27SiMn钢中厚板焊接工艺研究
2022-03-22 04:18黄上甫王梗蕊富泉吴自晟郭亚峰
金属加工(热加工) 2022年3期
黄上甫,王梗蕊,富泉,吴自晟,郭亚峰
武汉重型机床集团有限公司 湖北武汉 430205
1 序言
27SiMn钢材料主要用于生产无缝钢管或圆钢,可制造工程机械用液压缸、旋挖钻机的钻杆、活塞杆等产品。因此,该类产品往往工作环境恶劣,需要承受较大的动载荷,要求母材必须具有较高的强度、足够的冲击韧度。目前,国内对27SiMn钢材料研究主要是针对力学性能和生产过程中热处理工艺展开,其中涉及到焊接工艺的研究极少,也主要以27SiMn钢管与一些其他钢种的异种钢焊接。此类异种钢焊接的要求一般采取“就低原则”,焊接工艺要求不高。
2 研究背景
某项目设备中的关键工件小横梁、上横梁是采用27SiMn中厚板焊接加工而成的箱型梁结构件,如图1、图2所示。上横梁中间箱型梁结构由40~75mm厚的27SiMn正火钢板焊接而成,两端头再采用27SiMn钢调质态的锻件焊接。此关键工件连接27SiMn钢的液压缸,根据使用工况用于驱动设备核心部件的调整变化,运动过程中承受动载荷。因为27SiMn钢焊接性较差,所以保证其焊接质量,成了决定该关键设备能否正常使用的重要因素。同时,该工件与27SiMn钢通常作为无缝钢管使用也有区别,因其既有正火状态的27SiMn中厚板焊接,也有调质状态的27SiMn锻件焊接。为此,开展对27SiMn钢中厚板焊接工艺的研究具有工程实用价值。

图1 小横梁结构

图2 上横梁结构
3 化学成分和力学性能
试验中试板的化学成分与力学性能分别见表1~表3。

表1 27SiMn钢板化学成分(质量分数) (%)
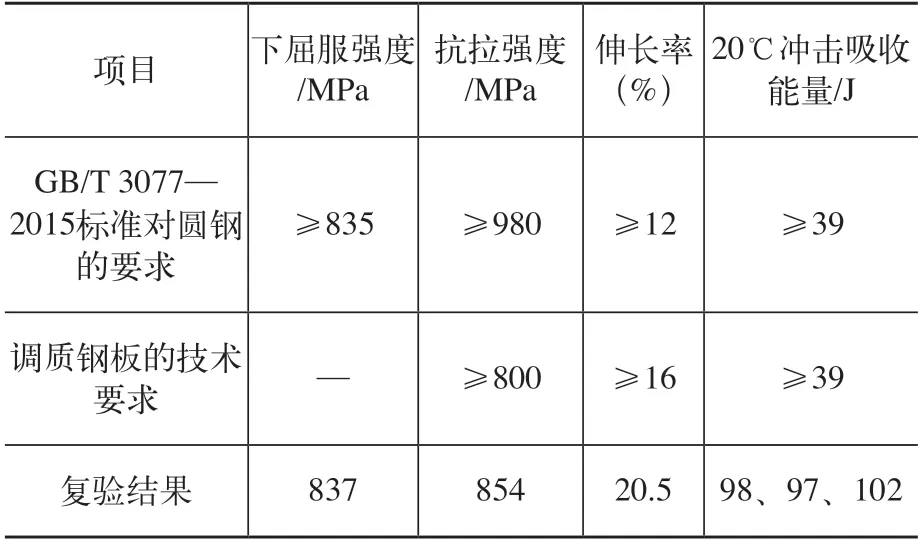
表3 27SiMn钢板的调质态力学性能

表2 27SiMn钢板的正火态力学性能
4 焊接性分析
从化学成分上看,27SiMn钢wC>0.25%,且同时含有Si、Mn两种元素,因此增强了钢中碳化物的形成能力,在使其具有良好塑、韧性能的同时,也增加了钢的淬硬性和焊接接头的冷裂纹敏感性[1]。
由于试验中27SiMn钢材料超出了当下应用比较广的国际焊接协会推荐的和日本JIS标准所规定的碳当量的使用范围,因此选用美国焊接学会(AWS)提出的公式进行计算[2],27SiMn钢的碳当量为

因27SiMn钢的CE>0.4%,故焊接性较差,同时焊接热影响区具有较大的淬硬倾向,且焊接接头对冷裂纹比较敏感。因此,需要采取焊前预热,焊后后热处理、退火处理等工艺,才能保证焊接质量。
5 焊接工艺的确定
(1)焊接方法 目前我公司用到的焊接方法主要有氩弧焊、气体保护焊、焊条电弧焊和埋弧焊等。通过对比以上几种焊接方法的优缺点可知:氩弧焊生产效率低,对坡口尺寸和处理要求高;焊条电弧焊生产效率较低,对焊工技能水平要求较高;气体保护焊既具有较高的生产效率,又对铆装坡口尺寸和焊工的技能水平要求较低。因此,结合本研究的产品特点,且产品内部还有很多筋板需要焊接的实际情况,最终选择熔化极气体保护焊。
(2)焊接材料 考虑正火钢板抗拉强度为550~850MPa、调质钢板抗拉强度≥800MPa的要求,选用牌号为ER69-1、φ1.2mm的气体保护焊丝。该焊丝不仅含有Si、Mn等元素,还含有较高的Ni元素,能改善焊接性,提高焊缝的塑韧性。ER69-1焊丝的化学成分见表4,力学性能见表5。

表4 ER69-1焊丝的化学成分(质量分数) (%)
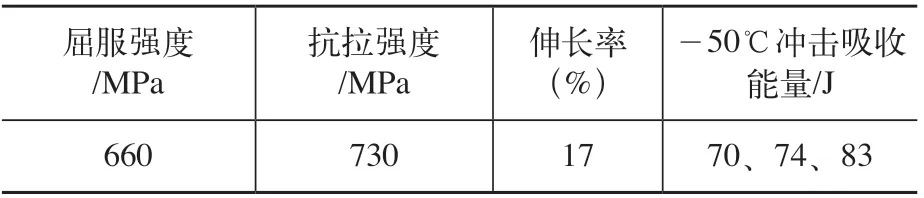
表5 ER69-1焊丝的熔敷金属力学性能
(3)焊前预热 通过对27SiMn钢焊接性的分析,得知其焊接性较差,需要进行焊前预热,根据钢板碳当量和板厚,确定27SiMn钢的预热温度为150℃。同时考虑实际生产过程中板厚较厚、结构比较复杂、周围环境恶劣等多重因素影响,为了保证预热的可靠性,适当提高预热温度约为200℃。
(4)焊接参数 根据项目结构特点和NB/T 47014—2011《承压设备焊接工艺评定》[3]覆盖范围,采用板厚为40mm的正火+正火(平焊)、正火+正火(立焊)、正火+调质(平焊)共3组焊接工艺评定。不同焊接位置的焊接参数见表6。
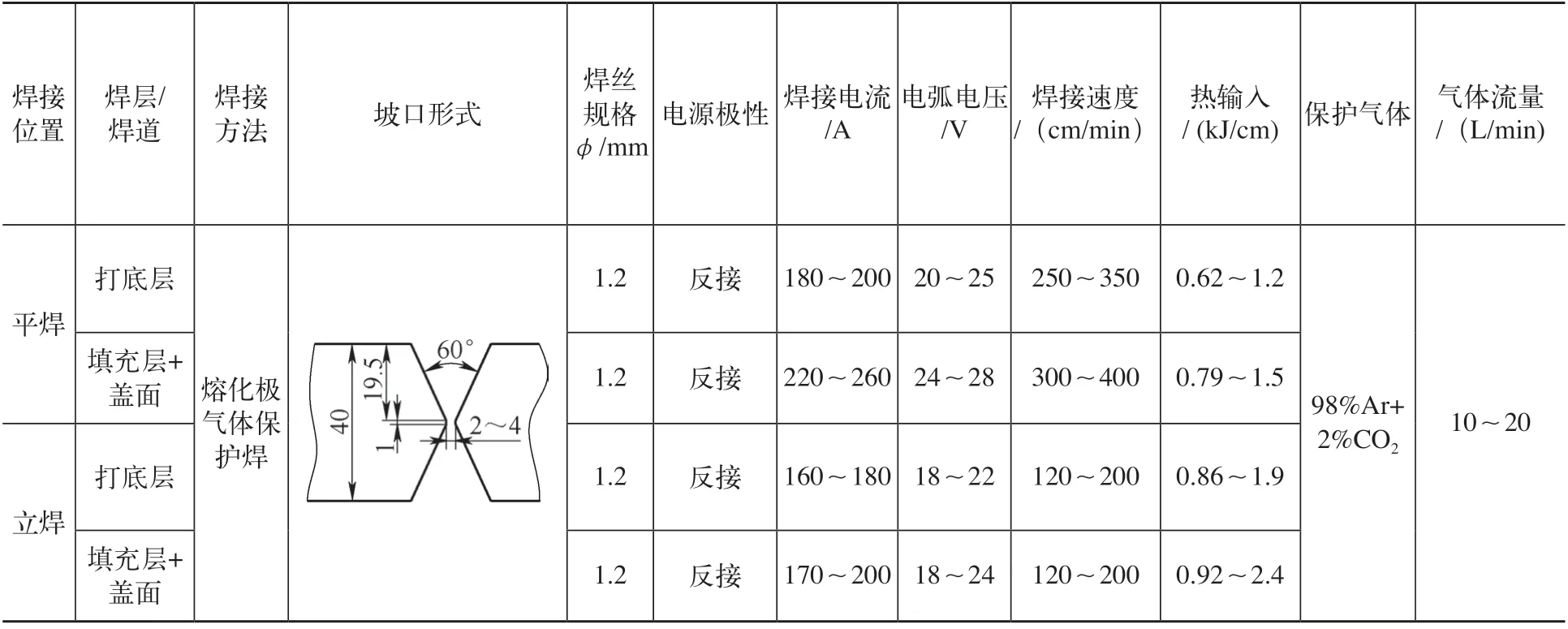
表6 不同焊接位置的焊接参数
由于选用的保护气体为富氩状态,不利于熔敷金属的流动,容易产生气孔和未熔合等缺陷,因此焊工在每道焊缝焊接完成后必须进行打磨清理。同时,控制层间温度为200~250℃。
(5)焊后后热处理 为了消除焊缝冷裂纹倾向,产品焊接完成后还需要进行无损检测,无法立即进行焊后消除应力的退火处理,因此需增加焊后消氢后热处理。根据最低后热处理参考经验公式[4],可确定最低后热温度为148℃。同时结合工件的结构形式,确认后热温度为200℃,保温2h。
(6)焊后热处理 工件后续需要进行机械加工后再装配其他零件,因此需要进行消除应力退火处理。考虑锻件调质的回火温度为500℃,最终确定正火+调质状态的焊后热处理工艺为(480±15)℃、保温7h后,随炉冷却到150~200℃出炉空冷,正火+正火状态的焊后热处理工艺为(545±15)℃、保温7h后,随炉冷却到150~200℃出炉空冷。
6 焊接工艺评定
3组试板分别按照工艺要求完成焊接、焊后后热处理、无损检测和焊后热处理,部分关键过程如图3~图6所示。

图3 焊前试板预热

图4 平焊焊接

图5 立焊焊接

图6 焊接过程测温
按照NB/T 47014—2011《承压设备焊接工艺评定》要求制作3组试板,分别进行拉伸试验、侧弯试验和冲击试验,其中拉伸试样2个、侧弯试样4个、冲击试样6个,性能检测结果见表7。
由表7可知,1#、2#正火态的焊接试板,由于母材强度为661MPa,选用的焊丝抗拉强度为730MPa,因此拉伸试验结果符合预期:断裂发生在母材上;同时抗拉强度为651~656MPa,也与母材的强度非常接近。另外,由于焊丝在-50℃下的平均冲击吸收能量约为75J,远大于母材20℃时的50J,因此焊缝的冲击吸收能量在20℃时较高,而立焊的热输入比平焊要大,因此冲击吸收能量反之要小;而热影响区的冲击吸收能量数值也在焊缝和母材冲击吸收能量之间,完全符合预期效果。至于4件侧弯试样有1件出现1条1mm的裂纹,完全符合标准要求的“侧弯不能出现单条超过3mm以上的裂纹”合格指标,该侧弯微小裂纹的出现应该与ER69-1焊丝使用富氩气体进行焊接不利于熔敷金属的流动,容易产生气孔和未熔合等缺陷有关,实际工程焊接时需要特别注意。

表7 性能检测结果
由于3#试板是正火试板与调质试板进行对接,两种状态的母材性能有较大差异,调质态母材抗拉强度比正火态高约200MPa,所以焊接试板的拉伸试验断裂在正火母材上;至于抗拉强度只有610MPa,与正火母材理论相差约40MPa,应该是试板在原钢板上切割方向导致的偏差;而焊缝和热影响区冲击吸收能量的数值比项目要求的≥39J高出许多,完全满足标准和项目指标。
7 焊接效果
通过上述焊接工艺的研究,制定了27SiMn小横梁和上横梁的焊接工艺规程,焊接参数见表8,其中全部为正火钢板的小横梁焊后进行(545±15)℃、保温7h的去应力退火处理,有调质轴头的上横梁焊后进行(480±15)℃、保温7h的去应力退火处理。

表8 27SiMn钢小横梁和上横梁焊接参数
根据以上焊接工艺,目前已经完成了该项目12件小横梁和12件上横梁的焊接生产,关键焊缝全部通过了NB/T 47013.3—2015《承压设备无损检测 第3部分 超声检测》Ⅰ级和NB/T 47013.4—2015《承压设备无损检测 第4部分 磁粉检测》Ⅰ级检测[5],并得到了用户的现场确认。
8 结束语
27SiMn钢中厚板材料具有一定的特殊性,其焊接性较差,但通过采取焊前预热、焊道间打磨清理、控制层间温度、合适的焊接参数和焊后后热处理等措施,可以达到相关工程产品的焊接要求。该工艺对27SiMn钢中厚板类似工程项目的焊接,具有一定的借鉴意义。
猜你喜欢
材料科学与工程学报(2022年4期)2022-08-25
环境工程技术学报(2022年3期)2022-06-05
电焊机(2022年5期)2022-06-01
理化检验(物理分册)(2022年3期)2022-03-31
铀矿冶(2021年2期)2021-05-24
石油化工腐蚀与防护(2021年2期)2021-04-27
能源工程(2021年1期)2021-04-13
宝钢技术(2020年2期)2020-05-15
科技创新与应用(2020年8期)2020-03-13
航天制造技术(2018年6期)2019-01-11