
基于STM32橡胶园割胶作业信息平台设计与实现*
2022-02-10 08:37邓祥丰黎土煜肖苏伟王玲玲吴思浩
南方农机 2022年2期
邓祥丰 , 贾 倩 , 黎土煜 , 肖苏伟 , 王玲玲 , 吴思浩
(1.中国热带农业科学院橡胶研究所,海南 海口 571101;2.国家重要热带作物工程技术研究中心机械分中心,海南 海口 571101)
天然橡胶是我国重要战略物资,也是海南省热带农业发展的重要产业,传统的割胶方式劳动强度大、技术要求高,随着电动割胶刀的研制并逐步推广应用,有效改善了胶工的作业条件。但目前电动割胶刀只在机械上实现了割胶作业功能,缺乏割胶作业相关数据信息的监测与反馈,无法为今后的农机补贴提供技术支撑。为使割胶作业精细化,本研究基于GPS技术,对4GXJ型电动割胶刀进行智能化升级,旨在为后期胶园信息化管理、作业补贴制定提供科学依据。将GPS模块与电动割胶刀主控模块进行有效耦合,研究并实现使用电动割胶刀作业路径数据的动态采集和远程传输,为实现使用电动割胶刀作业的信息化管理提供数据基础。
1 系统架构设计
1.1 定位装置的安装方案选取
通过分析4GXJ-2型电动割胶刀的整机设计情况,GPS模块可与电源模块进行耦合连接。由于胶刀主体的内部空间有限,除去传动结构、电调开关等部件已无空间容纳GPS模块,只能将其外置,且GPS模块的天线需要裸露于外部传送与接收来自卫星的信号[1-3]。因此,选择将GPS模块安装位置与电动割胶刀的电源装置相连接,在电源装置处仍保留一定的空间余量,并且在割胶作业的过程中,电源装置是放置在收纳包当中,即便GPS模块需要进行结构设计上的改进,也不影响电动割胶刀整体的结构。这样既保障了GPS模块的电源供应,也有相对于电动割胶刀主体充足的空间实现安装,如图1所示。

图1 电动割胶刀电源装置与GPS模块连接
1.2 数据信息采集与传输的框架设计
电动割胶刀的作业信息系统主要实现作业区域的位置信息采集、存储、传输以及移动轨迹的绘制等功能,系统结构包括位置信息感知层、数据传输层和应用管理层,系统架构如图2所示。
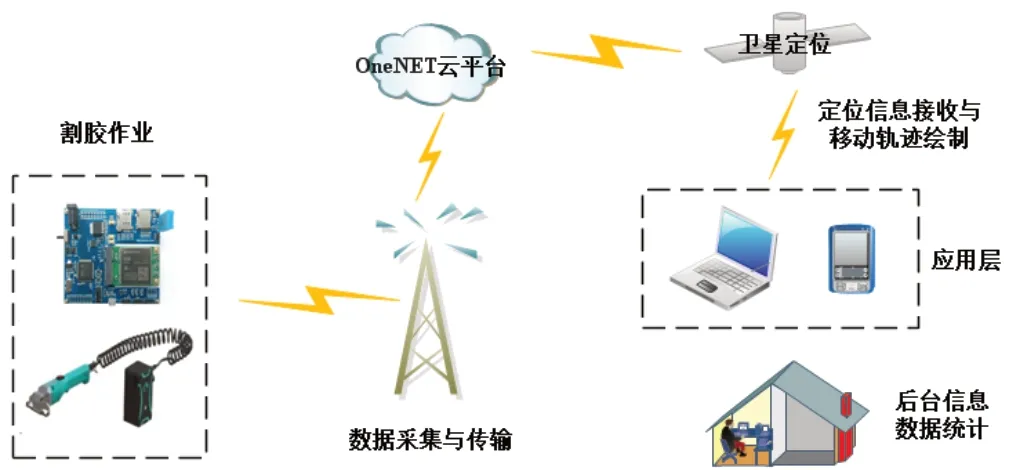
图2 系统架构
首先,GPS模块采集所在位置的经纬度数据,并在本地进行存储;其次,通过NB-IoT模块将位置信息传送到OneNET数据管理云平台;最后,云平台数据应用数据管理系统可对传感器数据进行处理和分析。其中位置信息感知层以STM32为应用控制核心,包括GPS模块、电源模块、存储管理、应用接口及外围控制电路等;无线通信NB-IoT模块主要实现传感器数据的传输功能;云平台应用管理软件包括PC端应用管理软件和移动端应用管理软件[4-9]。
2 系统硬件设计
2.1 整体结构的搭建
该定位终端主要实现检测目标的位置信息提取,并将位置信息传输至云平台,系统主要由定位终端和上位机两部分组成,定位终端主要由以搭载在STM32单片机的BC20为核心的GPS定位模块、通信模块以及无线串口模块组成,其中的数据传输均采用串行通信实现。位置检测模块主要实现定位数据的获取,若该定位终端位于基站覆盖范围内,则可通过BC20将定位信息上传,若未在基站覆盖范围内,可采用无线串口模块作为辅助通信手段将定位信息上传[10-12]。
本设计采用BC20模块来实现位置信息的获取,BC20模块与STM32单片机通过串口相连,STM32微处理器向BC20模块发送AT指令,对BC20模块进行定位方式选择的控制,BC20模块将采集的数据发送给STM32单片机,从而获取到具体的位置信息。通常STM32单片机集成有5路串口,在本设计中使用3个串口。将UART2和UART3与无线传输模块相连,将位置信息上传至上位机。UART1为BC20模块的主串口,用于AT指令的传送、GPS数据的传输,通过该串口将AT指令传送到BC20模块,收到指令后BC20模块进行解析,并将采集到的数据通过该串口传输到STM32单片机,具体流程如图3所示[13]。定位开启后,微处理器通过串口向BC20模块发送打开GPS定位方式的指令,模块开启GPS定位,若检测不到目标的位置信息,微处理器将通过打开基站定位的方式,将目标位置信息快速上传至人机界面上,确保在任何情况下能够检测到目标的具体位置。

图3 定位检测流程
2.2 主控板的设计
基于GPS技术的4GXJ型电动割胶刀优化升级,所应用到的配件主要有STM32单片机开发板、GNSS有源天线、USB数据通信线、串口调试与下载程序、DC 5V 2A电源适配器、SIM卡等,如图4所示。
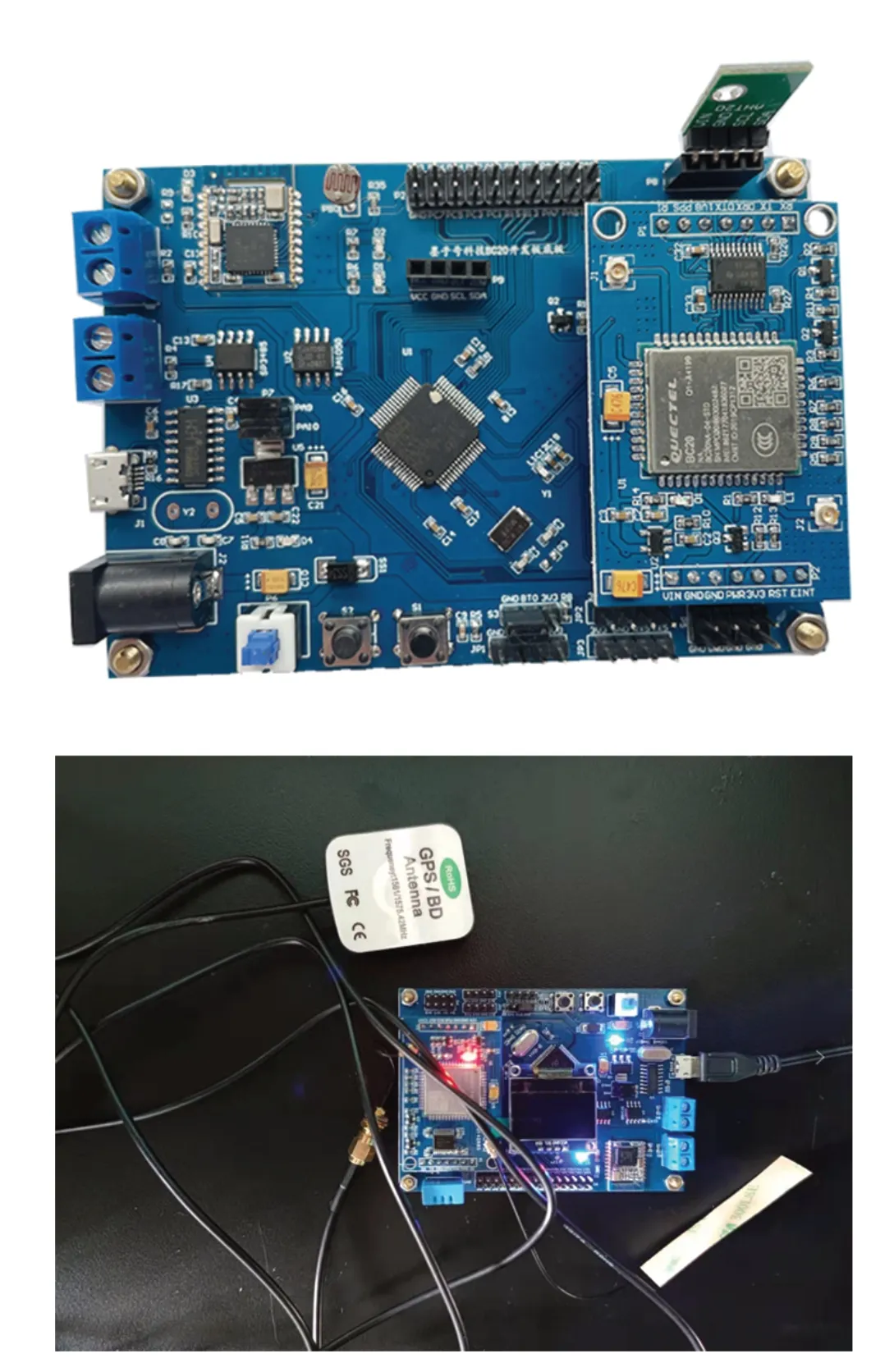
图4 主控板STM32单片机
4GXJ-2型电动割胶刀的位置信息监测与作业轨迹绘制的实现,以STM32主控板为搭载核心,BC20模块为通信渠道,其中包括GNSS无线通信模块、NB-IoT通信模块及供电模块等部分,硬件架构如图5所示。主控板STM32使用单总线协议读取来自串口协议,采集到的数据帧由STM32单片机进行解析并转化为定位信息,并通过通信模块的串口将数据上传至OneNET服务器平台,最终实现移动轨迹的绘制以及位置信息的获取与记录[14]。

图5 硬件架构图
3 软件系统设计
3.1 通信协议的选择
在数据传送上,BC20通信模组可经过HTTP协议将数据发送至网页终端,通过MQTT/LWM2M协议将数据发送至OneNET平台。本研究选择OneNET平台作为系统的搭载平台,通过LWM2M协议进行GPS终端与OneNET平台之间的数据传输[15]。
3.2 位置信息数据的获取
通过USB数据串接口将STM32单片机与PC端连接通电,并在软件中启动BC20的控制程序,激活GPS模块与卫星的定位,如图6所示。由于需要通过搜星来获取卫星信息,因此在刚进行激活时显示界面产生延时,位置获取的响应较慢。在进行位置信息采集时,要将信号线裸露在外界,以此来保持数据信号传输的稳定性。

图6 GPS经纬度位置信息显示
程序运行后,微处理器通过串口向BC20模块发送打开GPS定位方式的指令AT+QGNSSC=1,模块开启GPS定位。开启GPS定位后,模块能快速返回GPS数据,显示经纬度信息。使用GPS模块检测到的测试位置信息为东经110.193 763°、北纬19.590 056°,使用百度网页坐标拾取系统获取到的检测地点经纬度信息为东经110.194 851°、北纬19.591 017°。根据经纬度换算度分秒法则,东经110.193 763°=110°11′37″、北纬19.590 056°=19°35′24″;同理,实际经纬度信息换算后为东经110°11′41″、北纬19°35′27″[16]。根据两点经纬度距离公式可知,使用设备检测到的位置与实际位置的偏差范围较小。
3.3 平台数据传输的实现过程
将GPS定位传感器、温湿度传感器、光照传感器与单片机主板连接,USB 电源给系统供电,串口调试工具QCOM界面显示串口的打印输出,波特率设置为115 200 bit/s。通过NB-IoT通信模组将开发板与OneNET平台连接,平台接收到通信模组的移动SIM卡的状态、信号质量、注册状态,从而实现数据互联互通。
OneNET平台收到终端发出的消息后,推送topic(Qos0级别)到相关的订阅设备,待平台显示订阅成功后,OneNET 平台与终端设备可以互联互通。通过API调用,并采用HTTP协议将所获得的位置信息接入OneNET平台,从而实现电动割胶刀作业状态的信息读取,web端的显示界面如图7所示[17-18]。
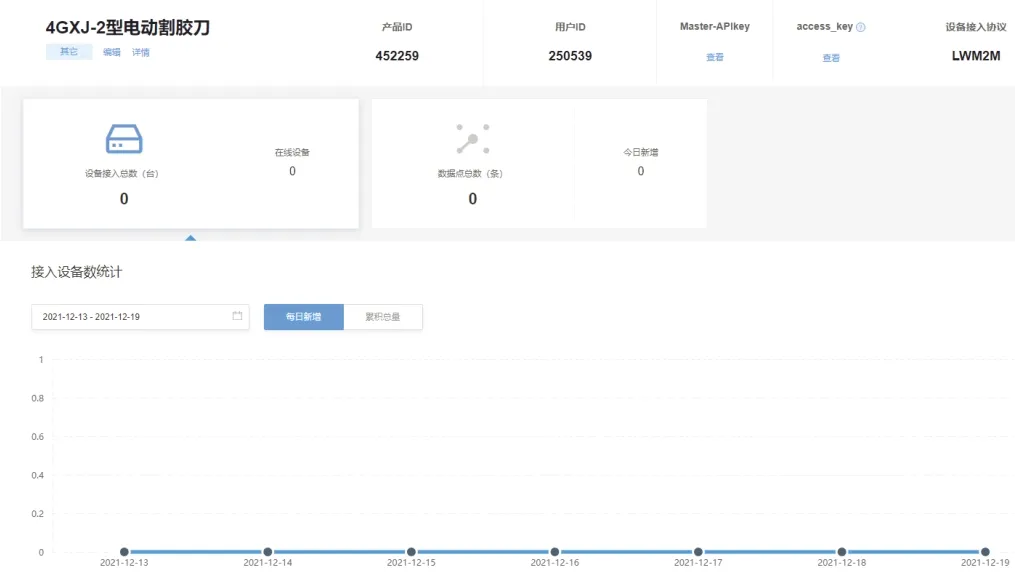
图7 信息平台显示
4 总结
1)完成电动割胶刀的主控模块与GPS模块的集成。通过对4GXJ-2型电动割胶刀内部空间结构的分析,选取出适合与GPS模块耦合的部位。
2)完成GPS信息定位数据的采集。目前已根据GPS模块的功能特征,初步解析位置定位的传输与反馈模式,对相关的数据信息进行采集并由PC端将具体的经纬度参数显示出来,从而获取目标区域较为详细的位置信息。
3)通过本研究可绘制割胶作业行走路径轨迹并在终端上进行反馈,也为后期胶园信息化管理、作业补贴制定提供依据。
猜你喜欢
气象水文海洋仪器(2021年3期)2021-10-15
热带农业科技(2021年3期)2021-07-10
小读者(2021年2期)2021-03-29
北京信息科技大学学报(自然科学版)(2020年5期)2020-11-19
计算机技术与发展(2020年4期)2020-04-30
现代计算机(2020年3期)2020-03-05
热带农业科技(2019年4期)2020-01-15
世界热带农业信息(2019年2期)2019-05-17
汽车观察(2018年10期)2018-11-06
车迷(2017年10期)2018-01-18
