
FDM 全彩3D 打印的混色延迟处理方法研究*
2022-03-09 01:49张帆许亚婷谢双楠
科技与创新 2022年4期
张帆,许亚婷,谢双楠
(武汉理工大学机电工程学院,湖北 武汉 430070)
3D 打印技术是快速成型技术的应用之一,对现代工业生产维度的创新及拓展有极其重要的意义。其中,熔融沉积成型3D 打印技术经济成本低廉、原理操作简单、制造效率高,在教育科研、工业制造、艺术设计等领域得到广泛应用[1-3]。基于FDM 的全彩3D 打印将逐步成为未来工业工艺市场的需求和发展趋势。
全彩3D 打印对多种颜色材料进行融合,由于设备性能、喷头结构、材料填充比例及速度等影响,造成混色颜色不可控,使打印颜色不准确、颜色转换时混色延迟[4]。颜色转换的混色延迟主要发生在打印机从一个混合颜色变更到另一个混合颜色时,混合腔中仍存有上一种混合颜色材料。混色延迟的处理可以根据设备参数,对打印路径进行优化调整,从而得到普适性处理方法。尽管国内外研究者对全彩3D 打印颜色处理有较为深入的研究,但针对混色滞后延迟的研究工作较少。因此,处理混色延迟对提高全彩3D 打印颜色可控性、促进全彩3D 打印行业发展是必要的。
本文首先介绍全彩3D 打印混色延迟处理原理,接着利用材料及结构等相关参数,分析得到正确的处理方法。最后通过3D 打印实例对该混色延迟处理方法进行分析验证,旨在为FDM 全彩3D 打印的混色延迟提供合理适用的处理方法,提高全彩3D 打印颜色的可控性、精确性,促进全彩3D 打印的发展。
1 “三进一出”全彩3D 打印原理
1.1 3D 打印流程及混色延迟原理
基于FDM 的“三进一出”全彩3D 打印流程如下:导入三维模型,利用切片软件进行切片处理。在软件中设定颜色及相应范围等相关路径参数,生成相应G代码。将G 代码导入主板,G 代码指令控制打印机运动。全彩3D 打印的材料为青色、品红色、黄色3 种热塑性PLA 材料,根据G 代码指令将所需不同颜色原材料按比例在混合腔内加热混合,再由挤料口挤出[5]。喷头根据G 代码中填充指令进行相应轨迹运动,并挤出材料,挤出的材料迅速固化,层层堆叠后形成所需三维物件[6-8]。
在打印过程中,打印机接收到从颜色A 转换为颜色B 的指令后立即改变进料速率以实现颜色的变更,但混合腔内仍存有颜色A 材料,打印机需打印出混合腔内残余颜色A 材料后,才能开始打印颜色B 材料,因此造成混色延迟。
1.2 路径代码指令处理原理
G 代码(G-code)是使用最为广泛的数控编程语言,主要由关键字母G、M、X、Y、Z、E、F 等加上后续的数字字符组成。在G 代码文件译码过程中,首先识别关键字母,识别出控制指令、辅助指令以及说明性指令,再跳转到对应的驱动加热头、读取温度等辅助函数接口[9]。
3D 打印中,切片软件对三维模型进行切片处理后,获取模型各切平面轮廓信息,并对其进行填充处理,生成该模型的G 代码文件,控制打印机运动[10-11]。G 代码文件主要由3 部分构成,分别为起始代码、路径打印代码和结束代码。其中,常见路径打印代码指令包括:①G0 指令,标识位置跳转;②G1 指令,线段拟合曲线;③M165 指令,定义挤料比例[12]。
本文使用的3D 打印颜色切换方法原理主要根据M165 指令识别G 代码中的颜色切换点,并通过G 代码与残余材料体积,确定填充部分或废料柱匹配位置,记录颜色切换位置,对路径代码进行调整,最后输出新的规划路径。
2 全彩3D 打印混色延迟处理方法
2.1 颜色切换方法原理
由于打印颜色由3 种材料混合而成,混合腔的存在不可或缺。因此,颜色变更时,混合腔中不可避免地存在上一颜色的残余部分。为解决混色延迟,需要对该残余部分进行相应处理,使其不影响打印的三维物体表面颜色的转换。本文中,采用颜色切换的方式,将混合腔内残余材料用于打印物体内部填充部分或废料柱,从而对混色延迟进行处理。
颜色切换方法通过对G 代码文件的后处理实现。当读取至颜色转换指令M165,计算混合腔残余材料体积,与同层剩余填充部分Vr需打印体积Vi进行对比。如果Vr>Vi,表明同层填充部分打印完成后,混合腔内仍存在残余材料,此时应在打印填充部分完成后,跳转至打印废料柱,待残余材料消耗殆尽后返回原位置正常打印;如果Vr≤Vi,表明打印机混合腔内残余材料可在填充部分的打印中耗尽,不需打印废料柱。
2.2 混色延迟处理流程
针对“三进一出”全彩3D 打印存在的混色延迟现象,采用颜色切换方法,需进行如下工作:①废料确定。根据混合腔体积确定颜色转换所需打印废料量,规划废料打印路径。②颜色切换点确定。确定G 代码文件中颜色变化位置,记录跳转前的坐标,并标记为颜色切换点。③位置匹配点确定。通过废料量、颜色切换点位置、同层剩余填充部分体积,经计算确定同层填充部分代码或废料柱代码中与废料量位置匹配的位置,并标记为位置匹配点。④跳转执行。从颜色切换点插入匹配的填充部分代码或废料柱部分代码,并对G 代码进行相应调整。本文颜色切换方法主要包括废料确定、颜色切换点确定与位置匹配点确定3 个过程。
2.3 废料确定
基于FDM 的“三进一出”全彩3D 打印机混合腔结构一般为圆柱体。颜色转换时,残余材料集中于混合腔内,设混合腔体积为V,即变色时产生的时滞。可得:式(1)中:d为混合腔横截面直径;h为混合腔高度。
打印机在某一层打印时,设变换颜色次数为N,则变色产生的总时滞Vsum=N×V=Nπ(d/2)2h;设在该层打印中,填充部分所需最大打印体积为ΔEmax。
当颜色切换点出现时,首先判断是否需要打印废料柱。根据Vsum与ΔEmax大小关系,可能出现以下2 种情况。
Vsum≤ΔEmax:残余材料在填充部分打印的过程中可消耗完毕,不需要打印废料柱。
Vsum>ΔEmax:当填充部分完全打印完成时,残余材料仍未消耗完毕,为保证打印的精确性,应在填充部分打印完成后,立即跳转至打印废料柱部分,将残余材料打印完毕。
2.4 颜色切换点及位置匹配点确定
本文中,颜色切换点为打印机在颜色转换时,填充部分代码或废料柱部分代码插入的位置,即打印机颜色转换时开始废料打印的初始位置;位置匹配点为插入的填充部分代码或废料柱部分代码的终点位置,即打印机废料打印完成后跳转回正常打印的插入代码的结束位置,如图1 所示。其中,X、Y值表示笛卡尔直角坐标系坐标点,E为打印机在该条指令中的挤料体积。出现G0 指令时,挤出装置将停止挤出材料,并快速从现在的工作点移动到下一个工作点;出现G1指令时,2 段相邻G1 代码表示一线段式路径运动轨迹;出现M165 指令时,挤料装置按照比例指令挤料,对于M165A∶B∶C指令,A、B、C为百分比,且A+B+C=1。
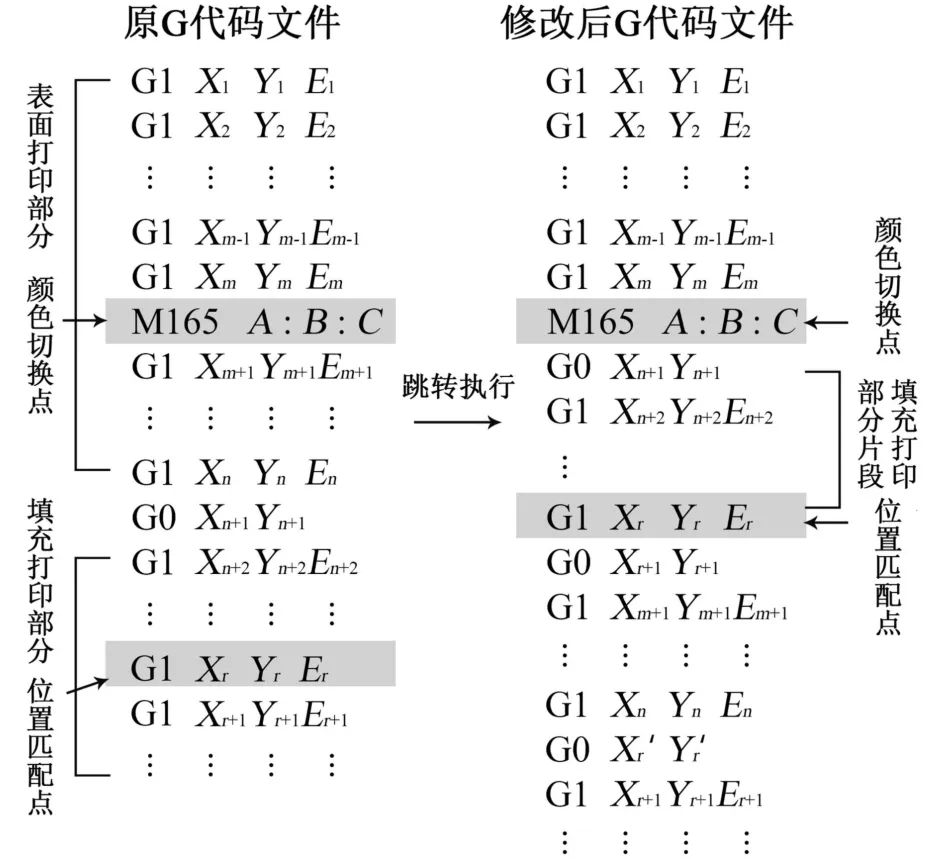
图1 颜色切换点及位置匹配点
单层打印中,变色产生的总时滞为Vsum,插入的部分填充或废料柱代码打印的总体积为Esum=En+2+En+3+…+Er,则应使Vsum=Esum成立,即Er=Vsum-(En+2+En+3+…+Er)。
由于两段相邻G1 代码表示一线段式路径运动轨迹,位置匹配点的位置可能出现以下2 种情况。
理想情况:该G 代码中刚好存在某一行代码中的Ex值恰好等于Er,使Ex=Vsum-(En+2+En+3+…+En-1)。
非理想情况:该G 代码中没有一行代码中的Ex值与Er相同,但存在相邻代码E值Ex-1、Ex,使En+2+En+3+…+Ex-1<Vsum<En+2+En+3+…+Ex-1+Ex。
为保证色彩精确度,对于第二种情况,可设定位置匹配点为Ex,使残余材料完全耗尽,不影响打印物件色彩精确度。
3 混色延迟处理实验分析
3.1 全彩3D 打印实验条件
实验装置采用自主开发的基于FDM 的“三进一出”全彩3D 打印系统,切片处理软件采用STUDE-CURA,打印材料为PLA,材料直径为1.75 mm,打印温度为200 ℃。
3.2 三进一出”全彩3D 打印实验验证
3.2.1 颜色转换方法实验分析
三维模型经过切片处理后的颜色切换点出现在颜色转换指令出现时,位置匹配点出现在与颜色切换点同层打印、满足变色时产生时滞关系的填充部分或废料柱部分。为进一步验证上文颜色切换方法正确性,采用同一模型,设计使用和未使用颜色切换方法2 组对比实验,通过对比实验结果,评估验证转换方法对混色滞后的处理作用。
由于3D 打印中,多层打印的颜色切换方法处理由多个单层打印的颜色切换方法处理组成,因此,本实验仅对单层打印中颜色切换方法处理进行实验验证。
3.2.2 单层3D 打印模型设计及处理
为使实验效果更加明显,设计一种由2 种对比分明颜色,即红色与蓝色组合而成的立方体组合模型。实验所用模型长4 cm,宽2 cm,由于实验为单层打印实验,因此设定模型高0.25 mm。在打印过程中,在模型表面的中间位置对喷头中材料颜色进行切换。通过观察打印所得模型在中间交界部位的颜色变化以及2 种颜色所占比例,可得到明显的对比现象。
对该立方体模型生成的相应G 代码文件进行相应处理,处理前后G 代码相应路径轨迹如图2 所示,其中,①、④为模型外轮廓,②、⑤为模型填充部分,③为颜色切换点,在③处设定模型颜色由红色切换为蓝色。
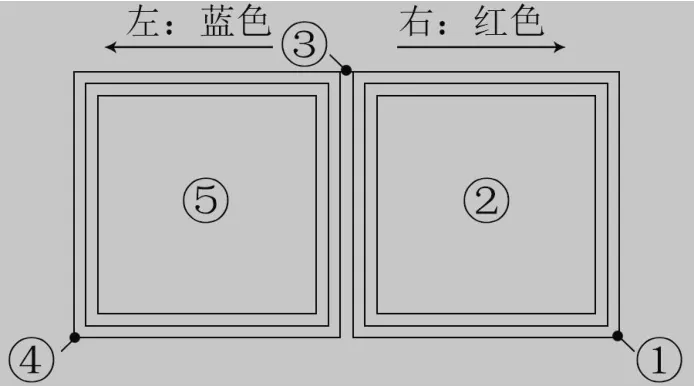
图2 打印机路径轨迹
未经处理时,打印机进行打印的顺序为①②③④⑤;处理后,将部分填充代码提前直颜色切换点后,此时打印机进行打印的顺序为①②③⑤④。将处理前后的G 代码文件进行实物打印,并对2 组实物的模型外轮廓①、④进行对比,如果处理后的实物在颜色切换点未发生混色延迟,则可证明本文颜色切换方法的可行性。
3.2.3 实验结果及误差分析
实验得到如图3 的单层长方形打印实物,图3(a)为未采用颜色切换方法打印出的实物,图3(b)为采用颜色提前切换算法后得到的实物。

图3 单层成型实验结果
通过实验结果进行误差分析,可以观察到两实物的右侧外轮廓(路径轨迹对应①处)与右下部分(路径轨迹对应②处)偏橘红色,且左右两侧红色深度分布不均匀,主要原因如下:①打印机刚开始打印时,混合腔内混色不均匀,导致开始打印时颜色出现偏差;②单层打印时,由于打印机喷头与底板间隙不绝对一致、打印机刚开始运行不稳定等原因,易使颜色浓度分布不均匀。预计在多层实验后该误差影响可忽略不计。
为验证误差原因,设置高度为23 mm 的多层模型,颜色设置为与实验模型相同的红色,通过该模型进行3D 打印得到如图4 的长方体打印实物。可以观察到该模型底部(第一层打印的部分)同样出现部分偏橘红色的情况,同时多层打印的实物外轮廓颜色浓度分布均匀。因此,可以验证单层实验出现的误差影响可在多层打印中忽略不计。

图4 高23 mm 的单色多层实物
在排除误差后,对单层打印实验结果进行分析验证,图3(a)中实物左右两侧外轮廓均为红色,在颜色切换点并未发生颜色转换,存在混色延迟现象;图3(b)中实物右轮廓为红色,左轮廓为蓝色,在颜色切换点发生颜色转换,不存在混色延迟现象。从单层实验结果可知采用颜色切换方法对基于FDM 的“三进一出”全彩3D 打印的混色延迟的处理是可行的。
4 结论
混色延迟的处理对全彩3D 打印行业发展具有重要作用。根据全彩3D 打印特点,基于FDM 的“三进一出”全彩3D 打印存在混色延迟问题,造成混色颜色不可控。针对该问题,对全彩3D 打印的混色延迟的处理方法进行研究,主要取得以下研究成果:①对切片处理生成的G 代码文件,结合打印装置特点,提出了颜色切换方法;②采用自主研发的基于FDM 的“三进一出”全彩3D 打印机进行颜色切换方法的实物实验,验证了该方法可行性与准确性;③该方法节约材料,利于环保,为全彩3D 打印的实现提供了技术基础。
猜你喜欢
中国检察官·经典案例(2020年12期)2020-01-11
意林·全彩Color(2019年11期)2019-12-30
环球时报(2019-06-12)2019-06-12
军事文摘·科学少年(2018年5期)2018-09-29
新高考·高二数学(2016年7期)2017-01-23
股市动态分析(2016年17期)2016-10-20
股市动态分析(2016年17期)2016-10-20
股市动态分析(2015年16期)2015-09-10
中学生数理化·高考版(2008年2期)2008-11-01
故事会(2007年19期)2007-05-14
