臂销调质开裂失效分析
2022-03-22 04:18姜影牛迎春郑业方夏玉亮王玉才
金属加工(热加工) 2022年3期
姜影,牛迎春,郑业方,夏玉亮,王玉才
株洲中车天力锻业有限公司 湖南株洲 412001
1 序言
某30CrNiMo8钢臂销[1]调质后,发现在纵面出现开裂,开裂位置及宏观裂纹形态如图1所示。臂销原材料为锻坯,经下料→锻造→粗加工→调质等工艺生产而成,臂销结构如图2所示。

图1 30CrNiMo8钢臂销开裂位置

图2 臂销结构
2 检测与结果
2.1 裂纹宏观形貌
从样品外观观察发现有两条宏观裂纹:一条为贯穿裂纹1,如图3所示;另一条为台阶处的裂纹2,如图4所示。

图3 贯穿裂纹1

图4 台阶处折叠裂纹2
样品裂纹中部(裂纹起源)存在截面尺寸突变结构,且变截面过渡处倒角、倒圆较小。
2.2 金相检测
裂纹1断口形貌如图5所示,在图5标记位置取样,试样打磨、抛光、侵蚀后置于GX-51显微镜下做金相组织检测,结果如图6所示。由图6可知,由于裂纹附近无明显的氧化脱碳,因此该裂纹应为淬火过程中产生的裂纹。

图5 裂纹1断口形貌

图6 裂纹1附近金相组织(100×)
对裂纹2取样做金相检测,试样经打磨、抛光后,置于GX-51显微镜下做金相组织检测,结果如图7所示。由图7可知,试样裂纹附近有氧化和脱碳,裂纹深度2.9mm,裂纹内充满淬火冷却介质,裂纹没有扩展现象,应为淬火前裂纹。
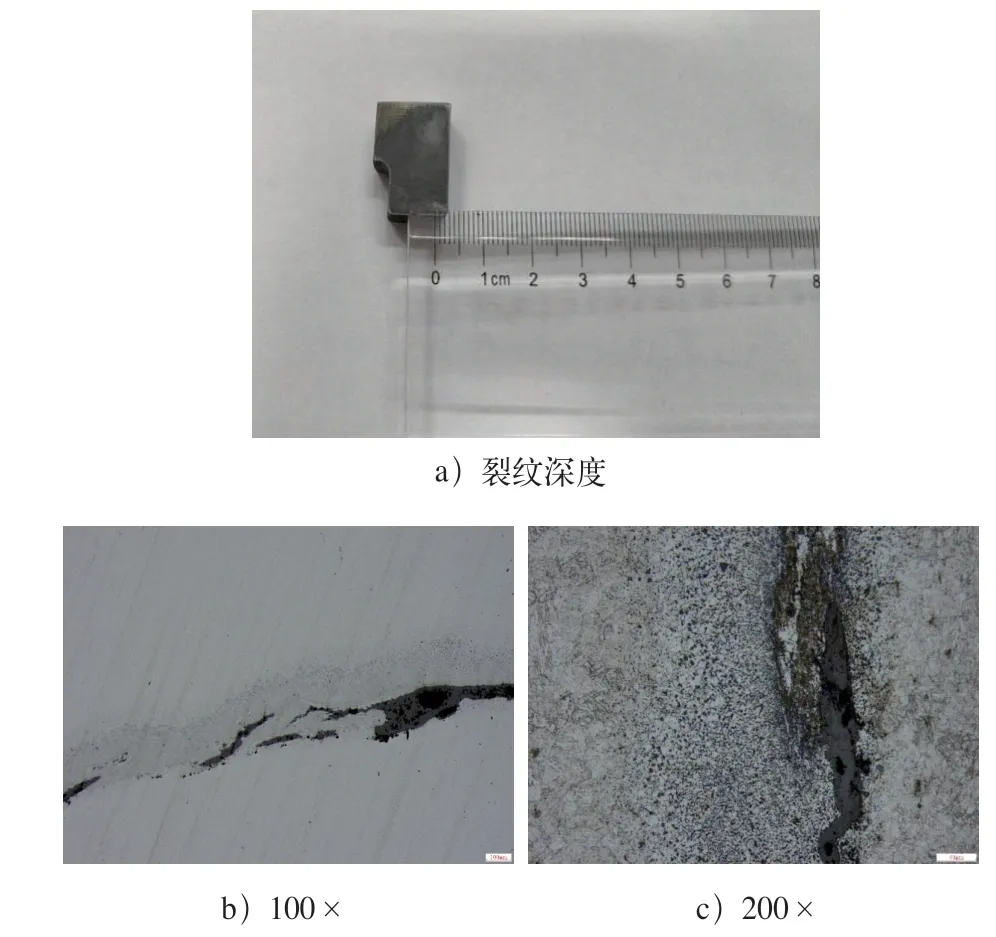
图7 裂纹2附近金相组织
2.3 硬度及性能检测
在样品R/2位置处取样检测布氏硬度及力学性能,结果见表1,力学性能符合技术要求。
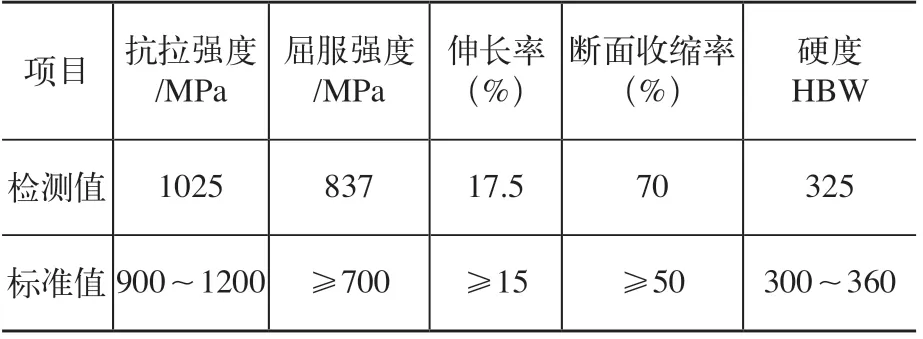
表1 臂销拉伸性能及硬度检测
2.4 化学成分检测
在臂销开裂位置取样,用直读光谱仪按照技术协议,用光谱仪做成分检测,结果见表2。化学成分满足技术要求。

表2 臂销化学成分检测结果(质量分数) (%)
2.5 高倍金相组织检测
试样抛光后采用光学显微镜观察裂纹附近组织,在样品R/2位置处取样检测金相组织,晶粒度7.5级,金相组织为索氏体,未发现组织异常,金相组织检测结果如图8所示。

图8 金相组织
3 结果及讨论
热处理过程中的开裂是最严重的热处理失效。造成开裂的原因往往是诸多因素共同作用的结果,典型的有原材料因素、零件结构因素、热处理工艺因素等[1,2]。
一般当产品来料存在显微裂纹或其他冶金缺陷时,在淬火过程受到组织转变、温度变化的热应力和组织应力共同作用下,必然会扩展和诱发形成热处理裂纹,一般以宏观裂纹为主,也存在内裂。典型的原材料缺陷包含偏析、带状组织、不合格的预备热处理显微组织、锻造折叠等。一般在热处理过程中,当零件结构设计上存在薄厚不均、开槽、通孔及盲孔等结构时,且当热处理工艺在一定范围内时,由于结构不合理都会在局部位置产生应力集中,从而出现崩角、开裂等问题。某些情况下由于脱碳和增碳会增加淬火开裂倾向,因此加热过程中应尽可能减少零件表面的脱碳和增碳[3-5]。
上述臂销的硬度、化学成分符合要求,金相组织正常,产品符合技术要求,由此可知,其热处理过程满足技术要求,无明显异常。该开裂臂销的裂纹从大的贯穿裂纹(裂纹1)来看,其裂纹源处于变截面尺寸结构圆弧过渡或倒角较小部位,导致在淬火过程中产生较大应力,形成贯穿整个工件的裂纹。该裂纹的产生主要是由于结构设计不合理,局部区域有效厚度较薄,从而导致在同等淬火冷却介质条件下冷却速度过快,加速了马氏体组织转变,增加了开裂倾向。在台阶位置(裂纹2)的裂纹缺陷证明,在淬火前就存在微裂纹,但该裂纹在淬火过程中未扩展,主要是存在较大的贯穿裂纹和淬火前裂纹,说明热处理工艺合理,与裂纹形成无直接关系。
4 结束语
综上所述,调质组织无过热、过烧特征,硬度、化学成分符合要求,金相组织正常,产品符合技术要求,造成臂销开裂的主要因素如下。
1)零件结构存在明显的台阶,且台阶厚度14mm,台阶过渡位置圆弧过渡较小,淬火时由于冷却速度过快,导致组织应力较大,从而增加了产品开裂倾向。
2)锻造自身裂纹缺陷未消除,存在脱碳层及微小裂纹,容易造成淬火应力不均,使裂纹扩展导致淬火开裂。
猜你喜欢
金属热处理(2022年5期)2022-11-17
环境工程技术学报(2022年3期)2022-06-05
大型铸锻件(2022年2期)2022-04-08
政工学刊(2021年12期)2021-12-22
锻造与冲压(2021年21期)2021-11-12
煤气与热力(2021年9期)2021-11-06
能源工程(2021年1期)2021-04-13
宝钢技术(2020年2期)2020-05-15
中国金属通报(2020年14期)2020-04-22
科技创新与应用(2020年8期)2020-03-13