
一种半轴法兰盘快速热模锻液压机
2022-03-24 13:22余志海闫金良王芝发
锻压装备与制造技术 2022年1期
余志海,闫金良,王芝发
(1.合肥合锻智能制造股份有限公司,安徽 合肥 230601;2.高端成形机床成套装备安徽省技术创新中心,安徽 合肥 230601)
1 设备外形及主要参数
本文所述热模锻液压机外形如图1 所示。其主要技术参数如表1 所示。
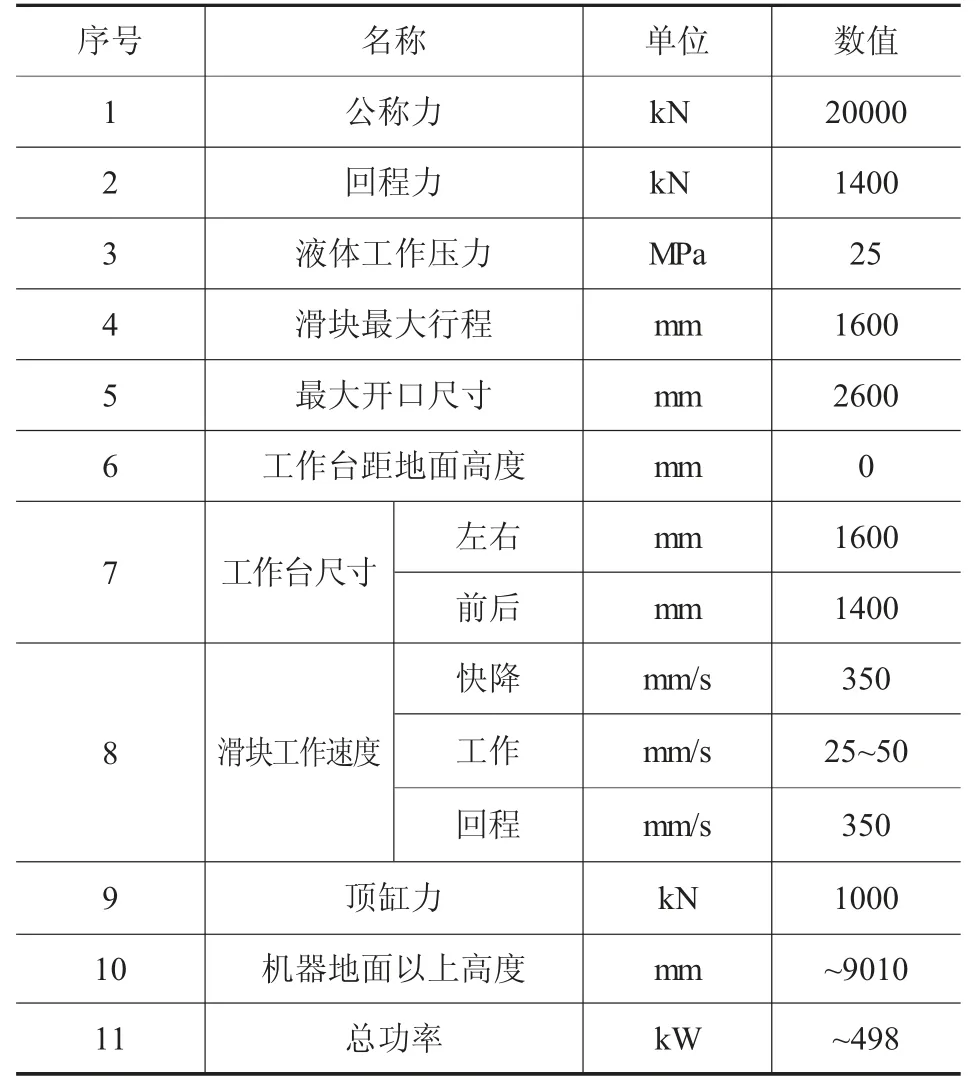
表1 主要技术参数
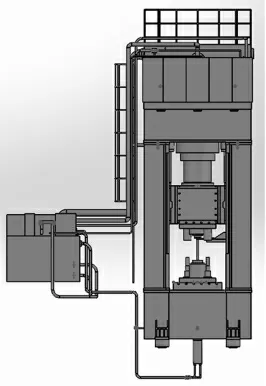
图1 设备正面外形
2 设备结构及其功能
本液压机主要有主机、液压系统、电气控制系统、润滑系统、安全防护系统及其他辅助部件组成。
2.1 主机
主机主要由机身、滑块、液压油缸等组成。
机身采用分体框架式结构,由上横梁、下横梁、立柱、螺母、拉杆等组成。机身通过四根拉杆连接成具有足够刚度和强度的封闭框架结构,其上下梁与立柱之间结合面设有定位装置,拉杆采用液压超高压预紧组成整体预应力受力框架,确保整机刚性。
滑块置于机身中间,其上平面分别与主油缸联接;滑块四角装有四角八面型可调导轨,保证滑块导向精度,导轨导板采用钢铜合金,导轨间隙可调,导轨精度高,抗偏载能力强,刚性好,精度保持性好。
主油缸3 个,中间为柱塞式油缸,两边采用活塞式油缸,油缸密封采用进口密封圈。
出料系统由定位顶出机构和辅助取料机构组成。如图2 所示。顶出机构构成为:下横梁内布置下顶出缸,下顶出缸为活塞式油缸。位置控制采用进口位移传感器检测,数字显示及控制。考虑具有氧化皮及冷却水隔离措施,顶出缸密封圈采用防水设计,并设有氧化皮及油水排出孔。辅助取料机构由拖料插板和插板滑块组成,随滑块回程将坯料带出下模,插板滑块的移出使插板避开工作时的下模区域。其工艺动作为:滑块回程一定距离后停止,顶出缸顶出工件,辅助取料机构随后浮动托举工件,滑块继续回程,辅助取料机构随滑块回程将坯料带出下模。
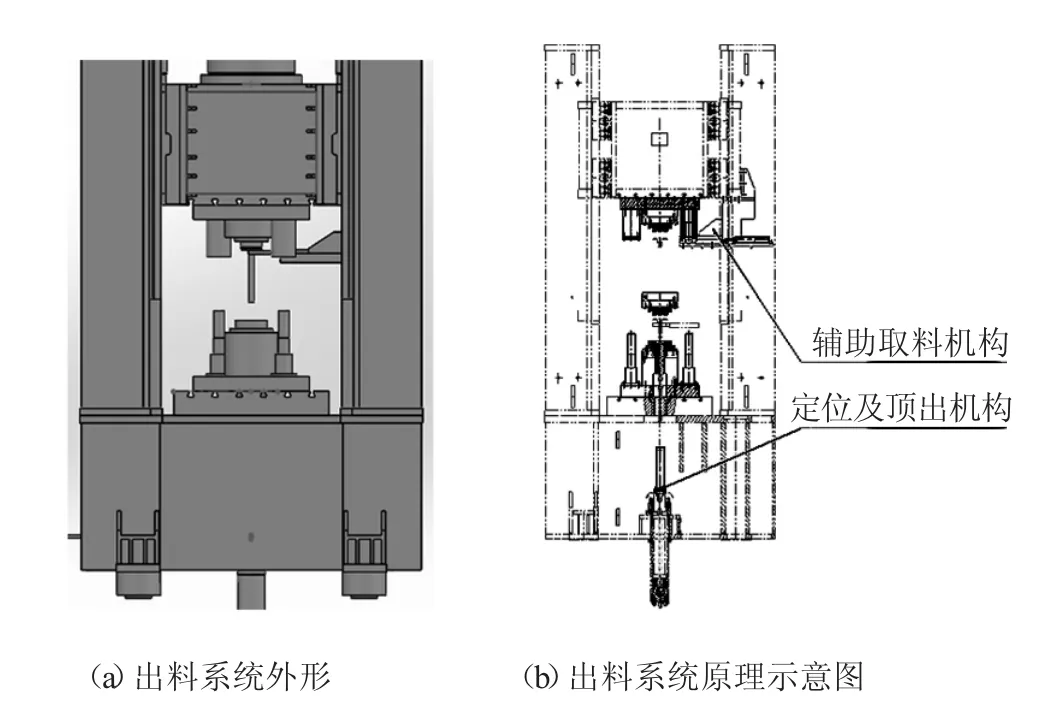
图2 出料系统
工作台垫板安装在下横梁上平面,其上加工有T型槽,用以固定模具。
本机配备对模具自动吹扫、自动喷石墨水冷却、润滑功能,动作与主机联动。
检修平台安装在液压机上横梁上平面,底部为防滑钢板,四周安装有符合人体安全的护栏。检修平台最高点装有标高指示灯,液压机设置有从地面通到检修平台的安全扶梯一部。扶梯位置可根据买方需要安装。
2.2 液压传动和控制系统
液压系统是由能量转换装置(油泵)、液压控制装置(包括集成阀块及其有关控制阀等)、辅助装置(包括油箱、冷却系统、循环过滤系统、管路)及液压附件(如滤油器、法兰、接头、管路等)、液压执行机构(油缸)等部件组成。借助于电气系统的控制以完成各种所需动作。
液压控制部分采用先进的插装阀集成系统,系统设有过载保护和液压支撑保险回路。液压系统关键部位设有压力检测点,通过压力检测点可以快速诊断液压系统故障和监测液压系统的运行状态。
2.3 电气控制系统
电气控制系统分为动力系统和控制系统两部分。动力部分包括控制总电源,各个电动机的启停及保护开关等,何服电机启动采用伺服控制器控制。控制部分包括控制箱,主操作台和移动操作台,控制箱安装PLC 可编程序控制系统,可完成对该机的全部动作的控制,主操作台可完成该机的全部动作的操作,主操作台上设有液压机各部分动作的操作按钮,功能转换开关、触摸屏,各个电机的启停按钮及各部分的报警、监视指示灯等,移动操作台主要用于半自动工作,有双手压制按钮,同程和急停按钮以及有电指示灯,电气控制箱内设置有照明灯和通风换气装置,电气控制箱具有良好的密封性,有效防止灰尘侵入。
2.4 润滑系统
滑块润滑采用稀油集中润滑。
2.5 安全系统
滑块设有上死点液压插销式锁紧机构,在更换、修理模具时或需要时将滑块锁定于上死点位置,确保人员和模具的安全。
本机设有检修平台、安全扶梯和围板确保维修人员安全,人员进入检修平台,打开安全扶梯后,设备不允许起动电机。
本机最高点装有对角安装的一对标高指示灯。
本机液压系统设有过载保护装置和液压支撑保险回路,可以有效保护机器和操作者的安全。
液压机设有预警电路。每次半自动循环动作开始3s 内、液压机出现故障时,都有声音通知操作者,以提起注意。
本机设有滤油器堵塞、油温、油位,润滑、光电保护、紧急停止等多种故障显示报警功能,运转状态和报警通过触摸屏显示,并可显示相应的解决方法。
操纵箱、移动操纵台适合位置上均安装有急停按钮。
3 压机操作方式和工艺动作
液压机的操作方式设有调整、手动、半自动三种操作方式。操作方式由转换开关进行选择,按钮集中控制。
液压机的工艺动作方式为:带顶出,并可实现定程、定压两种成形工艺,动作方式由转换开关进行选择,按钮集中控制。
作顶出器:顶出杆初始位置在下限位。机械手送料→滑块快降→滑块慢降压制→滑块加压→保压延时及卸压→滑块回程→顶出装置顶料→取料插板托料→滑块继续回程,辅助取料机构随滑块回程将坯料带出下模→机械手取料→顶出装置延时退回至下限位。
4 结语
本文介绍了一种20000kN 热模锻液压机用于模锻自动化生产线中完成汽车半轴加热、两次预镦、模锻、挤压花键坯、输送移栽、码垛等工序自动连线生产任务中的半轴法兰盘模锻成形工序,自带定位取料机构,联动吹扫、石墨喷淋、除氧化皮装置,满足整条自动线连线、生产需求,安全高效,具有较好的社会和经济效益。
猜你喜欢
汽车零部件(2022年5期)2022-05-30
科学与财富(2021年35期)2021-05-10
鸭绿江·华夏诗歌(2020年4期)2020-06-15
青年文学家(2020年10期)2020-04-27
诗潮(2018年5期)2018-08-20
求学·理科版(2017年10期)2017-12-19
科技创新与品牌(2017年9期)2017-10-20
婚姻与家庭·性情读本(2017年1期)2017-02-16
集装箱化(2016年8期)2016-10-20
奥秘(2016年6期)2016-07-30
