)fusion zone,125 A;(f)weld joint,125 A
2.4 不同Mn含量和焊接电流的焊接接头硬度
图4 为6082铝合金焊接接头显微硬度分布图.结果表明,两组焊接接头中,熔合区硬度最高,其次是热影响区,并且随着焊接电流的增大,熔合区宽度无明显变化,热影响区宽度略有增加,而且随着Mn含量的上升,热影响区宽度增加.在较低的焊接电流和Mn含量的条件下,焊接接头存在明显的焊接缺陷,所以受此影响,焊接接头显微硬度曲线无明显规律,如图4(a)所示.随着焊接电流的增加,焊接接头的显微硬度曲线规律性逐渐清晰,如图4(b)所示.随着焊接电流的增加,焊接接头性能逐渐提高,ER5356(0.15%Mn)得到的焊接接头熔合性优于ER5356(0.05%Mn),由于两组焊接接头的实验变量只有焊丝中的Mn元素含量,这也证明了Mn元素可以促进焊接的金属熔敷过程.
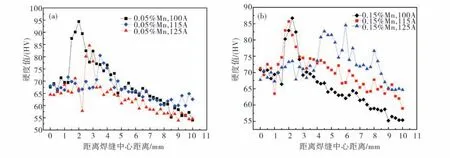
图4 焊接接头显微硬度分布(a)Mn含量0.05%;(b)Mn含量0.15%Fig.4 Microhardness distribution of welded joints(a)Mn content 0.05%;(b)Mn content0.15%
2.5 不同Mn含量和焊接电流的焊接接头力学性能
表5 为ER5356(0.05%Mn)和ER5356(0.15%Mn)焊接6082铝合金得到的焊接接头的抗拉强度和伸长率.由表5可知,ER5356(0.15%Mn)焊接接头力学性能整体优于ER5356(0.05%Mn),且ER5356(0.15%Mn)焊接接头在三组焊接热输入条件下测得的伸长率也均高于ER5356(0.05%Mn)焊接接头.这是由于增加Mn元素能够改善焊接接头力学性能,同时随着焊接电流增加焊接接头抗拉强度呈现增大的趋势.随着焊接电流增加,焊接热输入增大,焊缝中未焊透缺陷减少,焊接接头力学性能得到提高.此外,焊接接头的伸长率随着焊接电流增加而增加,当焊接热输入量较小时,焊接接头有着明显的未焊透区域而导致伸长率下降,随着焊接热输入增加,未焊透区域逐渐减小且焊缝力学性能得到改善.焊接试验测得母材抗拉强度为231 MPa,而焊接接头匹配系数最高达到0.71.
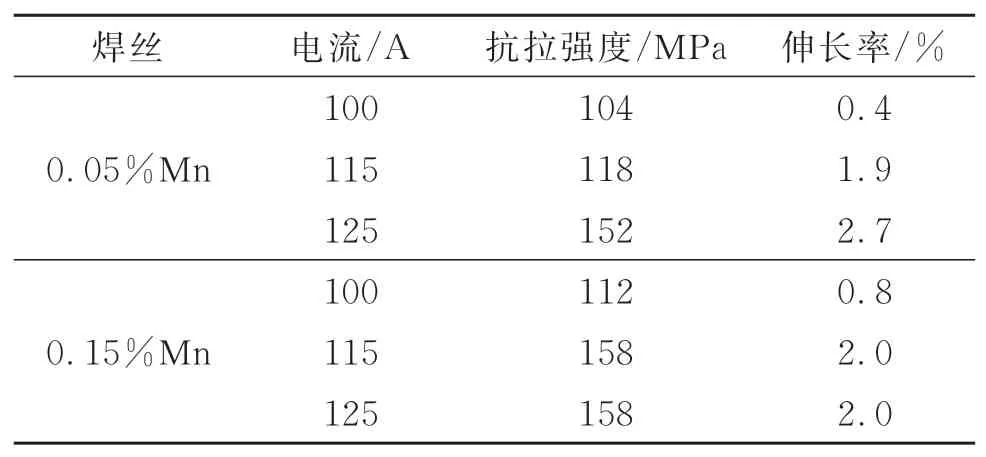
表5 6082焊接接头抗拉强度及伸长率Table5 6082 Welded joints tensile strength and elongation
2.6 不同Mn含量和焊接电流的焊接接头断口形貌
图5 为6082铝合金焊接接头断口形貌图.从图5可见,焊接接头断口形式为韧性断裂,随着焊接电流的增大,焊缝断口韧窝变大且深度降低.其中ER5356(0.05%Mn)焊丝试样在焊接电流125 A条件下,焊接接头断裂后部分区域表现出脆性断裂的特征.另外,在ER5356(0.15%Mn)焊丝焊接接头断口形貌中,通过测试成分发现有富Mn相,结合前面的金相组织观察得知,Mn元素在ER5356铝合金金相组织中形成Al-Mn相分布,在焊接过程中该弥散相随着熔敷金属过渡到熔池中.Al-Mn相不仅可以细化再结晶晶粒,还可以溶解杂质铁,形成Al(Fe,Mn)Al相可有效地减小铁的有害影响[12-13],从而使得焊接接头的力学性能得到有效的提升.从断口形貌上看,ER5356(0.05%Mn)焊丝在较低焊接电流得到的焊接接头断口存在明显的未焊透区域,随着焊接电流的增大,这种现象逐渐减少,ER5356(0.15%Mn)焊丝在较低焊接电流下得到的焊接接头断口依旧存在未焊透的现象,但是要明显优于ER5356(0.05%Mn),随着焊接电流增大,未焊透现象逐渐减轻,在125 A焊接电流条件下,ER5356(0.15%Mn)焊丝得到的焊接接头断口几乎观察不到未焊透的现象.
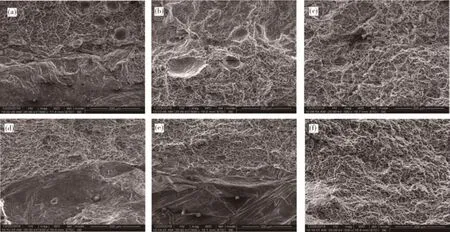
图5 6082焊接接头断口形貌图(a)0.05%Mn,100 A;(b)0.05%Mn,115 A;(c)0.05%Mn,125 A;(d)0.15%Mn,100 A;(f)0.15%Mn,115 A;(e)0.15%Mn,125 A(a)0.05%Mn,100 A;(b)0.05%Mn,115 A;(c)0.05%Mn,125 A;(d)0.15%Mn,100 A;(f)0.15%Mn,115 A;(e)0.15%Mn,125 AFig.5 6082 welded joints fracture topography
3 结论
(1)在较低焊接热输入条件下,两组焊接接头存在未焊透缺陷,随着焊接热输入增加,未焊透现象消失,此外ER5356(0.15%Mn)焊接接头成形质量优于相应焊接热输入条件下ER5356(0.05%Mn)焊接接头.
(2)随着焊接电流的增大,两组焊接接头未焊透缺陷逐步减少,力学性能得到提高,其中力学性能最优的焊接接头匹配系数可以达到0.71.
(3)含锰量为0.15%的焊丝焊接得到的焊接接头性能整体上优于含锰量0.05%焊丝焊接得到的焊接接头,Mn元素可以改善焊接接头的力学性能,进而提高铝合金焊接质量.
猜你喜欢
理化检验(物理分册)(2022年11期)2022-11-22
宁夏电力(2022年1期)2022-04-29
金属加工(热加工)(2018年10期)2018-10-26
失效分析与预防(2018年1期)2018-04-02
金属加工(热加工)(2018年2期)2018-03-22
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
焊接(2015年2期)2015-07-18
焊接(2015年8期)2015-07-18