
PCCP管道生产工艺及质量控制要点
2022-03-16 10:17赵孟伟
河南水利与南水北调 2022年1期
赵孟伟
(河南省豫东水利工程管理局,河南 开封 475004)
1 PCCP的发展及应用
1.1 国内发展
PCCP被大量应用于中国市政、电力、水利等领域,有高压给水管道工程、长距离引水工程、高覆土引水工程、城市给水管网改造工程等。
1.2 引江济淮工程(河南段)的应用
引江济淮工程初设批复总投资73.78 亿元,PPP 模式下76.50 亿元。河南段输水线路总长度为195.14 km(初设),其中新建输水管道(PCCP)131.42 km,其(建安)投资约31.60 亿元,占批复总投资的42.80%,管径规格分别是2.20、3.00、3.20 m,管顶覆土最大为14~19 m,PCCP 管道长度占输水线路总长度的67.35%,穿越河道、公路、铁路约150处。
2 PCCP管道生产工艺流程
主要包括:钢圈加工、钢筒制作、管芯混凝土浇筑、缠绕预应力钢丝、辐射砂浆保护层、管道防腐处理、成品堆放等。见图1。
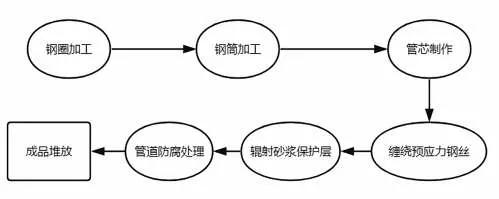
图1 PCCP主要生产工艺流程图
2.1 钢圈加工
生产工序为:将质检合格的钢板下料剪切、卷环焊接、打磨焊缝、把承口钢圈压边成型、承插口钢圈胀圆到设计尺寸、检验尺寸。经检验承、插口钢圈为同心圆,达到设计精度即为合格。
2.2 钢筒制作
将钢板带用轧机扎成长条;焊接扎下来的板带;在管道承口内侧、插口外侧和橡胶圈接触部位设承口、插口钢圈;将加工好的承、插口钢圈焊接在钢筒上,一端焊接插口异形钢圈,另一端焊接承口异形钢圈,注意朝向;钢筒制作完工后必须进行水压试验,经检验焊点无渗漏后方可进行下道工序。
2.3 管芯混凝土浇筑
将带有插口钢圈和承口钢圈的钢筒吊入管芯浇筑内外模中并准确定位校核,按照配料单拌和混凝土,将混凝土沿钢模内外壁浇入,使钢筒镶嵌在混凝土中,同时开动振动器,振捣混凝土。密实的管芯成形后按照规范要求对管芯进行蒸汽养护。混凝土强度达到设计强度的70%,才可进入缠丝工序。
2.4 缠绕丝预应力钢丝
将养护完毕的管芯吊出蒸汽养护室,立于预应力缠丝台上;随着台座旋转带动管芯旋转,以设定的螺距和预应力使高强钢丝缠绕在管芯上,缠丝应力波动控制在标准要求以内,注意缠丝过程同时喷水泥砂浆。
2.5 辊射砂浆保护层
管芯钢丝表面按标准配比水灰比先喷涂一层水泥净浆,然后用高速辊射机辊射水泥砂浆保护层,确保砂浆保护层净厚度达到设计要求,经专人检测合格后,结束喷浆,并进行第二次养护。
2.6 管道防腐处理
管子加工后向管外壁喷沥青一道,然后再进行起吊,管子边转变喷,与喷水泥浆做法相似;另外,将承、插口钢圈表面的水泥砂浆清除后,刷防锈漆两道。
2.7 成品堆放
PCCP管成品堆放时,管材下应放置如土袋、沙袋、枕木等缓冲材料或者修建小土坎;堆放场地应坚实、平整、有排水条件、无硬物或尖锐物,严格禁止双层叠放。
3 PCCP优点
3.1 承受较高的内压和外压
PCCP 管身采用钢材制成的钢筒和钢制承插口,接头处采用橡胶密封圈,确保了管体和接头处的抗渗性,所以管材具备承受较高的内水压力的能力;另外通过高强钢丝缠绕管身的方式对PCCP 管体施加预应力,当管体承受内压和外荷载时,PCCP所受到的张力正好被施加的预压应力所抵消,使得PCCP能承受较高的内压及外压。
3.2 通水能力强
PCCP 管身及其接头的内表面光滑,糙率n 小、流水阻力小;表面不结垢,不形成瘤节,所以其通水能力强。
3.3 密封性和抗渗性强
PCCP 依靠其特殊的复合结构和特有的接头形式,不但靠钢筒抗渗,而且利用橡胶圈受压反弹后密封接头,经加压设备水压力试验等检查后,要求达到管身不会出现渗水,接头不会出现漏水现象。
3.4 良好的耐腐蚀性和耐久性
PCCP 的钢筒被密实的混凝土包裹,高强预应力钢丝被水泥砂浆保护层所包裹,承插口都经过防腐技术处理过,且安装后其外露部位又采用砂浆灌注封口,所以PCCP管具有良好的耐腐蚀性和耐久性,使用寿命可达50年以上。
4 质量问题及缺陷的表现形式
主要为钢筒变形、失圆、凹陷;管芯内表面凹坑、蜂窝、麻面;管芯混凝土内外壁分层、剥落、塌落、裂缝、管芯混凝土蜂窝、麻面;缠丝接头绞绕、搭接、翘起;砂浆保护层、裂缝、空鼓、掉块;承插口破损、锈迹;涂层龟裂、皱皮等现象。
PCCP的质量控制关键在于原材料的质量控制和生产过程的质量控制,尤其是关键原材料和关键生产工序的质量控制。
5 PCCP的质量控制
5.1 关键原材料的质量控制
PCCP生产原材料包括:高强钢丝、接头绑扎钢丝、焊丝、焊条、锚固块、水泥、水、粗骨料、细骨料(砂)、外加剂、薄钢板、插口型钢、承口条钢、防腐材料、橡胶圈等,要把控好材料生产商的选择,严控原材料的使用,针对材料的检查、抽样等工作的关键环节,要做到准确、无误、不漏项、不漏检,禁止检验不合格原材料进入产品生产环节。
5.1.1 钢丝、薄钢板
预应力钢丝应用冷拉钢丝,力学性能应符合GB/T5223 的规定;最大抗拉强度≤1 670 MPa,直径≥5 mm,重点检验抗拉、氢脆敏感性、松弛指标是否满足要求;薄钢板厚度≥1.50 mm,其屈服强度不低于215 MPa、抗拉强度设计值不低于310 MPa。
5.1.2 水泥
制管用水泥应采用硅酸盐水泥、普通硅酸盐水泥等,水泥性能应符合GB175,GB/T19685-2017 规定。水泥中铝酸三钙(C3A)含量一般控制≤8%,同时要重点关注水泥中的碱含量。
5.1.3 砂石料
管芯混凝土宜用人工砂或天然中粗砂,其含泥量≤2%,保护层水泥砂浆宜采用天然细砂,其含泥量≤1%;管芯混凝土所用粗石料,应为卵石或人工碎石,其最大粒径≤31.50 mm,且不得大于混凝土层厚度的2/5。
5.2 关键生产工序的质量控制
5.2.1 钢圈、钢板加工
承、插口接头钢环的对接焊缝应保证打磨的光滑并与附近表面取平,焊缝表面不得出现夹渣、气孔、裂纹等缺陷。承、插口钢圈的尺寸、断面形状应符合设计规范要求,表面要保持光滑,且无麻面、毛刺和重皮,钢圈外露的部分必须涂刷防锈漆或采用其他防锈手段加以保护。
钢板带切割应由专人持证操作,切割缝一般应控制在1.50~2.00 mm,切割完成后存在的毛刺、溶渣等采用砂轮打磨清理,并严格按照设计要求完成焊缝坡口处理。
5.2.2 管芯混凝土制造
管芯混凝土制造过程中应主要控制水泥温度、混凝土浇筑温度、配合比设计、混凝土坍落度、混凝土养护等,采取养护措施,重点关注外界环境温度和管芯混凝土温度,避免温差过大引起管芯开裂。
5.2.3 砂浆保护层制造
制作时所使用的的水泥应与管芯混凝土水泥同一品种,保护层砂浆含水量应控制在8%~9%比较适宜。
6 总结
PCCP 制作工艺、生产流程、PCCP 优点的介绍与说明,枚举出PCCP 质量及缺陷问题常见表现形式,要保障质量需重点关注钢丝、薄钢板、水泥、砂石料等原材料质量;对钢圈、钢板加工、管芯混凝土、砂浆保护层生产工序要严格按照国家规范、设计要求、生产工艺、工序要求生产,影响质量的关键就是在于关键原材料的质量控制和关键工序的质量控制。
猜你喜欢
煤炭工程(2022年9期)2022-09-23
采矿与岩层控制工程学报(2022年2期)2022-03-24
建材发展导向(2021年13期)2021-07-28
建材发展导向(2021年11期)2021-07-28
伴侣(2020年5期)2020-06-01
服装学报(2020年2期)2020-05-20
科技与创新(2019年24期)2020-01-02
发明与创新·小学生(2019年9期)2019-09-12
建材发展导向(2019年11期)2019-08-24
妇女生活(2016年6期)2016-06-08
