轮毂冲压成形车间能耗评价指标及实验研究
2022-03-24 02:34郭利韩刚龚灯张斌
长沙大学学报 2022年2期
郭利,韩刚,龚灯,张斌
(1.安徽国防科技职业学院机械技术学院,安徽 六安 237011;2.皖西学院机械与车辆工程学院,安徽 六安 237012;3.合肥工业大学机械工程学院,安徽 合肥 230009;4.安徽汇泰车轮有限公司,安徽 铜陵 246725)
经成形加工后的板料产品具有材料利用率高、整体强度高、使用寿命长、重量轻等优点,被广泛地应用在家电、交通工具、医疗器械、军用装备等多个领域。但由于离散制造系统的固有缺点和由此带来的生产管理问题,板料成形加工过程中存在大量的能源浪费。
近年来,国内外对以成形机床为代表的机械加工机床的能量效率即低碳优化运行问题研究正在迅速兴起,学者们对冲压生产过程中的能量特性、节能技术和能耗管理进行了大量研究。刘飞等提出机床能效的五类基础技术,其中一项关键基础技术就是能量消耗与能量效率建模问题[1];为了实现对机床能耗的有效监控,并建立数学模型,Zhou et al.对各种机床的能耗进行分类研究,建立基于材料去除率、面向过程和详细参数型三种机床能耗模型,用来定性评价机床的能耗[2];顾文斌等则开发了一种嵌入式的数控机床能耗检测系统,实时监控单台机床加工过程中的能耗[3];Wang et al.以精密加工中最耗能的环节——磨削加工为例,设计了一种帕累托优化方法来预测机床加工总能耗,提高加工效率和能效,实验结果表明其可以将能量效率提升至89.5%[4]。
而针对成形机床能量利用率低的问题,国内外学者采用了各种方法对机床系统的能耗进行监测和管控,如曹志成搭建了一种基于信息采集系统的冲压车间能量模型,分析了生产方案、机器故障等因素对车间能耗的影响[5];王庆阳等则针对驱动单元输出功率和输入功率不匹配的问题,建立了保证成形质量的前提下,降低冲压成形能耗的多目标工艺优化方法,以此来实现节能控制[6];Li et al.则建立了服务型供能系统,将冲压系统的能量转换单元变为集中管理模式,采用代理模式响应单台机器的能量需求的模式来匹配单台机器的能耗需求[7];对机械制造车间中常见的加工工况复杂的情况,李进宇等人采用递归分析的方法,对机床的输入功率进行分析,识别加工状态,得到工件的加工能耗,识别准确率可达到98.3%[8];念志伟等则是通过功率信息和长短时记忆神经网络的方法对大型工件加工能耗进行识别,发现该方法可以有效识别加工的能耗,训练模型准确率可以达到99.1%[9]。
综上可知,目前大多数学者是针对工件加工过程中的能耗采集方法、能耗匹配方法、能耗状态识别进行研究,较少针对生产过程能耗评价指标的建立开展实验研究。为弥补现有研究的不足,文章对某企业轮毂生产板料成形车间能耗进行分析和研究,提升轮毂生产过程中的能源利用率,以提高经济效益,促进汽车制造行业转型升级与持续健康发展。
1 轮毂生产板料成形车间工艺和能耗特点分析
某企业高强轻质轮毂生产工艺流程如图1 所示。从图1 中可以看出,轮毂生产的核心工艺是板料冲压成形,生产线长、冲压工序多、生产节拍控制复杂。其生产特点包括生产线一般按压力机吨位进行布局、设备空转状态时间较长、换模时间和运输时间不可忽略、辅助设备长时间运行等,而这些都会造成冲压生产过程中的能量浪费。
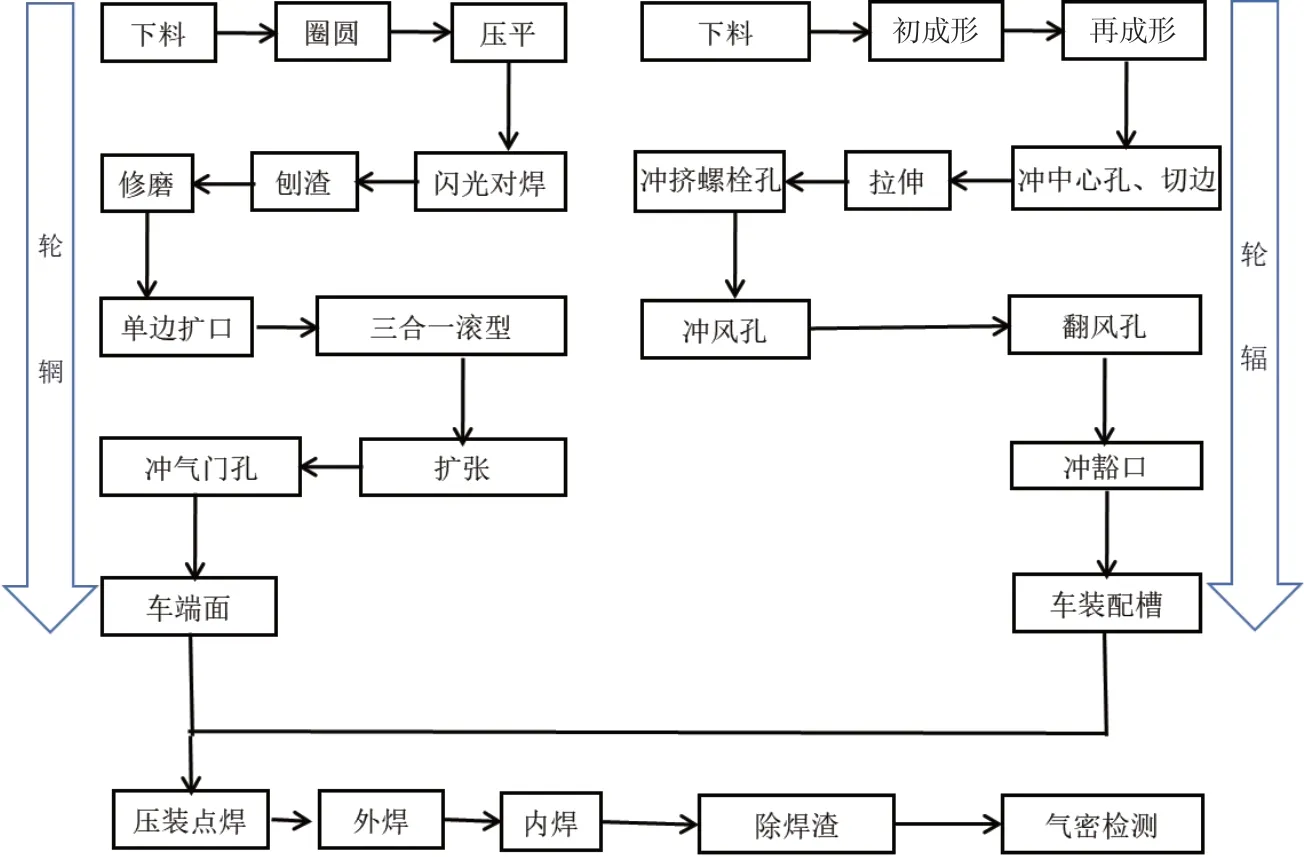
图1 高强轻质轮毂生产工艺
由于轮毂生产板料成形车间与其他生产车间相同,都是开放性的复杂生产系统,要完成对车间能耗特点的分析,首先需要对车间边界进行定义。
文章选择将板料成形车间的物理边界作为将生产系统与外部环境隔开的边界,外部环境的生产资料(如板材、设备、能源等)经由边界,输入生产系统,生产系统内部则根据车间的生产方案和工件的加工工艺,通过生产设备将板材原料转化为所需零件和废弃物,这个过程需要消耗能源。此外,系统内由板材加工制造产生的零件、废弃物以及由各类设备消耗能源产生的废气、废料等作为系统的输出,经由系统边界进入外部环境。板料成形车间的系统边界如图2 所示。
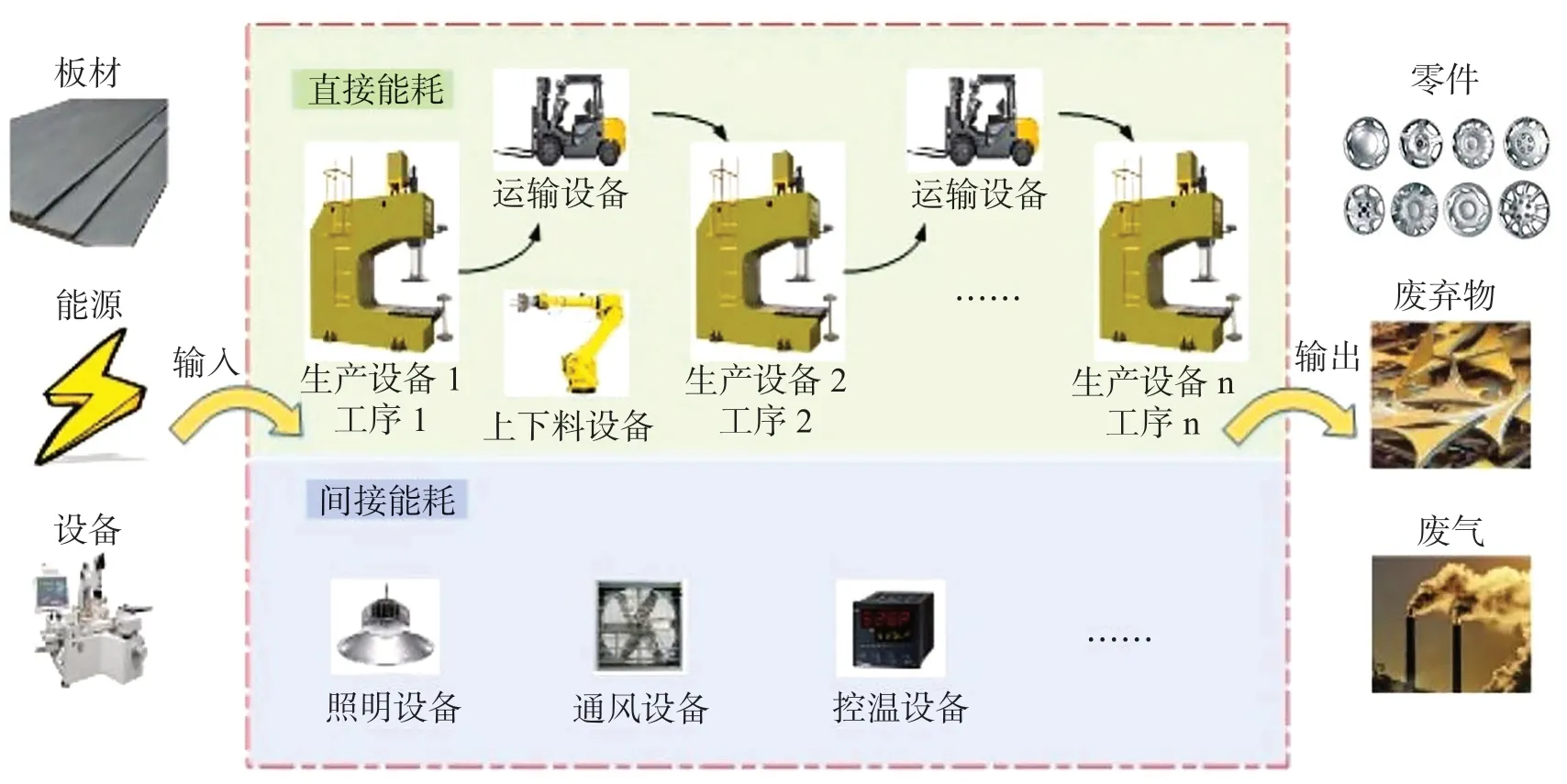
图2 轮毂生产板料成形车间系统边界
从图2 中可以看出,轮毂生产板料成形车间的能耗特点如下:第一,能量消耗来源多且为多层面分布,包括产品层、设备层、车间层三个层面能源消耗;第二,压力机会经历启动、空转、快下、慢下、压制、保压、快回、慢回这几个阶段,每个阶段的瞬时功率也存在一定差距,由此板料成形车间的直接能耗呈现动态变化的特点;第三,空转能耗、运输能耗、启动能耗不可忽略;第四,总体能耗与生产任务、生产方案密切相关。
2 轮毂生产板料成形车间能耗计算模型建立
根据上述对板料成形车间生产特点和能耗特点的分析,发现能量消耗来源主要有生产设备(压力机)、运输设备以及辅助设备等。压力机消耗的能量又可分为启动能耗、空转能耗、加工能耗,运输设备和辅助设备消耗的能量则分别为运输能耗和辅助能耗。这些由各类设备产生的能耗构成了板料成形车间的总能量消耗。
启动能耗是由于压力机启动时功率较大而引起的能量消耗,可用式(1)表示:

空转能耗是由于压力机在等待上下料时为了保持运行状态所消耗的能量,压力机空转时,功率基本保持稳定,可用式(2)表示:

加工能耗是指压力机完成对板料进行加工的过程所消耗的能量,加工过程一般包括快下、慢下、压制、保压、快回、慢回阶段,可用式(3)表示:
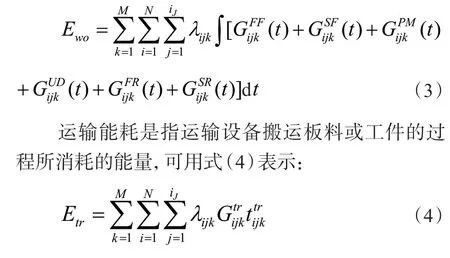
辅助能耗是指车间内各类用于支持生产的辅助设备运行所消耗的能量,可用式(5)表示:

根据上述轮毂生产板料成形车间各类能耗的计算公式,轮毂生产板料成形车间的能耗计算模型可表示为:
3 轮毂生产板料成形车间能效评价体系构建
评价指标体系的构建是整个制造系统能耗水平综合评价的关键,直接影响评价的客观有效性。轮毂生产板料成形车间属于典型的离散制造系统,根据对其生产特点和能耗特点的分析,可以看出其能量消耗跨越生成对象、生产设备和生产环境三个层级,因此可以选择产品能效水平、设备能效水平以及车间能效水平为一级指标,每个一级指标下设二级指标,构建出轮毂生产板料成形车间能效评价体系,如表1 所示。

表1 轮毂生产板料成形车间能效评价体系
文章根据以上分析,搭建轮毂生产板料成形车间能耗采集系统。其中对车间能效B3采用三相电能表通过RS485 总线进行远程抄表,每小时采集1次数据,全天24h 实时监测;对设备能效B2通过横河WT333 三相功率计进行监测,每5min 采集一次数据;产品能效B1的评价中,则主要是针对轮毂生产的具体工序,对其使用横河WT333 功率计单独测量每道工序的能耗,每道工序测量10 次,取平均值作为该道工序的能耗,再根据加工工艺分析,获得单位零件的能耗。车间运输设备的能耗由工作手册查询得到。
车间中物料搬运的运输能耗Etr为叉车和行车的能耗。叉车功率为38kW,平均搬运时间为400s;行车的能耗由电能表测得,工作状态时平均能耗为1.2kW。
车间中的辅助能耗Esup包括照明、通风、取暖、现场办公等间接能耗,该部分能耗比较稳定,由电能表进行测量。
4 轮毂生产板料成形车间能效分析
图3 是轮毂生产中典型工序冲气门孔的功率曲线图。从图中可知,该工序的能耗变化阶段可以分为启动、加工、空转3 个状态,加工过程包括快下、慢下、压制、慢回、快回5 个阶段。在加工过程中,进行换模调整或其他原因造成生产暂停时,需要对压力机进行关机和开机操作,该部分产生的启动能耗不计入单位零件能耗之内,而是作为车间能耗的组成部分。当机床处于上下料或等待阶段时,不进行任何动作,此时为空转能耗。生产线中主要设备的启动能耗和空转能耗如表2 所示。从中可以看出,冲压成形设备(冲压机M1、M2和M3)的启动能耗和空转能耗远大于数控机床(M4)和焊接设备(M5)的,所以需要对冲压设备的能耗做进一步分析。生产线中,三台典型冲压设备的加工能耗如表3 所示。
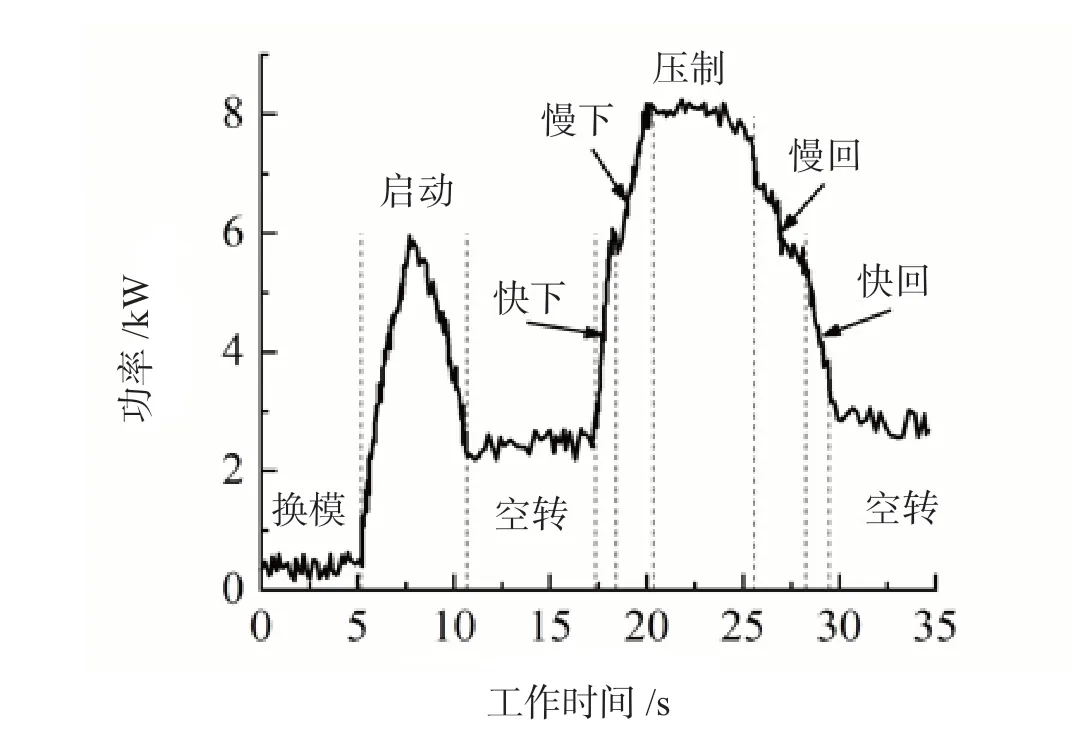
图3 轮毂生产中冲气门孔的功率

表2 轮毂生产线主要设备的启动能耗和空转能耗
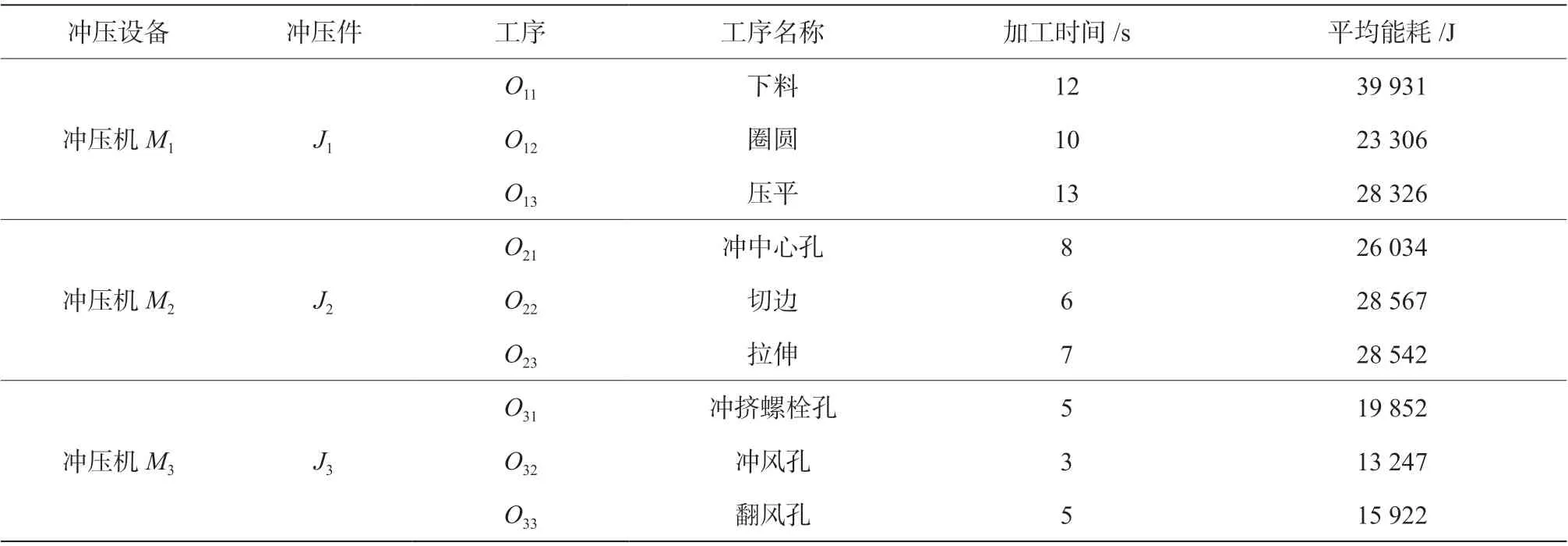
表3 轮毂生产线三台主要冲压设备的加工能耗
图4 是单位零件各工序能耗占比,从图中可以看出,三合一滚型、下料、切边和拉伸是轮毂生产中最主要的能耗环节。同时,闪光对焊等焊接工序产生的能耗也不能忽略。因此,有效开展焊接工序和冲压工序的协同优化,具有较大的节能潜力。
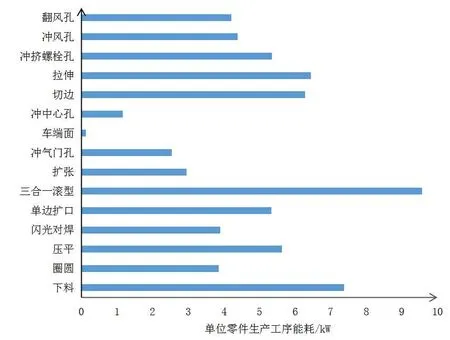
图4 轮毂生产车间单位零件各工序能耗
图5 是轮毂生产车间单月每个生产日的能耗分布,从图中可以看出,车间总能耗与主要加工工序能耗之和具有很强的类似性,运输能耗和辅助能耗基本保持不变。根据车间现场分析可知,每日生产总量的变化主要是由于冲压设备的调整和维护所造成的停机产生的。
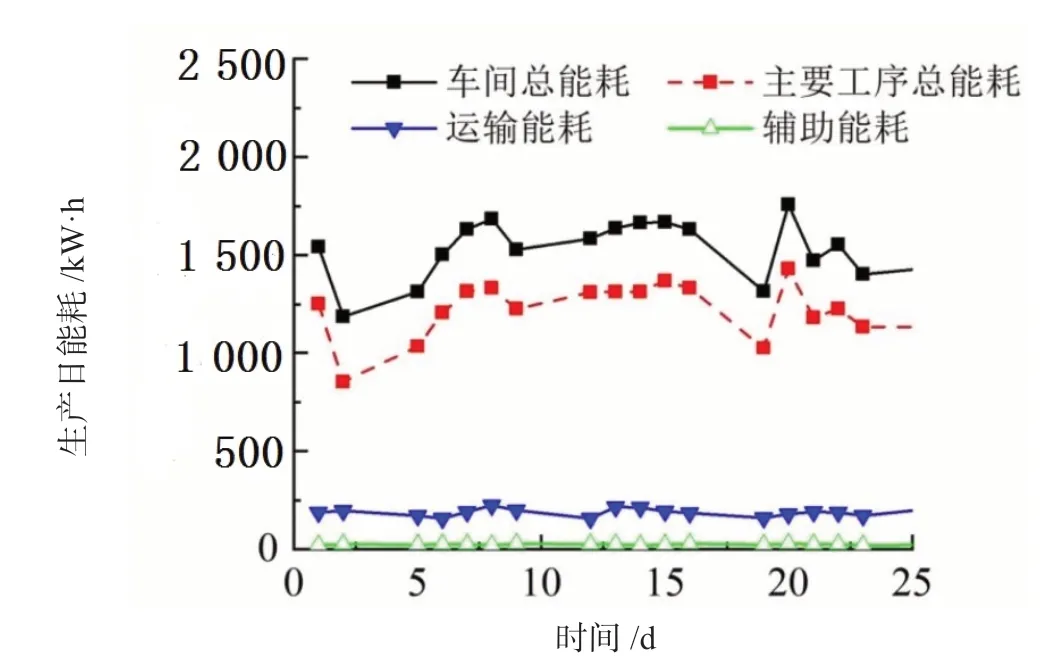
图5 生产车间单月日能耗分布
对图5 中各项目能耗单日产量进行一元线性回归分析,可以得出总能耗和产量的回归系数为0.92,辅助能耗的回归系数是0.85,运输能耗的回归系数是0.72。这说明产量对总能耗的影响最直接,对辅助能耗的影响次之,对运输能耗的影响最小。
从以上结果可以看出,轮毂生产车间的能耗主要是由冲压设备产生的,冲压模具或设备的故障会导致辅助能耗增加,还会降低产能,所以应对冲压设备的能耗进行重点监控,采取合适的算法,对其进行优化控制。
5 结语
文章通过对轮毂生产板料成形车间生产特点与能耗特点的分析研究,建立了轮毂生产板料成形车间的能耗模型,同时结合车间的实际生产状况,进一步构建了轮毂生产板料成形车间能效评价体系,通过实测得到了车间内主要设备的能耗规律,分析了不同层级的能耗特点,为后续轮毂生产板料成形车间能耗优化研究提供参考。
猜你喜欢
农业装备与车辆工程(2022年2期)2022-10-30
机械工业标准化与质量(2022年8期)2022-10-09
汽车实用技术(2022年11期)2022-06-20
机电信息(2022年9期)2022-05-07
模具制造(2022年3期)2022-04-20
中国应急管理科学(2022年1期)2022-04-18
汽车实用技术(2022年5期)2022-04-02
滇池(2017年5期)2017-05-19
中国科技纵横(2015年4期)2015-04-14