十字槽沉头螺钉断头分析
2022-03-22 04:18杨玖锡罗学玉樊开伦王凤田冲穆明波马鹏肖黔红徐荔波
金属加工(热加工) 2022年3期
杨玖锡,罗学玉,樊开伦,王凤,田冲,穆明波,马鹏,肖黔红,徐荔波
贵州航天精工制造有限公司 贵州遵义 563000
1 序言
GB/T 819.1—2016《十字槽沉头螺钉 第1部分:4.8级》规定的十字槽沉头螺钉,是贵州航天精工制造有限公司历年以来承制的一种常规紧固件,包括H型、Z型十字槽沉头螺钉,如图1、图2所示。产品经热处理后,在拉伸试验过程中,最小拉伸载荷在大于标准规定的情况下发生断头,断头部位一般都发生在头部与杆部交接处。根据GB/T 3098.1—2010《紧固件机械性能 螺栓、螺钉和螺柱》拉伸试验规定:当试验拉伸达到规定的拉伸载荷时,不得断裂;当载荷大于标准值时,直至拉断,断裂应发生在杆部或未旋合的螺纹长度内,而不应发生在头部与杆的交接处。
综上可知,拉伸试验过程头部与杆部交接处发生断头问题是加工产品的技术瓶颈,严重影响产品的正常入库交付,并已出现大批量报废现象。因此,本文针对十字槽沉头螺钉断头问题进行综合分析和工艺研究。
2 综合分析
2.1 结构尺寸分析
十字槽沉头螺钉结构主要由头和杆两部分组成(见图1)[1],其中红色框内为头部,其余为杆部。头部为十字槽沉头,头部十字槽分H型和Z型,结合头厚尺寸k和十字槽插入深度尺寸(见表1)[1]分析,十字槽沉头螺钉的头与杆交接处被十字槽插入深度贯穿;杆部为小径杆型,由螺纹与靠头下交接处的螺纹空白组成。同时,由于头部与杆部交接处截面被十字槽插入深度贯穿,因此头部与杆部交接处的承载面积要小于螺纹的截面积,从而分析出该螺钉头部与杆部交接处的承载能力最为薄弱,拉伸试验时将在最薄弱处断裂。

表1 十字槽沉头螺钉头厚尺寸k和插入深度尺寸(mm)

图1 十字槽沉头螺钉
2.2 加工工艺分析
十字槽沉头螺钉实际加工工艺为:备料(钢材强度450~580MPa)→冷镦→清洗→制标→去应力热处理→搓丝→清洗→无损检测→电镀→检查。从加工工艺得知,该螺钉产品主要是将强度为450~580MPa的钢丝,冷镦成形十字槽沉头头部并产生头部强化,然后进行去应力热处理后搓丝而成。从工艺方法可以分析出,十字槽沉头螺钉在整个加工过程中头部与杆部交接处的强度有两种状态:一种是去应力热处理前,头部冷镦成形后产生强化,使头部与杆部交接处的强度要高于杆部强度;另一种是去应力热处理后,由于去应力温度的不同,去应力会不同程度地消除头部的冷变形强化效果,当去应力高到一定温度时,头部的冷变形强化效果会完全消失,此时,头部与杆部处于同一强度值:均为原材料的强度,但头部与杆部交接处的承载面积小于螺纹截面积,断裂自然会发生在承力最薄弱的头杆结合处。
2.3 工艺验证分析
(1)冷镦工序分析 某批次规格M3,材料ML25,加工工艺为:备料(钢材强度450~580MPa)→冷镦→清洗→搓丝→清洗→拉伸试验。经检查,头部各尺寸均为中上限测量值,其中十字槽插入深度要求1.7~2.1mm[2],实测值为1.7~1.85mm,也偏中上限值,经拉伸试验(样件见图2),结果见表2。

图2 拉伸试验样件

表 2 拉伸试验结果
从冷镦工序加工将头部各尺寸控制为中上限,十字槽插入深度控制靠近最小极限尺寸值后,从随机抽样的10件样件的拉伸试验可以看出,拉伸值均≥2.11kN规定值,且未断头,说明冷镦工序后的十字槽沉头螺钉头部受到冷镦强化,头部与杆部交接处的强度要高于杆部,因此拉伸试验拉断处在螺纹段。
(2)去应力分析 将上述规格为M3,材料为ML25冷镦加工后200件产品进行去应力热处理(工艺为500℃×2h),经拉伸试验,结果见表3和图3。

表3 热处理后拉伸试验结果

图3 热处理后拉伸试验样件
从去应力热处理后随机抽样10件拉伸试验结果可知,尽管拉伸大于规定值,但产品在500℃×2h去应力热处理后,头与杆的交接处冷变形强化效果消除,此时头部与杆部处的强度均为原材料的强度,而头杆结合处的承载面积小于螺纹截面积。因此,拉伸试验会在头杆结合处断裂。
(3)去应力热处理工艺研究分析 通过上述分析,针对去应力热处理后影响该螺钉头与杆交接处强度下降。现讨论提出几种去应力热处理工艺参数的验证方案:分别为300℃×2h,空冷;350℃×2h,空冷;400℃×2h,空冷;430℃×2h,空冷; 500℃×2h,空冷。经去应力热处理后分别随机抽样10件进行拉伸试验,结果显示为400℃×2h,空冷;430℃×2h,空冷; 500℃×2h,空冷方案的拉伸试验过程均发生1~3件的断头现象;而300℃×2h,空冷与350℃×2h,空冷方案的拉伸试验在满足规定拉伸的情况100%未断头,拉伸试验结果见图4和表4。

图4 300℃、350℃方案拉伸试验样件
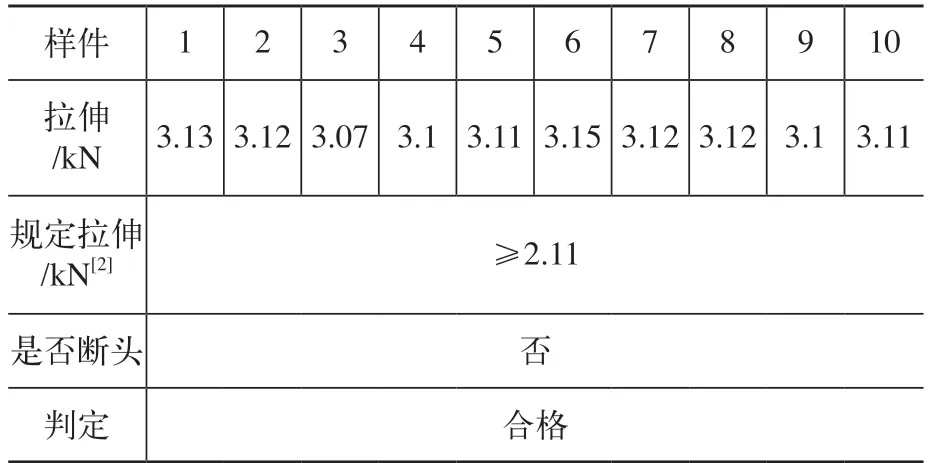
表4 300℃、350℃方案拉伸试验结果
(4)加强去应力参数验证分析 为了进一步分析去应力受温度高低的影响,再次拟出去应力热处理工艺为300℃×2h,空冷;350℃×2h,空冷;400℃×2h,空冷,且将螺钉规格增加为M3、M4、M5。经拉伸试验,结果见表5。
从表5可以分析出,400℃×2h空冷去应力热处理方案,规格为M3、M4、M5都有1件以上在拉伸试验中断头,而另外两种去应力热处理方案的拉伸试验均未断头。由此可见,去应力热处理温度会影响螺钉头与杆交接处的强度。

表5 再次去应力热处理工艺试验结果
3 结果与讨论
经过综合分析,虽然头部在冷镦强化后头与杆交接处强度要高于杆段,但在去应力热处理后头与杆结合部位的冷变形强化效果会受到影响,冷变形强化效果的消除会因去应力温度的不同而消除程度不同。因此,如何做好冷镦后的去应力不受影响,保证头与杆交接处的强度高于杆部段,通过不同的去应力温度参数验证得到了解决。因此,防止十字槽沉头螺钉断头的措施主要有:原材料强度控制在450~580MPa;冷镦头强化提高强度;头部尺寸尤其是十字槽插入深度控制中限偏下差;最佳的去应力热处理工艺为350℃×2h,空冷。
猜你喜欢
文史春秋(2022年4期)2022-06-16
兵器装备工程学报(2021年12期)2022-01-11
军民两用技术与产品(2021年8期)2021-11-24
数学大王·趣味逻辑(2021年3期)2021-03-10
中国中西医结合外科杂志(2020年6期)2020-12-31
保健与生活(2020年1期)2020-05-07
模具制造(2019年10期)2020-01-06
模具制造(2019年7期)2019-09-25
汽车观察(2018年12期)2018-12-26
消费导刊(2018年10期)2018-08-20