
乙酸/单宁酸还原浸出某低品位软锰矿
2022-03-28 15:20杨春元王家伟王松杨攀贺跃王海峰
矿产保护与利用 2022年5期
杨春元,王家伟,王松,杨攀,贺跃,王海峰
1.贵州大学 材料与冶金学院, 贵州 贵阳 550025;
2.电池用锰材料工程技术研究中心, 贵州 铜仁 554300;
3.贵州省冶金工程与过程节能重点实验室, 贵州 贵阳 550025
锰及其化合物广泛应用于钢铁、化工、电子、农业等领域,在人类生产生活中占有不可替代的重要地位[1]。锰矿的种类较多,一般分为褐锰矿、菱锰矿、硬锰矿和软锰矿等,其中软锰矿和菱锰矿是我国主要的锰矿品种[2]。目前我国开发的锰矿以菱锰矿为主,软锰矿(主要成分为MnO2)因其矿石品位低、矿物组成复杂以及开采成本高等特点而较少利用[3],但我国现有菱锰矿的产量无法满足国内工业生产的需求,造成我国对进口锰矿产生很强依赖性的尴尬局面[4]。开发利用低品位软锰矿是缓解锰矿进口压力和保证锰产品可持续生产的重要途径。目前低品位软锰矿处理工艺的研究主要集中于还原焙烧工艺和湿法浸出工艺。传统的焙烧还原普遍存在投资高、能耗大、环境污染严重等缺点。与之相比,湿法还原具有反应条件温和、能耗低、对环境友好等特点,成为了国内外研究的热点[5]。
湿法浸出工艺是将软锰矿和还原剂混合在稀硫酸或其他酸类溶液里直接浸出,即软锰矿湿法还原为Mn2+需要两个条件:酸性条件和还原剂的存在[6]。酸分为有机酸和无机酸两大类。虽然硫酸[7]、盐酸[8]和硝酸[9]等无机强酸可以有效地浸出软锰矿中的锰,但浸出过程中产生的废水、废气等不利于操作人员身体健康和环境保护。而抗坏血酸[10]、柠檬酸[11]等有机酸因具有生物可降解性和环境友好性受到了更多关注,越来越多更具安全性的有机酸被用来进行软锰矿的浸出。还原剂的选择是湿法还原的关键,二氧化硫[12]、硫酸亚铁[13]等无机还原剂存在副反应多或酸耗量大等问题,仅仅停留在实验室阶段,难以进行大规模量产;稻草[14]、竹屑[15]等生物质还原剂的成分复杂,浸出结束后溶液含有大量有机物杂质,增加后续浸出液除杂的负担;有机还原剂凭借还原性强、价格低廉、工艺流程简单、不会引入杂质等优点,成为软锰矿还原浸出的有效方法和发展方向[16]。
单宁酸广泛存在于中国五子、石榴等植物组织中,来源丰富,是一种天然存在的有机化合物。单宁酸属于典型的葡萄糖酰基化合物,其多酚羟基的结构使其具有一系列独特的物化性质,如具有还原性和良好的捕捉自由基功能,具有两亲结构和诸多衍生化反应活性等[17],因此单宁酸在医药[18]、皮革[19]、印染[20]等工业领域得到了极为广泛的应用。单宁酸具有较强的还原能力[21](每克单宁酸在氧化还原中可释放203.5 mmol电子),作为电子供体可将软锰矿还原为易溶的Mn2+,提高锰的浸出率。本文首次提出一种以环境友好且来源广泛的单宁酸为还原剂,用绿色环保的乙酸替代强酸提供酸性环境用来还原浸出低品位软锰矿。通过单因素试验考察乙酸浓度、单宁酸浓度、液固比、反应温度、反应时间等因素对低品位软锰矿中锰浸出率的影响,同时记录主要杂质铁的浸出率变化,并进行正交试验得到锰浸出的最佳工艺条件。
1 试验部分
1.1 试验原料及仪器
试验的软锰矿样由四川某公司提供,矿样元素分析结果见表1。

表1 软锰矿矿样元素分析结果 /% Table 1 Elemental analysis results of pyrolusite
从表1 可知,矿样中锰的含量较低,属于低品位软锰矿。主要杂质元素为Fe,其余杂质元素含量较低。
试验所用药剂主要有乙酸、单宁酸等,均为符合国家标准的分析纯试剂。所用仪器主要有JJ-1 型精密增力电动搅拌器、HH-2J 型数显恒温水浴锅、AL204型分析天平、BRUCKER D8 ADVANCE X 射线粉末衍射仪、日立SU8020 型场发射扫描电子显微镜、普析TAS-990 型原子吸收光谱仪等。
1.2 试验方法
将一定浓度的乙酸溶液和单宁酸溶液加入2 L 烧杯中,将烧杯置于恒温水浴锅中加热,同时用磁力搅拌器进行搅拌。待升温到设定温度后,加入100 g 软锰矿,达到设定的反应时间后,静置并过滤,用原子吸收光谱法(GB/T 15337—2008)检测浸出液中锰和铁的浓度。并根据式(1)计算锰和铁浸出率A。
式中:A-锰(铁)浸出率,%;
m0-软锰矿中锰(铁)元素的质量,g;
m1-浸出液中锰(铁)元素的质量,g。
2 结果及讨论
2.1 乙酸浓度对锰和铁浸出率的影响
固定单宁酸浓度25 g/L、液固比10 mL/g、反应温度85 ℃、反应时间2.0 h 的试验条件,改变乙酸浓度分别为1.0、1.5、2.0、2.5、3.0、3.5 mol/L,考察乙酸浓度对锰浸出率的影响,并记录主要杂质铁浸出率的变化,试验结果如图1 所示。

图1 乙酸浓度对锰和铁浸出率的影响Fig. 1 Effect of concentration of acetic acid on the leaching rate of manganese and ferrum
由图1 可以看出,随着乙酸浓度的提高,锰和铁的浸出率也随之提高。当乙酸浓度由1.0 mol/L 提高到3.0 mol/L 时,锰和铁浸出率的增长较快;当乙酸浓度由3.0 mol/L 提高到3.5 mol/L 时,锰浸出率增加不明显,逐渐趋于稳定,而铁的浸出率却继续明显增大。当乙酸浓度低于3.0 mol/L 时,体系中的乙酸量不足,且锰矿中含有的铁等杂质会消耗部分乙酸,锰不能被彻底浸出,锰浸出率较低;当乙酸浓度超过3.0 mol/L后,锰矿和乙酸已基本完全反应,锰浸出率达到最大值,提高乙酸浓度也不能继续有效提高锰浸出率。但乙酸浓度过高会抑制铁的水解,大量的铁元素杂质进入溶液中,提高铁的浸出率,增加后续除杂工艺的负担。综合考虑,选择乙酸浓度3.0 mol/L 最为合适。
2.2 单宁酸浓度对锰和铁浸出率的影响
固定乙酸浓度3.0 mol/L、液固比10 mL/g、反应温度85 ℃、反应时间2.0 h 的试验条件,改变单宁酸浓度分别为5、10、15、20、25、30 g/L,考察单宁酸浓度对锰浸出率的影响,并记录主要杂质铁浸出率的变化,试验结果如图2 所示。
由图2 可以看出,锰浸出率随着单宁酸浓度的增大而提高。未添加还原剂直接酸浸,即单宁酸浓度为0 g/L 时,锰的浸出率仅为2.05%,几乎没有溶出。理论上每克单宁酸可以提供203.5 mmol 电子,还原100 g软锰矿需要3.5 g 单宁酸(固定液固比为10 mL/g 时,此时单宁酸浓度为3.5 g/L)。当单宁酸浓度由0 g/L增加到20 g/L 时,锰浸出率的增长幅度很大,增加单宁酸浓度对提高锰的浸出率有明显的促进作用。当单宁酸浓度由20 g/L 增加到30 g/L 时,锰浸出接近终点,浸出率增加不明显。在酸性溶液中,难溶的四价锰在单宁酸的作用下还原生成易溶的二价锰。随着单宁酸浓度由0 g/L 增加到20 g/L,体系中的还原性物质增多,锰浸出率迅速增加。当单宁酸浓度超过20 g/L后,锰浸出率几乎保持不变,加入的单宁酸已达到充分反应所需要的用量。铁的浸出率随着单宁酸浓度的增加先降低后逐渐稳定,这是因为加入单宁酸会使乙酸和MnO2反应,消耗酸量,溶液pH 升高,促使铁水解进入渣相。MnO2彻底反应后,溶液pH 趋于稳定,铁的水解程度也逐渐稳定。从节约单宁酸用量的角度考虑,选择单宁酸浓度20 g/L 进行下一步试验。
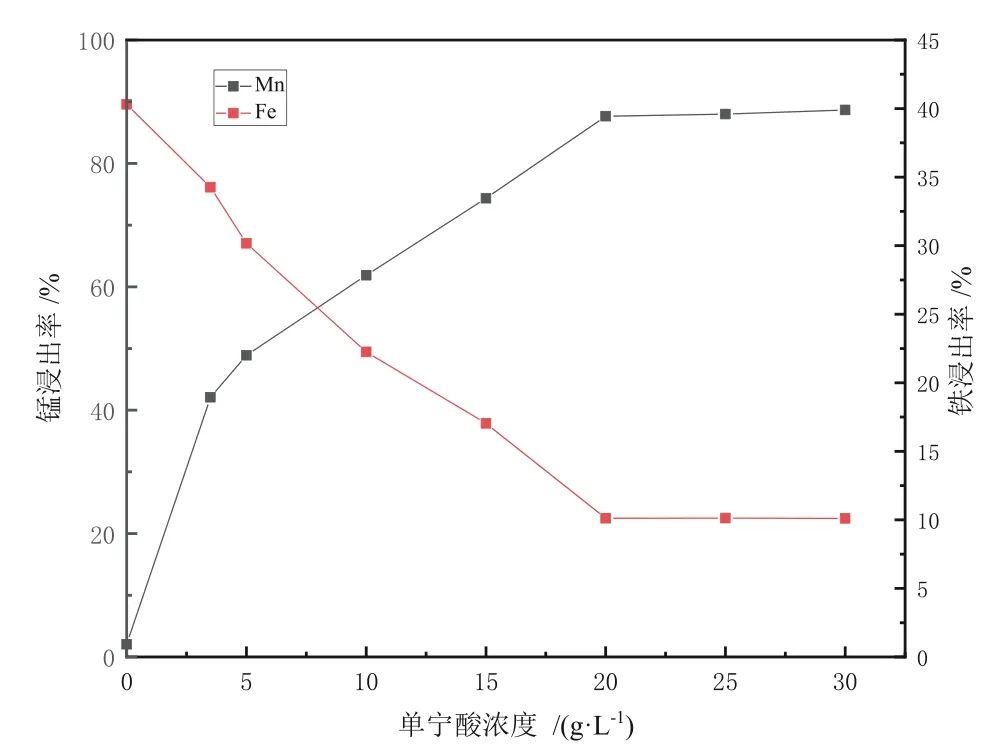
图2 单宁酸浓度对锰和铁浸出率的影响Fig. 2 Effect of concentration of tannic acid d on the leaching rate of manganese and ferrum
2.3 液固比对锰和铁浸出率的影响
固定乙酸浓度3.0 mol/L、单宁酸浓度20 g/L、反应温度85 ℃、反应时间2.0 h 的试验条件,改变液固比分别为5、6、7、8、9、10 mL/g,考察液固比对锰浸出率的影响,并记录主要杂质铁浸出率的变化,试验结果如图3 所示。
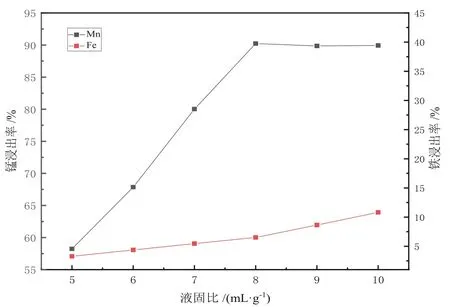
图3 液固比对锰和铁浸出率的影响Fig. 3 Effect of liquid-solid ratio on the leaching rate of manganese and ferrum
由图3 可以看出,随着液固比的增加,锰浸出率呈现先增高后稳定的趋势。浸出反应属于多相反应体系,锰矿和溶液的相互作用发生在软锰矿颗粒与溶液的相界面上。当液固比过低时,矿浆黏度过大,固液两相不能充分接触,不利于扩散过程;又因为乙酸和单宁酸浓度固定,溶液中浸出剂量较少,所以低液固比时锰的浸出率较低。当液固比为8 mL/g 时,体系黏度适中,扩散速率满足反应需求,同时乙酸和单宁酸的量达到充分反应所需要的量,锰的浸出率达到90.23%。继续增加液固比,锰的浸出率变化不大。铁的浸出率随着液固比的增加不断增大,这是由于增加液固比,提高了溶液的酸度,抑制了铁的水解,铁的浸出率增大。液固比选8 mL/g 较为合适。
2.4 反应温度对锰和铁浸出率的影响
固定乙酸浓度3.0 mol/L、单宁酸浓度20 g/L、液固比8 mL/g、反应时间2.0 h 的试验条件,改变温度分别为70、75、80、85、90、95 ℃,考察反应温度对锰浸出率的影响,并记录主要杂质铁浸出率的变化,试验结果如图4 所示。
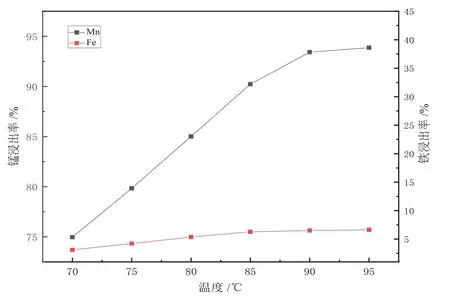
图4 反应温度对锰和铁浸出率的影响Fig. 4 Effect of reaction temperature on the leaching rate of manganese and ferrum
由图4 可以看出,试验温度范围内,升高反应温度会提高锰和铁浸出率。当反应温度由70 ℃升高到90 ℃时,锰浸出率由74.96%提升到93.42%,浸出率的增加趋势明显。当反应温度由90 ℃升高到95 ℃时,锰浸出率仅增加了0.45 百分点。当温度从70 ℃升高到95 ℃时,铁的浸出率由3.11%增加到6.63%。这些变化主要是因为提高反应温度,有利于反应的传质过程,增大离子之间的有效碰撞,反应速率加快,提高浸出率并缩短生产周期。但升温超过90 ℃后,锰浸出率提升有限,同时考虑到升高温度会增加能耗负担,所以将温度控制在90 ℃,继续进行试验。
2.5 反应时间对锰和铁浸出率的影响
固定乙酸浓度3.0 mol/L、单宁酸加入量20 g/L、液固比8 mL/g、反应温度90 ℃的试验条件,改变反应时间分别为0.5、1.0、1.5、2.0、2.5 、3.0 h,考察反应时间对锰浸出率的影响,并记录主要杂质铁浸出率的变化,试验结果如图5 所示。
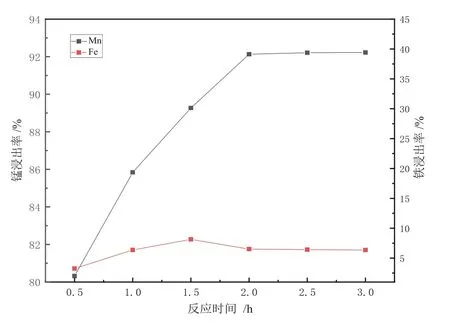
图5 反应时间对锰和铁浸出率的影响Fig. 5 Effect of reaction time on the leaching rate of manganese and ferrum
随着反应时间的增加,锰浸出率也会随之增加。当反应时间由0.5 h 增加到2.0 h 时,锰浸出率由80.32%升高到92.13%,反应时间延长至3.0 h 时,锰浸出率增加到92.22%,浸出率几乎没有提高。当反应时间小于2.0 h 时,浸出过程不能在过短的时间内进行彻底,锰浸出率过低。但反应时间大于2.0 h 后,锰浸出率曲线趋于平稳,表示此时浸出过程的反应程度已经接近极限,反应时间不是影响锰浸出率的关键因素。铁的浸出率随着反应时间的延长先增加后降低。初始酸浓度较高,铁元素浸出到溶液中,随着酸的消耗,溶液pH 升高,铁开始水解进入渣中。从缩短生产周期的角度来考虑,选择反应时间为2.0 h 较合适。
2.6 正交试验
为了研究各因素对锰浸出率影响的大小以及确定最佳工艺条件,进行乙酸浓度、单宁酸浓度、液固比、反应时间、反应温度5 个因素、四水平的优化试验,制作L16(45)正交表,试验条件及结果见表2。
由表2 试验结果的极差分析可以看出RB>RA>RC>RE>RD,即影响锰浸出率主次因素排序为:单宁酸浓度>乙酸浓度>液固比>反应时间>反应温度。单宁酸浓度因素的4 个水平所对应的浸出率的平均值分别为63.16%、73.20%、87.81%、88.23%,第4 水平所对应的数值88.23%为最大,所以取它的第4 水平最好。同样地,乙酸浓度因素的第4 水平最好,液固比因素的第4 水平最好,反应时间因素的第4 水平最好,反应温度因素的第2 水平最好。把这四个因素的最好水平综合起来,即可得到最佳条件为A4B4C4D2E4。
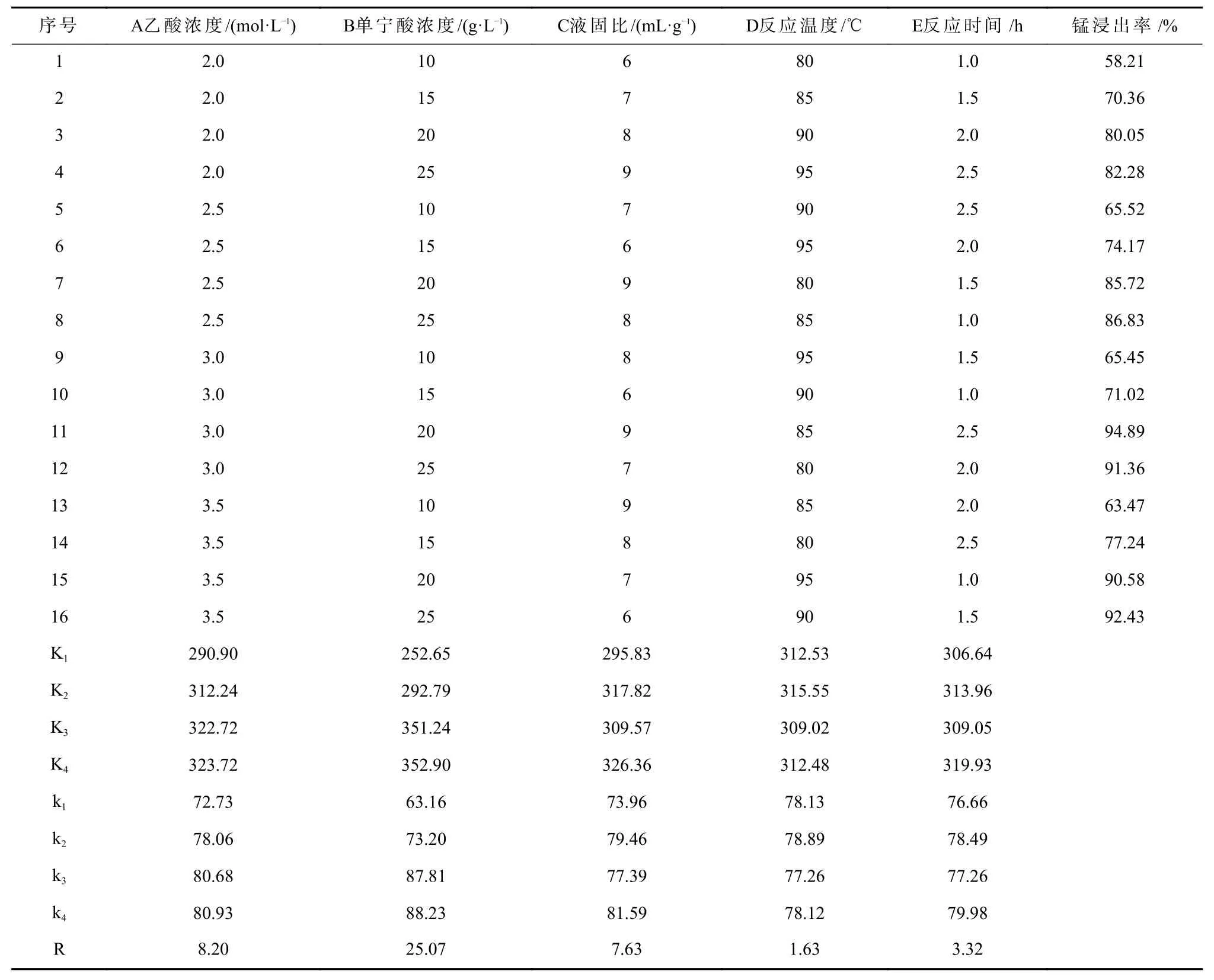
表2 L16(45)正交试验Table 2 L16(45)orthogonal test table
通过以上的试验可知,乙酸/单宁酸浸出低品位软锰矿的最佳条件为:乙酸浓度3.5 mol/L、单宁酸浓度25 g/L、液固比9 mL/g、反应温度85 ℃、反应时间2.5 h。为了验证此工艺的可行性,在最佳条件下进行三组平行试验,锰浸出率的结果如表3 所示。

表3 最佳条件下的验证试验Table 3 validation tests under the optimal conditions
由表3 可知,在最佳工艺条件下,锰的平均浸出率为97.26%,达到了较高的浸出率,锰几乎全部转移到浸出液中。
2.7 锰矿浸出前后的表征
图6a、6b 是锰矿浸出前后的XRD 谱图。原矿主要成分是SiO2和MnO2,铁的各种化合物以及其他物质因为含量过低未能显示在XRD 谱图中。浸出后,MnO2的特征峰消失,锰几乎全部转移到浸出液中,而脉石成分SiO2因为不溶于酸留在了矿渣中。

图6 原矿(a)和矿渣(b)的XRD 谱图Fig. 6 XRD patterns of raw ore (a) and residue (b)
图7a、7b 是锰矿浸出前后的SEM 形貌。浸出前的原矿粉末表面粗糙,有许多小颗粒聚集包覆在外表面。然而浸出后矿渣粉末的形态和原矿粉末有很大的不同,浸出矿渣表面光滑,少量微小颗粒残留在表面。这些微观形态的变化结合XRD 谱图表明,大量MnO2细小颗粒包覆在SiO2的表面,通过乙酸/单宁酸的化学作用将MnO2从表面剥离进入溶液中,暴露出SiO2光滑的表面。
3 结论
(1)锰的浸出率随着单宁酸浓度、乙酸浓度、液固比、反应时间、反应温度的增大而提高,后趋于稳定。影响锰浸出率的主次因素依次为:单宁酸浓度、乙酸浓度、液固比、反应时间、反应温度。
(2)最佳工艺条件为乙酸浓度3.5 mol/L、单宁酸浓度25 g/L、液固比9 mL/g、反应温度85 ℃、反应时间2.5 h,此时锰的浸出率为97.20 %。
(3)乙酸/单宁酸绿色组合可以有效提高锰的浸出率,且还原剂单宁酸的原料来源广泛且可再生,应用前景十分广阔。
猜你喜欢
建材发展导向(2021年16期)2021-10-12
矿产综合利用(2020年1期)2020-07-24
矿产综合利用(2020年1期)2020-07-24
中国生物医学工程学报(2019年6期)2019-07-16
中国锰业(2019年3期)2019-07-11
天然产物研究与开发(2018年4期)2018-05-07
中国酿造(2017年3期)2017-04-07
中国锰业(2016年1期)2016-04-15
化学与生物工程(2015年1期)2015-12-28
湖南大学学报·自然科学版(2014年1期)2014-03-17
