
冷喷涂技术及其在航空结构修复中的应用与研究现状
2022-03-08 05:21彭智伟
中国设备工程 2022年4期
彭智伟
(中国飞机强度研究所,陕西 西安 716605)
1 前言
再制造产业在国外被称为“朝阳产业”或“潜在的巨人”。在我国,再制造技术作为国家新型战略性产业,高度契合了国家发展循环经济战略,得到了高度重视。中国工程院徐滨士院士针对我国特有的状况,提出了将先进的表面工程技术融入再制造工程,从而实现废旧零件的尺寸恢复和性能提升的再造产业路线。
冷喷涂是20世纪80年代中期新发展起来的一种新型涂层加工技术,在对其的研究过程中,由表面防护涂层制备深入到增材制造与修复再制造技术。相较焊接、热喷涂等传统修复及激光再制造技术、材料胶结等一些新型修复技术,冷喷涂修复技术具有一些其他技术无法比拟的优点:(1)不同于热修复技术固有的颗粒熔化-凝固过程,冷喷涂过程中材料的温度远低于其熔点,喷涂颗粒在碰撞基体前处于固态,对基体热影响较小,在整个喷涂过程中,材料发生氧化、相变、晶粒长大的程度低,喷涂材料的成分与组织结构能够保留到涂层中,保证了修复层组织性能的均匀性和稳定性,这为一些热敏感材料的修复带来了曙光;(2)在冷喷修复过程中,涂层由持续不断的固态粒子撞击碰撞而成,其形成的残余应力为压应力而非拉应力;(3)可用于喷涂及可用作喷涂基体材料范围广,目前,冷喷涂可实现在大部分的金属基材料及一些有机材料基体上的喷涂沉积,并实现了在一些高硬度、高熔点材料上辅以激光辅助喷涂实现冷喷沉积,这使得冷喷修复层还可以被用作耐磨、导电等功能材料进行利用。作为一种低温成型技术,冷喷涂技术存在一些尚无法克服的缺陷如孔隙等,这类缺陷的当前的检测与观察是通过显微镜观察来完成的,鲜有对冷喷涂技术缺陷的无损检测研究的报道。
本文将从冷喷技术的基本原理、常见喷涂缺陷、质量性能评价、在航空结构修复中的应用进行了介绍及展望,并对该技术未来关注的研究方向给出了建议。
2 冷喷涂修复技术现状
2.1 冷喷涂技术原理
冷喷涂技术是以空气动力学原理的喷涂工艺,其工作原理可简单地归纳为:喷涂颗粒以高压气体(压缩空气、氮气、氦气等)为载具,在喷枪内混合形成一股高速气压粒子流,并以一定的速度与基板进行碰撞,形成粒子在基板上的沉积。将颗粒可以有效沉积在基板上的撞击速度,称为临界速度;撞击速度低于临界速度时,喷涂颗粒将在基体上留下撞击痕迹而反弹;在喷涂的沉积临界速度以上,还存在着一个冲蚀速度,一般认为,冲蚀速度比临界速度大2~3倍,在此速度上喷涂颗粒不能有效沉积在基板上,反而对基板产生冲蚀作用。因此,在塑性材料上,在给定的喷涂颗粒及温度条件内,只在一定的喷涂颗粒碰撞速度范围内观察到了沉积现象,即出现所谓的“沉积窗口”。
绝热剪切失稳被认为是主流的冷喷涂结合机制,其通常被描述为由颗粒撞击带来的温度提升效应和加工硬化之间的竞争关系。绝热剪切失稳侧出现使喷涂粉末与基板良好结合提供了充分条件,目前已被认可的结合方式为机械结合、物理结合、冶金结合、化学结合这四种。
2.2 喷涂缺陷
通常来说,涂层孔隙率越低,结合强度就越大,除此之外,孔隙率还决定着涂层抗摩擦磨损、腐蚀、疲劳等性能,因此,冷喷涂的孔隙率被作为涂层性能的重要指标之一。作为一种利用高速气流将颗粒沉积于基体试件的喷涂制造工艺,在整个喷涂过程中喷涂颗粒没有被融化,始终保持固体形态,因此冷喷试件中存在孔隙是不可避免的。国内部分文献指出,当喷涂颗粒或基体材料二者中有一方的材料硬度比较软时,喷涂层孔隙率较小,反之,两种材料硬度较大时其孔隙率较大,李文亚对纯Ti之间进行喷涂,得到的孔隙率在10%以上,如图1所示。出现这种情况的原因可能为硬度较高的材料,碰撞过程中变形较小,绝热剪切失稳困难,不利于颗粒与基体、颗粒与颗粒之间的结合,增加了喷涂颗粒之间的不完全重叠,提高了孔隙的存在。

图1 冷喷涂Ti断面组织(黑色表示孔隙)
冷喷涂在沉积过程中除孔隙外,还会出现裂纹缺陷。王洪涛在采用Ai_Fe混合颗粒进行喷涂中发现有部分Fe颗粒沿晶界开裂(图2中涂层黑色箭头所示),其认为颗粒之间碰撞细化导致了Fe颗粒的开裂现象。杨康在进行Cu_Ni_Ai复合涂层内部粒子间的结合特性研究中也发现了冷喷涂颗粒裂纹(如图3所示),并将其原因归结为Cu颗粒在沉积过程中发生再结晶细化,同时由于不同颗粒之间的热膨胀系数不同及颗粒之间存在的孔隙,最终导致Cu颗粒开裂。

图2 冷喷涂Al/Fe复合涂层表面形貌

图3 采用FIB切割后粒子间结合界面SEM照片
冷喷涂缺陷很大程度上可以通过对冷喷涂工艺的调整,去除或减少冷喷涂缺陷。对于孔隙这种无法去除的缺陷,可以通过改变喷涂气体种类、压力、温度以及加入喷涂硬质颗粒加强喷丸效果、喷涂后热处理等工艺减少孔隙率。但是,在通过工艺调整冷喷涂缺陷的同时,也可能带来别的问题,喷涂后的热处理可减少孔隙率及防止热膨胀导致的收缩裂纹但会出现部分晶粒粗大,硬质喷丸颗粒的加入减少了孔隙率却又会在喷涂层中出现硬质颗粒的夹杂。
2.3 质量性能评价
涂层的显微硬度和结合强度是衡量涂层质量性能的重要依据。在制备的喷涂层的硬度测量中,涂层的硬度大于原始喷涂颗粒,且具有硬度分布从表面至涂层内部硬度从低至高的特征,其原因为在沉积过程中底层沉积颗粒受到后续颗粒的碰撞挤压及夯实,这种加工硬化使底部颗粒越来越致密,硬度大;当喷涂颗粒中混合有硬质颗粒时,所得的涂层硬度高于无硬质颗粒的喷涂的涂层,随着硬质颗粒含量的增加,涂层的硬度先升高后降低,这说明硬质颗粒在喷涂过程中增加了喷涂过程中加工硬化作用,但作为硬相过量的硬质颗粒到达饱和后,其对基体的冲击及反弹将阻碍颗粒的沉积。冷喷涂层进行结合强度拉伸试验过程中,断面呈现出两种不同的状态,一种是涂层残留在两侧断面上,一种是涂层只残留在一侧断面上,如图4所示。出现这两种不同断面是结合强度与涂层内聚力在拉伸过程中抗衡的结果,当内聚力小于结合强度时,断面呈现第一种双面分布的状态,当内聚力大于结合强度时,涂层与喷涂基体完全分离。同一基体涂层其结合强度,涂层厚度越大时,涂层的结合强度越大。
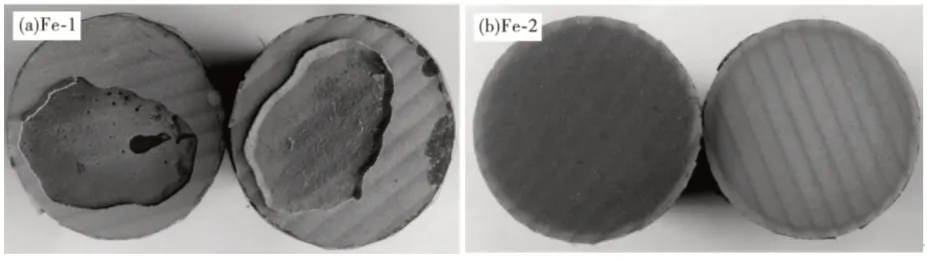
图4 涂层拉伸断裂照片
靳磊等对冷喷涂工艺的硬度进行了研究,发现同种气体条件下,温度越高,硬度也越大;在相同温度和气体压力下,采用He气制备的涂层较N2更加致密,硬度也大;气体压力的增大硬度也随之升高。同时,更高的气体温度、气压及比热系数更高的He气在冷喷涂过程中将提供更高的喷涂颗粒速度,从而带来更高的涂层结合强度。
现阶段,在冷喷涂中加入了一些辅助加工技术,如喷丸、激光、热处理、热轧等技术手段,以提高涂层的质量性能,在这些技术手段中,热处理运用较为广泛。李文亚在Fe涂层、Ti涂层热处理中发现,热处理提高了涂层的拉伸强度,但降低了涂层的显微硬度。热处理的加入促进了界面的扩散连接形成了金属间化合物,加强了局部冶金结合,因此,对结合方式形成机理的认识及其工艺控制就显得很有研究价值。同时,热处理的引入会导致涂层晶粒的粗大,甚至部分涂层出现显微硬度下降的情况,因此,在追求冷喷涂工艺性能时,应在所需性能中进行平衡及取舍。
2.4 在航空修复上的应用
冷喷涂层因其巨大的优点现以开始应用于防腐、耐高温、耐磨、导热导电、修复及增材制造等广泛的领域。在冷喷涂的修复应用中,现阶段,冷喷涂修复主要用于零部件尺寸外形的修复,航空工业被认为可能是冷喷修复的最大受益者。某些航空材料(尤其是铝镁合金)会出现严重的腐蚀和磨损情况,在使用冷喷涂前,很多腐蚀及磨损的零件无法重现进行修复使用,因为缺乏相对应的结构尺寸修复技术。
在国外,美国陆军研究实验室(ARL)早在2000年就开始开展冷喷涂修复技术在航空领域中的应用研究,2001年创建了冷喷涂研发中心。在前期工艺研制的基础上,ARL成功地将冷喷涂技术用于阿帕奇直升机铝合金桅杆支座的修复上,冷喷涂后的基体材料的抗拉强度、疲劳性能均无降低,在经中性盐雾7000h后修复区基体未见明显的腐蚀;在后续的修复过程中,研究人员在喷涂的铝颗粒中加入了一定量的Al2O3硬质颗粒,随着硬质颗粒的加入,研究人员发现,含有硬质颗粒的冷喷涂层在表面耐磨性、喷涂层硬度和结合强度方面都有很大的提高。在修复的过程中,各修复公司及机构也在积极推进修复标准的进程。王娟报道了阿克伦大学与AMES公司及SAFE公司积极合作,推动FAA对民航磨损件和腐蚀件上应用冷喷涂修复技术的批准,标准航空公司与各类OEM厂商持续性对冷喷涂零件修复情况进行跟踪调查,希望能将更多的修复调查结果转变为航空发动机修复手册中的修复标准。
在国内,石阚艳等采用冷喷涂铝对飞机铝合金瓦片及铝合金框磨损及腐蚀的冷喷修复;陈利修等人用Cu-Zn-Al2O3复合冷喷涂层对斯太尔发动机水道腐蚀区域进行了修复,其涂层表面硬度平均HV0.05为143.6,耐磨性是斯太尔发动机的5倍,有效地延长了该部件的使用寿命。
目前,在国内外航空冷喷技术涂理修工作中,主要应用于非关键结构件上的腐蚀及磨损损伤,同时,暂未见有关于裂纹、孔洞等缺陷修复的报道。国外在修复的同时已开展了冷喷涂技术修复的标准及规范建设,我国由于机理研究的欠缺及修复设备上的差距仅有几例修复的报道。
3 结语
冷喷涂在喷涂中所展现出来的特性,使得其从一项表面喷涂技术,延伸至零部件的修复领域。其在国内外航空领域的维修应用,更加速了各国学者对其应用的广泛思考。
将冷喷涂作为一种通用的修复技术,尚存在一些地方需要完善:(1)成本控制,降低喷涂颗粒及喷涂气源成本控制。(2)深层次的机理研究,调节工艺参数,改善涂层性能。当前采用冷喷涂技术的修复,还仅停留在对非关键结构零部件外形外观的修补及一些零部件的外层耐磨防腐功能性使用上,如何提高冷喷涂材料的塑性及其与基体材料的结合强度,使其应用于主要结构件的修复中,成为航空维修领域的一种通用技术。(3)冷喷涂试件的无损检测问题。①孔隙的检测:冷喷涂技术作为一种以高速气体为载具带动喷涂颗粒,主要以机械咬合、物理结合作为颗粒沉积方式的结合方式,孔隙始终存在于冷喷涂层中,这种缺陷将以何种宏观性无损检测方法检测,特别是针对在役飞机的原位检测更是一大难题;②混合颗粒的检测:在冷喷中为保持与基体材料一致或追求某种性能如降低孔隙而加入硬质颗粒加强喷丸效果,而采用混合颗粒进行喷涂,这些颗粒在喷涂层中的交错分布甚至偏聚性分布,会对无损检测带很大的困难,如颗粒声速及尺寸不一造成超声检测声速衰减的不均匀性,颗粒密度的不同造成射线检测穿透性的不一致性;③裂纹修复后的扩展跟踪检测:含裂纹修复件在使用中,基体裂纹在使用过程中的扩展情况,特别是冷喷涂层在使用过程中出现与基体层在同一平面出现裂纹时,对二者裂纹的区分及扩展跟踪。
作为一项可产生巨大经济及军事效应的修复技术,冷喷涂修复技术必将开创在航空结构修复中的新时代。
猜你喜欢
广州化工(2022年20期)2022-12-01
科技视界(2022年21期)2022-11-08
表面技术(2022年1期)2022-02-12
汽车工程师(2021年12期)2022-01-18
煤气与热力(2021年5期)2021-07-22
建材发展导向(2021年6期)2021-06-09
中南民族大学学报(自然科学版)(2021年1期)2021-02-02
石材(2020年11期)2021-01-08
铝加工(2020年6期)2020-12-20
兵工学报(2019年4期)2019-05-08
