
过程自动化领域数字通信技术的应用与展望
2022-02-14 12:13林融
自动化仪表 2022年1期
林 融
(中国石化工程建设有限公司,北京 100101)
0 引言
智能制造是基于新一代信息通信技术(information and communication technology,ICT)与先进制造技术(包括工艺技术、设备技术、自动化技术和生产运营技术等)深度融合,贯穿研发、设计、工程、生产、管理、服务等制造活动的各个环节,具有自感知、自学习、自决策、自执行、自适应等功能的新型生产方式[1]。发展智能制造是我国制造工业数字化转型升级的关键路径,不仅有助于制造企业全面提升研发、设计、生产、管理和服务的自动化、数字化、网络化、智能化水平,提高企业生产效率,持续改善产品品质,满足在新常态下企业迫切希望实现创新和转型升级的需求,并且可带动众多新技术、新产品、新装备[2]的快速发展,为产业可持续发展注入强有力的新动能,促进制造工业迈向全球产业链中高端。伴随着传统制造企业加快数字化、智能化制造的转型进程,工业互联网迅速在全世界范围内兴起。在工业互联网技术构架中,科技界普遍认为,ICT应由信息获取(感知)、信息传输、信息处理和信息应用四大部分技术组成[3]。其中,信息传输部分是通过各类模拟、数字信号传输与通信方式将不同现场仪表、设备接入过程控制系统,是ICT的重要一环。
本文从过程自动化领域数字通信技术的应用与市场需求角度出发:阐述了基础自动化层的5种数字通信方式,即现场总线、工业以太网、以太网-先进物理层(advanced physical layer,APL)、工业无线仪表、通用I/O技术;总结归纳了这5种技术的应用现状、优缺点和技术经济对比分析结果,展望了各项技术的发展趋势。
1 过程自动化仪表及控制系统发展历程
过程自动化仪表及控制系统大致经历了以下6个主要发展阶段。
①气动单元组合仪表(20世纪50年代至60年代):信号传输标准为20~100 kPa。
②电动单元组合仪表(20世纪60年代至80年代):信号传输标准为0~20 mA DC和4~20 mA DC。
③分散控制系统(distributed control system,DCS)/可编程逻辑控制器(programmable logic controller,PLC)(20世纪80年代至90年代末):HART/DE/BRAIN模数混合信号。
④DCS /现场总线控制系统(fieldbus control system,FCS)(2000年以后):IEC 61158现场总线全数字信号。
⑤DCS/FCS/无线仪表系统(wireless instrument system,WIS)(2010年以后):IEC 61158现场总线+工业无线仪表(IEC WirelessHART /ISA 100.11a[4]/WIA-PA[5]等)。
⑥DCS/FCS/WIS/以太网-APL(2020年以后):IEC 61158现场总线+工业无线仪表(IEC WirelessHART/ISA 100.11a[4]/WIA-PA[5]等)+以太网-APL(IEEE 802.3cg-2019)。
过程自动化仪表及控制系统的发展历程如图1所示。
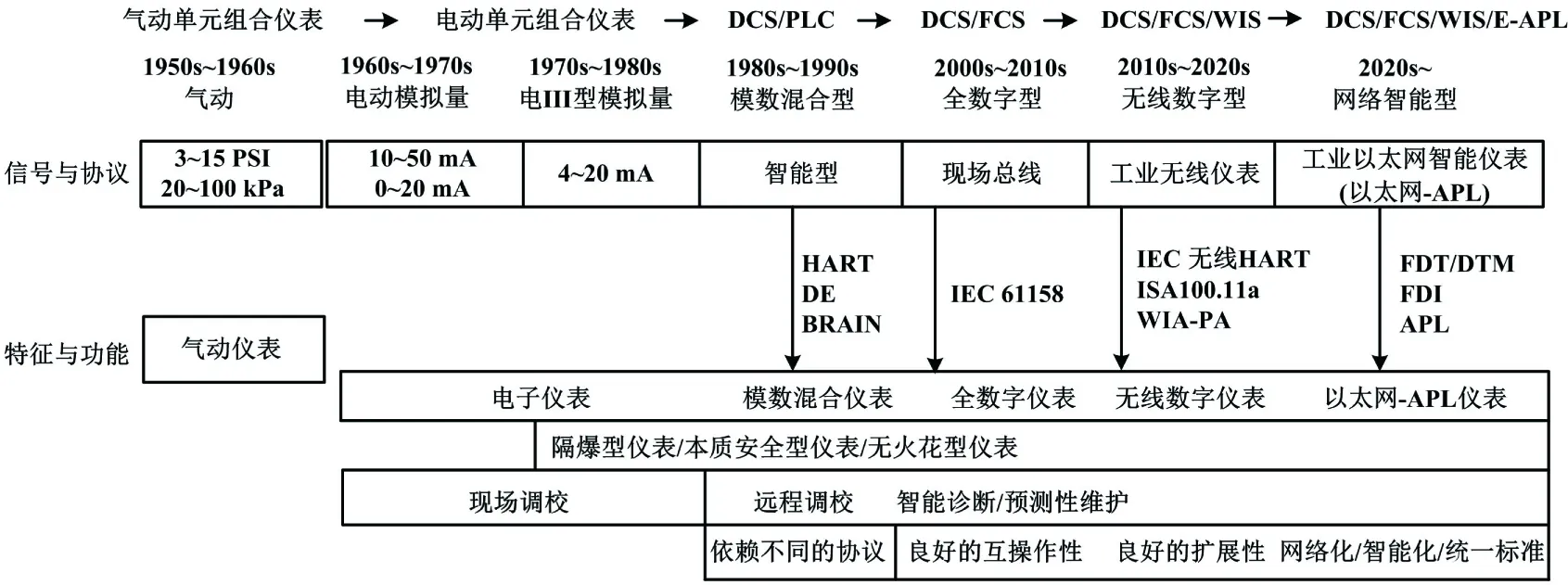
图1 过程自动化仪表及控制系统发展历程Fig.1 Process automation instrumentation and control system development history
2 现场总线技术综述
2.1 现场总线起源及定义
①现场总线起源。
现场总线技术是20世纪80年代在国际自动化控制领域兴起的一项突破性技术。它集网络技术、通信技术、计算机技术、智能化仪表技术和自动控制技术之大成,组成双向、多节点、全数字的开放式通信系统。FCS位于过程控制系统(process control system,PCS)网络结构的底层,并直接与过程控制对象相连接。
②现场总线定义。
根据IEC 61158,现场总线的定义是:安装在生产过程区域的现场设备或仪表与控制室内的自动控制装置或系统之间的一种数字、串行、双向、多节点通信的数据总线[6]。
需要说明的是,现场总线是将自动化最底层的现场控制器和现场智能仪表设备互连的实时控制通信网络,遵循ISO/OSI开放系统互联参考模型的全部或部分通信协议。
2.2 按照IEC标准的现场总线分类
目前,世界上存在着50多种现场总线。这些现场总线大多用于过程自动化、医药、加工制造、交通运输、国防、航天、农业和楼宇等领域。在实际发展过程中,涌现出了许多著名的现场总线技术,例如基金会现场总线(fieldbus foundation,FF)、PROFIBUS、P-NET、LONWORKS、CIP、INTERBUS、WorldFIP、CC-Link、EtherCAT、EPA现场总线等。其中,归入IEC 61158-1:2014及IEC 61784通信行规家族(communication profile family,CPF)的有以下19大类(除已被撤销的SwiftNet外)、53种。由IEC 61158-1及IEC 61784所定义的现场总线分类如表1所示[7]。表1中,标注有下划线的通信总线为实时以太网或高速以太网(即工业以太网)。

表1 现场总线分类(由IEC 61158-1及IEC 61784所定义)Tab.1 Fieldbus classification (defined by IEC 61158-1 and IEC 61784)
2.3 现场总线技术特征
本节以FF H1现场总线为例进行分析。FF现场总线是PCS的现场设备层控制网络,是DCS系统在现场的延伸,是过程控制领域的一个重要分支。FF具有以下显著特点[8]。
①全数字化(数字通信延伸到工业控制系统的最底层——现场设备层)。
②全分布式控制(各现场设备有足够的自主性)。
③双向传输。
④良好的开放性(现场总线应成为一种开放技术)。
⑤良好的互操作性(保证不同厂家的产品可以互操作和互用)。
⑥控制系统结构高度分散性(控制功能分散到现场CIF)。
⑦现场设备的高度智能化和自治性。
⑧高精度、高可靠性和高安全性(测量精度达0.1级,取得SIL3认证)。
⑨可节省安装材料、减少调试工作量及缩短开工时间。
⑩先进诊断及预测性维护功能,可节省维护费用,降低工厂生命周期成本。
2.4 现场总线技术缺陷
现场总线技术存在以下缺陷。
①网络通信中数据包的传输延迟。
②通信系统的瞬时错误和数据包丢失。
③发送与到达次序的不一致等问题都会破坏传统控制系统原有的确定性,使得控制系统的分析与综合变得更为复杂,对控制系统的性能造成负面影响。
④多种现场总线协议共存,很难形成统一的国际标准,造成用户选择困难。
3 工业以太网技术综述
3.1 工业以太网定义
通用的工业以太网定义为:技术上与商用以太网兼容,但在产品设计上必须满足工业现场对实时性、可靠性、可互操作性、抗干扰性、本质安全性、环境适应性等方面的需要,是继现场总线之后发展起来的、被广泛认同为颇具发展前景的一种工业通信网络。工业以太网采用TCP/IP协议,和IEEE 802.3标准兼容,但在应用层会加入各自特有的协议(通常为IEEE 802.3/IEEE 802.3u)。
从定义角度而言,工业以太网也是现场总线中的一种,如同现场总线的各种协议一样,又被称为实时以太网。当以太网用于信息技术时,应用层包括超文本传输协议(hyper text transfer protocol,HTTP)、文件传输协议(file transfer protocol,FTP)、简单网络管理协议(simple network management protocol,SNMP)等常用协议。但当它用于工业控制时,体现在应用层的是实时通信、用于系统组态的对象以及工程模型的应用协议。至21世纪,工业以太网还没有统一的应用层协议,但受到广泛支持并已经开发出相应产品的主要协议有FF-HSE、Modbus TCP/IP、PROFINET、EtherNet/IP等。
3.2 工业以太网技术特征
与商用以太网相比,工业以太网的技术特征体现在对以下方面的特殊要求。
①具有高实时性与良好的时间确定性。
②传送信息多为短帧信息,且信息交换频繁。
③容错能力强,可靠性、安全性好。
④控制网络结构具有高度分散性。
⑤控制网络协议简单、实用,工作效率高。
⑥控制设备的智能化与控制功能的自治性。
⑦与信息网络之间有高效率的通信,易于实现与信息网络的集成。
⑧设备的可靠性与环境适应性。
⑨远距离传输。
⑩总线供电。
3.3 工业以太网优势
工业以太网的优势体现在以下几个方面。
①应用广泛。
以太网是应用较为广泛的计算机网络技术,大部分编程语言(如Visual C++、Java、Visual Basic等)都支持以太网的应用开发,支持用于过程控制的对象连接与嵌入(object linking and embedding for process control,OPC)通信协议。
②通信速率高。
目前,100 Mbit/s的快速以太网已广泛应用,1 Gbit/s以太网技术也逐渐成熟。而传统的现场总线最高速率只有12 Mbit/s(如西门子PROFIBUS-DP)。显然,以太网的速率要比传统现场总线快得多,完全可以满足工业控制网络不断增长的带宽要求。
③软硬件成本低廉。
由于以太网技术已经非常成熟,支持以太网的软硬件受到厂商的高度重视和广泛支持,有多种软件开发环境和硬件设备可供用户选择,价格低廉。
④资源共享能力强。
随着Internet/Intranet的发展,由于以太网是全开放、全数字化的网络,所以遵照网络协议的不同厂商的设备可以很容易地实现互联。随着以太网渗透到各个角落,网络上的用户已解除了资源地理位置上的束缚。因此,以太网能实现工业控制网络与企业信息网络的无缝连接,形成企业级管控一体化的全开放网络。这是其他任何一种现场总线都无法比拟的。
⑤可持续发展潜力大。
以太网的引入将为控制系统的后续发展提供可能,使用户在技术升级方面无需独自的研究投入。这也是其他任何现有的现场总线技术都无法比拟的。同时,机器人技术、人工智能技术的发展都要求通信网络具有更高的带宽和性能,且通信协议有更高的灵活性。这些要求以太网都能很好地满足。
3.4 工业以太网亟需解决的技术问题
随着工业以太网的通信速率大幅提高和以太网交换技术的进步,工业以太网的不确定性问题(如碰撞、丢包、传输延时等)已经得到很好的解决。但是,工业以太网仍存在下列技术问题需要(或正在)解决。
①统一国际标准。
②总线供电技术。
③本质安全技术。
④网络安全技术。
⑤通信实时性服务质量(quality of service,QoS)。
⑥互可操作技术。
⑦网络生存性技术。
4 现场总线与工业以太网发展趋势对比
根据瑞典工业数据通信专家——HMS工业网络公司(简称HMS)公布的调研结果,2015年、2017年和2020年的工业通信技术市场份额如表2所示。
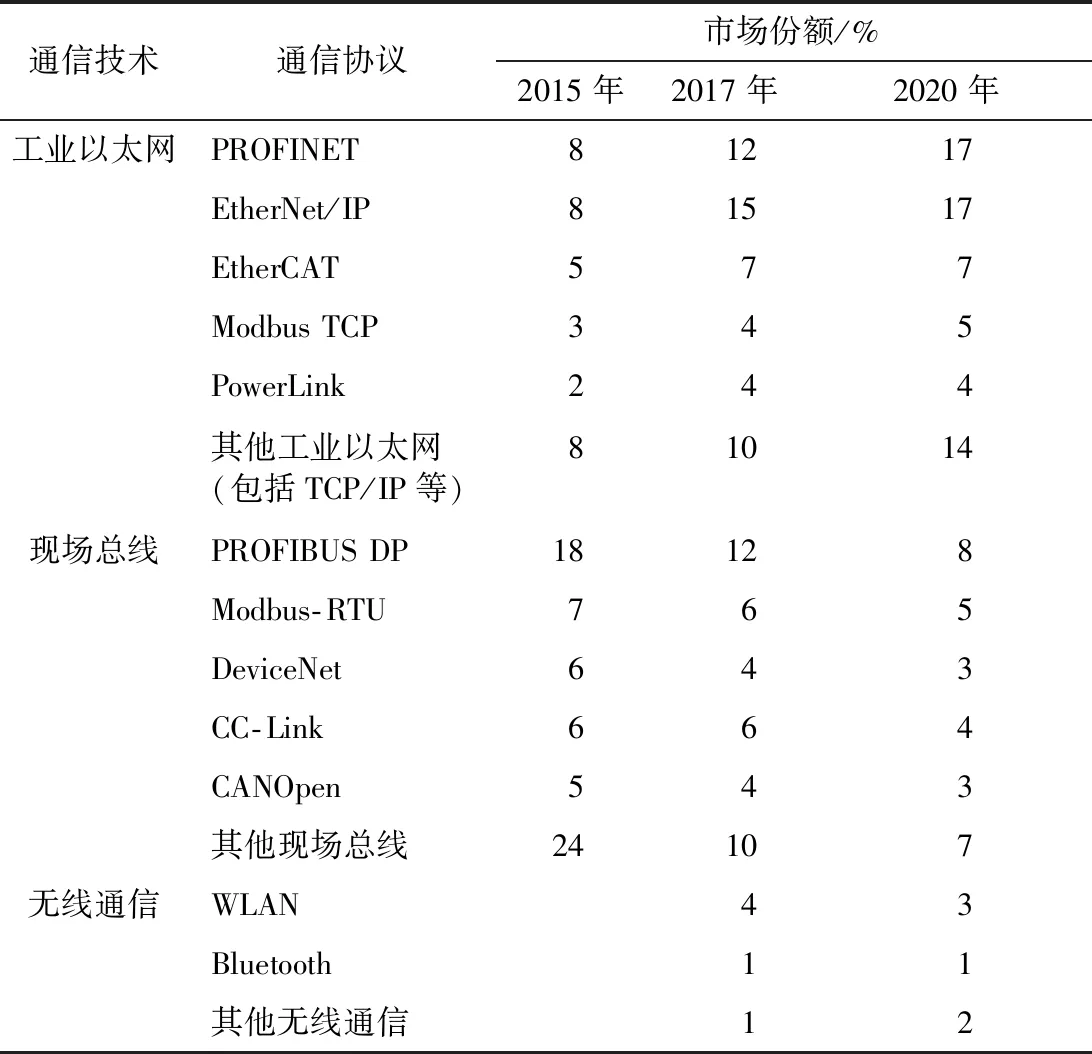
表2 工业通信技术市场份额Tab.2 Market share of industrial communication technology
①2015年,工业自动化领域全球份额中,现场总线是工业以太网的2倍。
2015年,HMS公布的调研数据显示,在工业通信市场中,现场总线仍然占据约三分之二(66%)的市场份额,而工业以太网占据剩余的约三分之一(34%)的市场份额。
PROFINET和EtherNet/IP作为工业以太网中最重要的2个协议,每个约占8%的市场份额。
②2017年,工业自动化领域的工业以太网安装节点首次超过传统现场总线。
2017年,HMS公布的调研数据显示,工业以太网占新安装节点的52%(2016年是46%),而现场总线是42% (2016年是48%)。EtherNet/IP成为最广泛安装的网络,占15%;PROFINET和PROFIBUS DP并列第二,占12%。无线技术也在不断发展,占6%市场份额。
③2020年,工业自动化领域的工业以太网安装节点超过现场总线2倍。
2020年,HMS公布的调研数据显示,工业以太网市场份额增加,现场总线市场份额持续下降,无线市场份额趋于稳定。设备和机器的工业网络连接是实现智能互联工厂的关键。HMS对工业网络市场的年度研究表明,从新安装节点来看,工业以太网的市场份额增加到64%(2019年为 59%),而现场总线的市场份额下降到30%(2019年为35%)。主流网络EtherNet/IP和PROFINET以17%的份额并列第一。无线技术的市场份额保持在6%不变。
5 以太网-APL技术进展
5.1 以太网-APL技术发展背景
长期以来,流程工业现场仪表与控制室内控制系统的数据传输仍然以4~20 mA+HART信号和低速现场总线为主。随着自动化和智能化技术的发展,对工业现场数据传输的需求不断提升。首先,随着流程工业过程自动化程度的提高,现场仪表和执行机构等需要传输数据设备的数量成倍增加。其次,由于智能化生产对预测性维护的需要,单台仪表和执行机构的数据量越来越多,除了仪表测量数据和执行机构指令数据,仪表本身数据、运行数据及其他环境数据也需要传输到控制系统。现有数据传输技术已经不能满足技术发展的需求。第三,现有技术消耗了大量的铜芯电缆和安装空间,导致设备材料成本居高不下,而数据传输速率却很低。由此可见,传统仪表数据传输技术已经成为制约流程工业自动化和智能化发展的瓶颈。
综上所述,过程自动化领域的专家、学者希望工业以太网不仅能用作高层控制网络,而且希望将它直接和现场设备连接,实现自下而上的工业以太网集成,即“E网到底”。
5.2 以太网-APL:工业以太网的重要通信协议
以太网-APL规定了用于流程工业传感器和执行机构的以太网通信的详细应用规范。它是基于IEEE在2019年11月7日发布的10BASE-T1L(IEEE 802.3cg-2019)以太网物理层标准,主要目标是用双绞线实现10 bit/s以太网数据传输[9]。
IEC于2021年2月发布了符合10BASE-T1L传输标准的本安防爆标准:IEC TS 60079-47双绞线本安以太网标准。该标准的目标是实现双绞线以太网通信传输设备在爆炸危险区的应用[10]。
随着以上两项技术标准的发布,在IEC、IEEE、PI(PROFIBUS和PROFINET)、ODVA、FCG(FF、HART和OPC)、OPC Foundation标准组织,以及ABB、EMERSON、E+H、KROHNE、P+F、PHOENIX、ROCKWELL、SAMSON、SIEMENS、STAHL、VEGA和YOKOGAWA这12个主要的工业项目合作伙伴的推动下,从2019年11月至2021年11月的3年间,“APL项目”成功实现合作,为现场仪表创建了这个新的物理层解决方案。以太网-APL即将成为工业以太网的重要通信协议之一。
5.3 以太网-APL技术特性与优点
①数据传输物理介质是符合IEC 61158-2的A类电缆要求的双绞铜芯线,支持在1 000 m长度内实现10 Mbit/s速率全双工数据传输。符合IEEE 802.3协议系列的标准以太网、工业以太网和将来的时间敏感网络(time sensitive networking,TSN)都能以10BASE-T1L电缆作为物理层。
②系统电源能够通过双绞线给总线设备提供电能。用于普通区域的总线可以承载输出最高为60 W的电能。爆炸危险性区域的本质安全总线电能支持最多50台设备,且每台设备耗电不超过500 mW。
③总线设备符合本质安全要求,可以在爆炸危险性环境工作和维护。IEC于2021年2月发布了符合10BASE-T1L传输标准的本安防爆标准:IEC TS 60079-47双绞线本安以太网标准。该标准的目标是实现双绞线以太网通信传输设备在爆炸危险区的应用。
④从最底层的仪表到最高层的管理信息网,所有通信设备都支持以太网协议。以太网-APL技术真正实现了全厂范围内的“E网到底”。原有用于协议转换的网关不再必要,使工厂控制系统的设计得以简化。以太网技术非常成熟。得到广泛应用的软件、硬件工具用于设备安装调试,能使控制系统的安装调试变得简单。
⑤在相同规格的双绞铜芯电缆上,以太网-APL技术实现了10 Mbit/s的数据传输速度,是当前FF H1现场总线传输速度的320倍。与现有的现场总线相比,以太网-APL技术能够传输更多的数据。现场仪表设备可以充分利用此条件,采集和存储传输更多数据,实现更多的智能化功能。
⑥成熟的以太网软硬件供应能够提高仪表和控制系统的开放性,进一步降低设备成本。以太网仪表直接在现场把流程和设备数据转换为数字信号,使信号传输电缆材料数量大幅度下降;同时,机柜室内也不再需要传统的I/O转换设备,使控制系统成本大幅度下降,给用户带来更多的利益。
5.4 以太网-APL与其他数字通信技术性能指标对比
以太网-APL与其他数字通信技术性能指标对比如表3所示。从表3中的技术性能指标可知:以太网-APL比其他数字通信技术具有显著的技术优势[11]。
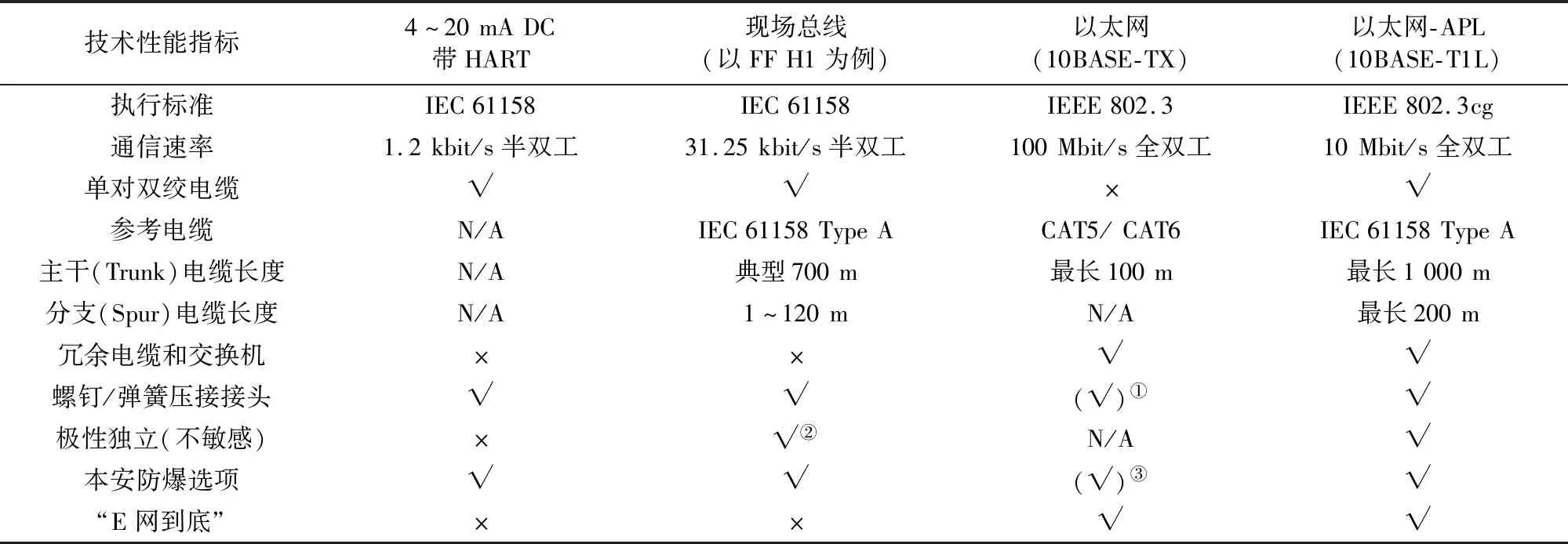
表3 以太网-APL与其他数字通信技术性能指标对比Tab.3 Comparison of performance indexes between Ethernet APL and other digital communication technologies
6 工业无线仪表技术进展
6.1 工业无线仪表技术在流程工业中的应用
在流程工业领域中,IEC WirelessHART[12]、ISA 100.11a[4]、WIA-PA[5]等基于2.4 GHz频段的无线仪表通信技术,已发展成为世界公认最主要的三大工业无线传输技术。其具有传输带宽高、距离远、组网容易的特点,在各行各业被广泛应用。智能仪表的问世以及无线通信、实时信息处理等技术的发展为实现工业无线仪表技术奠定了技术基础,而用户对高性能、高性价比的无线技术需求,也推动了工业无线仪表技术的发展。
无线技术应用在过程工业领域,可以解决难以敷设电缆区域的过程监测和控制,如:对旋转或移动设备的监测和控制、偏远区域的测点监测、屏蔽区域的应用;没有本地供电的区域、电缆桥架空间不够和机柜卡件备用空间不够等改造项目;塔顶或罐顶等难以触及的区域的监测,被道路河流等分隔的区域的监测等。同时,无线技术可节省大量的安装成本、调试时间、维护费用,提高工厂运行水平、工作效率和经济效益。
工业无线仪表技术在流程工业中的主要应用场景如下。
①转动设备状态检测。
②设备腐蚀检测及设备诊断。
③储运系统及罐区检测控制。
④高塔等大型设备的温度、压力检测。
⑤在线分析仪表检测。
⑤火气检测及泄漏检测。
⑦污染物排放监测。
⑧视频监视及分析与工厂防侵入安全。
⑨安全淋浴阀监测。
⑩现场移动巡检与移动设备及人员跟踪。
6.2 流程工业对无线通信技术要求
①应符合开放的工业无线标准:如IEC WirelessHART、ISA 100.11a、WIA-PA和IEEE 802.11a/b/g(即Wi-Fi)等。
②所有的无线设备必须采用2.4 GHz ISM公用频段。该频段的使用不需要支付费用,但必须由国家无线电管理委员会核准。
③应达到工业级的安全性、可靠性和兼容性。无线变送器的通信速率达到4 s刷新1次,通信可靠性达99.9%,完全符合工业级实时数据监控要求。
④多功能节点(或无线网关)相互之间、多功能节点(或无线网关)与无线变送器之间的通信距离完全满足现场通信要求。
⑤工业无线网络同控制系统的数据集成应采用标准的通信协议:支持TCP/IP、Modbus RTU、PROFIBUS DP、Modbus/TCP等。
⑥高带宽,Mesh主干网的通信带宽保证至少10 Mbit/s,一个无线网络平台同时支持多种应用共享,如无线变送器、移动工作站、视频监视、管道腐蚀监测、污染排放监测等,以满足未来扩能的需要,也可充分利用现有投资的价值。
6.3 工业无线仪表技术标准对比
①ISA 100.11a和IEC WirelessHART网格(Mash)网络拓扑结构对比如图2所示。图2中,虚线表示IEEE 802.11a/b/g,实线表示IEEE 802.15.4。
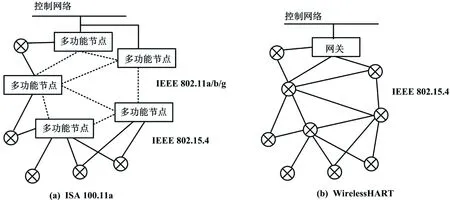
图2 网络拓扑结构对比Fig.2 Comparison of network topological structures
②IEC WirelessHART、ISA 100.11a和WIA-PA技术性能指标对比如表4所示。
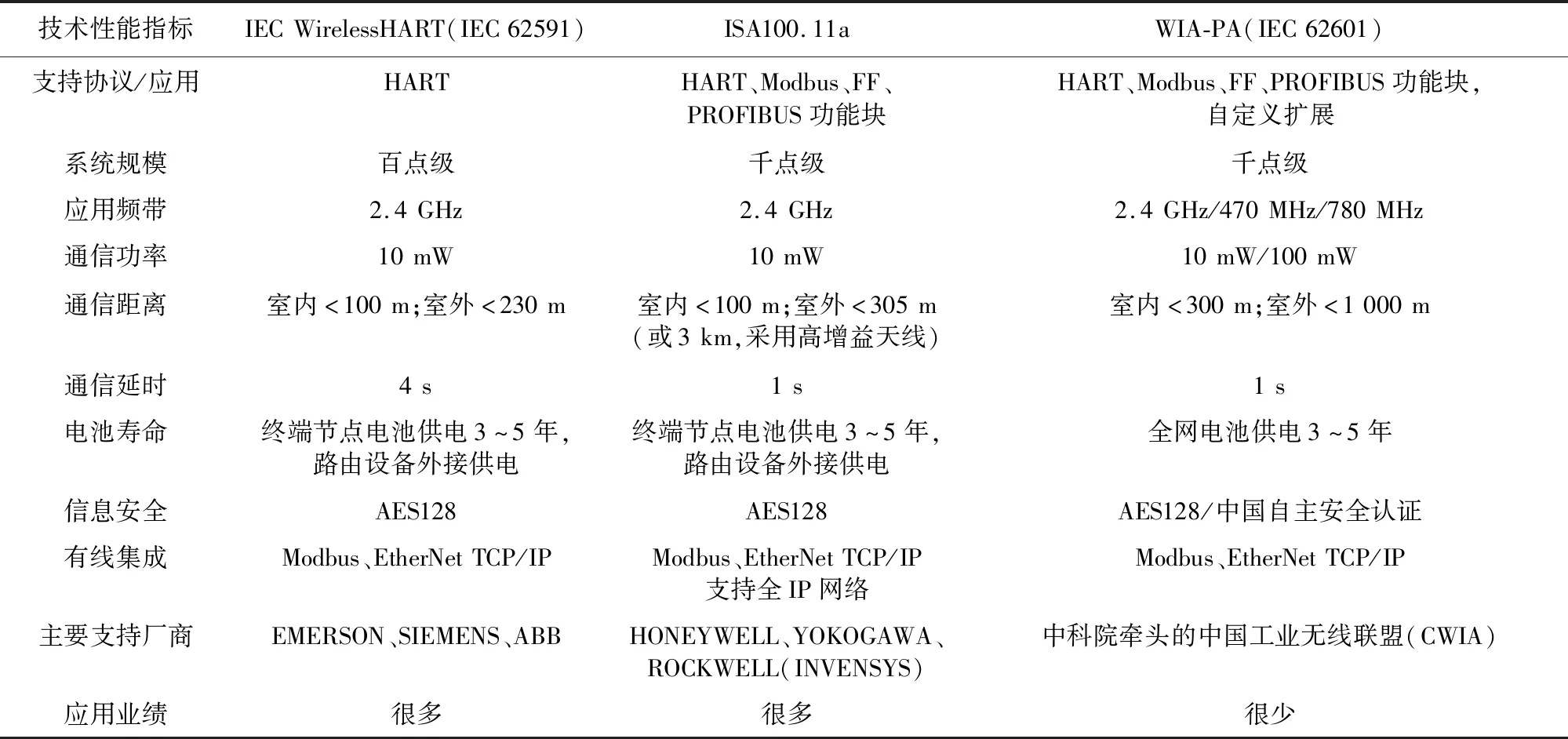
表4 技术性能指标对比Tab.4 Comparison of technical performance indexes
7 通用I/O技术应用
7.1 通用I/O技术概述
通用I/O技术又称电子布线技术,是由EMERSON于2008年首先在美国发布的,称为“Charms”;2012年,该公司又发布了本安型的“Charms-IS”。随后,国外的HONEYWELL推出了“Universal I/O”,YOKOGAWA推出了“Network I/O”,ABB推出了“Select I/O”,而国内的浙江中控技术公司、杭州和利时公司也相继研发并推出通用I/O产品。
到目前为止,国外已有大批流程工业的工程项目采用了通用I/O技术,国内主要有烟台万华工业园二期石化项目(大乙烯部分已于2019年12月投产)、中沙天津石化聚碳PC项目等石化项目(已中交),另外还有陆博润化工、埃克森美孚大亚湾石化等外资项目。
7.2 通用I/O技术优点
经过实际工程应用,通用I/O技术具有以下优点和应用效益。
①光纤通信容量大、效率高:在一根光纤上通信所传输的数据量超过240 Gbit/s。传统方案中,1个仪表信号需要2根铜芯电线。而新方案96个仪表信号仅需1对冗余光纤进口传输,将电缆铺设成本降低到原来的8%左右。由于将I/O模块前置,控制室机柜间只需要布置控制器CPU模块即可,使控制系统机柜占地面积大大减少。
②抗电磁干扰能力强、传输质量佳:电信号传输不能解决各种电磁干扰问题,而光纤通信天然地不受各种电磁干扰。
③材料成本低:光纤材料来源丰富,其主要原料是石英,地球上到处都有;而电信号传输用的铜金属资源有限,价格昂贵。
④可靠性高:现场信号在通用I/O机柜或现场通用I/O接线箱转换为数字信号,通过冗余铠装光纤总线传输到控制器。控制器可以监测通用I/O机柜或现场通用I/O箱的温、湿度等运行环境信号。这些技术提高了信号传输和接线箱运行的可靠性。
⑤设计、供货、安装工作量小及工期短:在项目设计阶段,通用I/O技术使工程师可以跨过硬件设计直接进行软件组态。硬件的标准化设计大幅降低了耗时的系统I/O分配及点组态工作量,可以实现即时供货。在安装阶段,复杂的机柜室接线和校线工作消失了,工作量大幅度降低。
⑥节省机柜室空间:由于取消了过渡接线柜和中间端子排,大幅减少了空间。
⑦可维护性好:通用I/O支持AI、AO、DI、DO、PI、MAMUR等多种信号类型,并可通过组态软件随意进行类型转换,方便项目后期维护和工厂改造升级。
7.3 通用I/O技术缺点
在带来诸多应用效益的同时,通用I/O技术应用也存在以下问题。
(1)通用I/O混装既是优点,同时也给检维修带来一定的不便。
(2)现场安装通用I/O接线箱在恶劣环境下需要考虑以下问题。
①如何满足-20~+55 ℃防爆环境温度要求?其对策为宽温设计、遮阳棚、防高温措施。
②如何满足早晚温差带来的箱内结露问题?其对策为用仪表风连续吹气。
③如何满足现场盐雾腐蚀问题?由于ISA S71.04标准G3等级的防腐要求不适合,故对策同上。
④如何满足现场带电开箱维护问题?由于Exe防爆设备不允许带电开盖,故对策为开动火票。
⑤如何避免阻挡操作维修通道?其对策为进行合理布置。
⑥现场需配防爆交流配电箱、光缆分配箱等,增加了额外设备。其对策为采用光/电复合缆等。
8 数字通信技术发展趋势
过程自动化领域数字通信技术是智能自动化技术中的第一步,即实现过程信息智能感知与集成的关键基础技术[13]。随着新一代ICT技术和过程自动化技术的发展,根据预测分析,在过程自动化领域的数字化信号传输及通信技术将呈现以下主要发展趋势。
①现场总线技术趋向工业以太网方向发展。
尽管低速现场总线技术发展已趋于成熟,但随着流程工业智能生产对海量过程信息测量与数据集成的需要,低速现场总线已向高速现场总线过渡,并趋向工业以太网发展。
②以太网-APL技术将成为新一代工业以太网的前沿技术之一。
工业以太网不仅用作高层工厂管理网和过程控制网,而且将通过以太网-APL直接和现场仪表设备连接,实现“E网到底”。
③通用I/O技术已在流程工业中逐渐推广应用,并将成为热点。
由于通用I/O技术具有投资省、工期短、安全、可靠性高等诸多优点,它在国内外的流程工业项目上的应用市场将会很快超过现场总线,成为过程自动化领域的热点技术[14]。
④工业无线仪表技术将成为过程自动化领域的补充技术。
由于工业无线仪表技术在特定场所应用的诸多优点及稳定的市场份额(约6%),它将成为过程自动化领域的数字通信技术的有效补充。
9 结论
本文从过程自动化领域数字通信技术的应用与市场需求角度出发,对基础自动化层的5种数字通信方式,即现场总线、工业以太网、以太网-APL、工业无线仪表、通用I/O技术进行阐述。基于对这些技术的分析,建议中国仪表自动化企业界和流程工业企业用户能够抓住全球工业4.0、大数据、人工智能和智能制造的大趋势及良好机遇,大力研发现场总线、工业以太网、通用I/O、以太网-APL、工业无线仪表等热点技术和前沿技术并研发生产相关仪表设备和控制系统;同时,应关注边缘计算与云计算协同、窄带物联网(narrow band Internet of Things,NB-IOT)、LoRa网络、TSN及OPC UA等其他前沿ICT技术的发展与开放型自动化架构(open process automation forum,OPAF)技术[15]的融合,使过程自动化领域的数字通信技术和智能自动化技术成为推动流程工业企业数字化转型升级的关键技术与核心利器。
猜你喜欢
仪器仪表用户(2022年4期)2022-04-01
仪器仪表用户(2022年3期)2022-03-04
电子制作(2018年11期)2018-08-04
电子制作(2018年8期)2018-06-26
电子制作(2018年2期)2018-04-18
通信产业报(2017年6期)2017-03-27
通信产业报(2017年3期)2017-03-24
电子制作(2017年24期)2017-02-02
汽车维护与修理(2016年10期)2016-07-10
汽车维护与修理(2016年3期)2016-02-28
