
某热镀纯锌卷大锌花和发亮缺陷产生原因及改善措施
2022-03-31 07:08梁燕燕刘少先杨冬冬
理化检验(物理分册) 2022年3期
梁燕燕, 刘少先, 杨冬冬
(宝钢湛江钢铁有限公司, 湛江 524072)
热镀锌板是将薄钢板浸入熔解的锌槽中,使其表面黏附一层锌,从而获得良好耐蚀性的一种钢板,广泛用于冰箱、洗衣机、空调外板等对表面质量要求较高的家电产品[1-3]。国内镀锌产品分为热镀纯锌、热镀锌合金化、热轧镀锌、热镀铝锌、电镀锌和电镀锌镍等6大类[4],其中热镀纯锌的发展最为迅速。锌花是热镀纯锌板外观的重要特征,锌花不均匀时会造成色差缺陷,使其不满足汽车及家电产品的使用要求。彭曙等[5]研究了热镀锌板表面锌花的3种形态,即亮锌花、羽毛状锌花和暗锌花,不同锌花形态是添加的微量元素对镀层表面产生的偏析造成的[6-7]。某用户在对A钢厂生产的轧硬卷进行热镀纯锌后发现,产品肉眼可见锌层表面锌花偏大,且比正常热镀纯锌板表面更亮,对B钢厂生产的轧硬卷进行热镀纯锌后,其表面质量良好。该用户通过调整锌液成分、气刀和平整工艺,将A钢厂和B钢厂生产的近似规格的轧硬卷进行交错生产,但仍无法消除A钢厂产品中较为严重的大锌花和发亮缺陷。该用户月均采购轧硬卷5 000 t,其厚度主要集中在0.45~1.00 mm。
为查明热镀纯锌卷表面大锌花和发亮缺陷产生的原因,笔者对两个钢厂生产的轧硬卷(厚度为0.75 mm)及其热镀纯锌卷进行了对比分析,并提出了改善措施,以避免该类问题的再次发生。
1 理化检验
1.1 化学成分分析
对A钢厂和B钢厂供给用户的轧硬卷(分别记为轧硬卷A和轧硬卷B)进行化学成分分析,结果见表1。可知两种轧硬卷的化学成分无明显差异,均符合供货协议的技术要求。
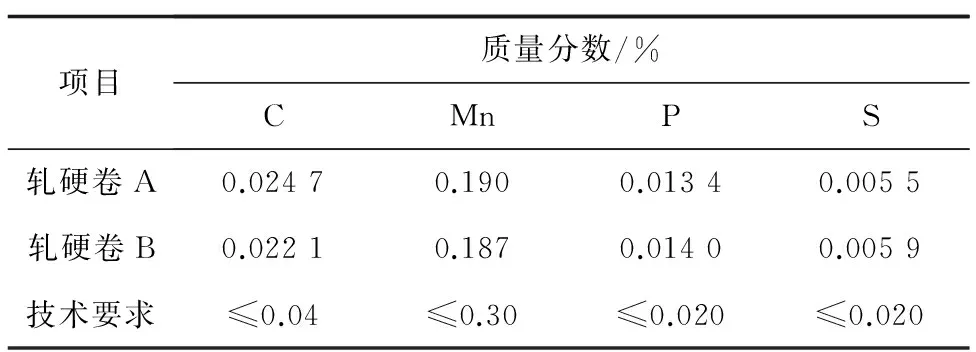
表1 两种轧硬卷的化学成分
1.2 显微组织观察
对A钢厂和B钢厂生产的轧硬卷进行镀锌后(分别记为热镀纯锌卷A和热镀纯锌卷B),观察其截面的显微组织,结果见图1。可知两种热镀纯锌卷的铁素体晶粒尺寸均匀,晶界处析出物较少,基板与锌层界面处的晶粒均为等轴晶,热镀纯锌卷A的晶粒较热镀纯锌卷B的稍大,这与材料厚度、退火温度及热轧卷取温度有关。
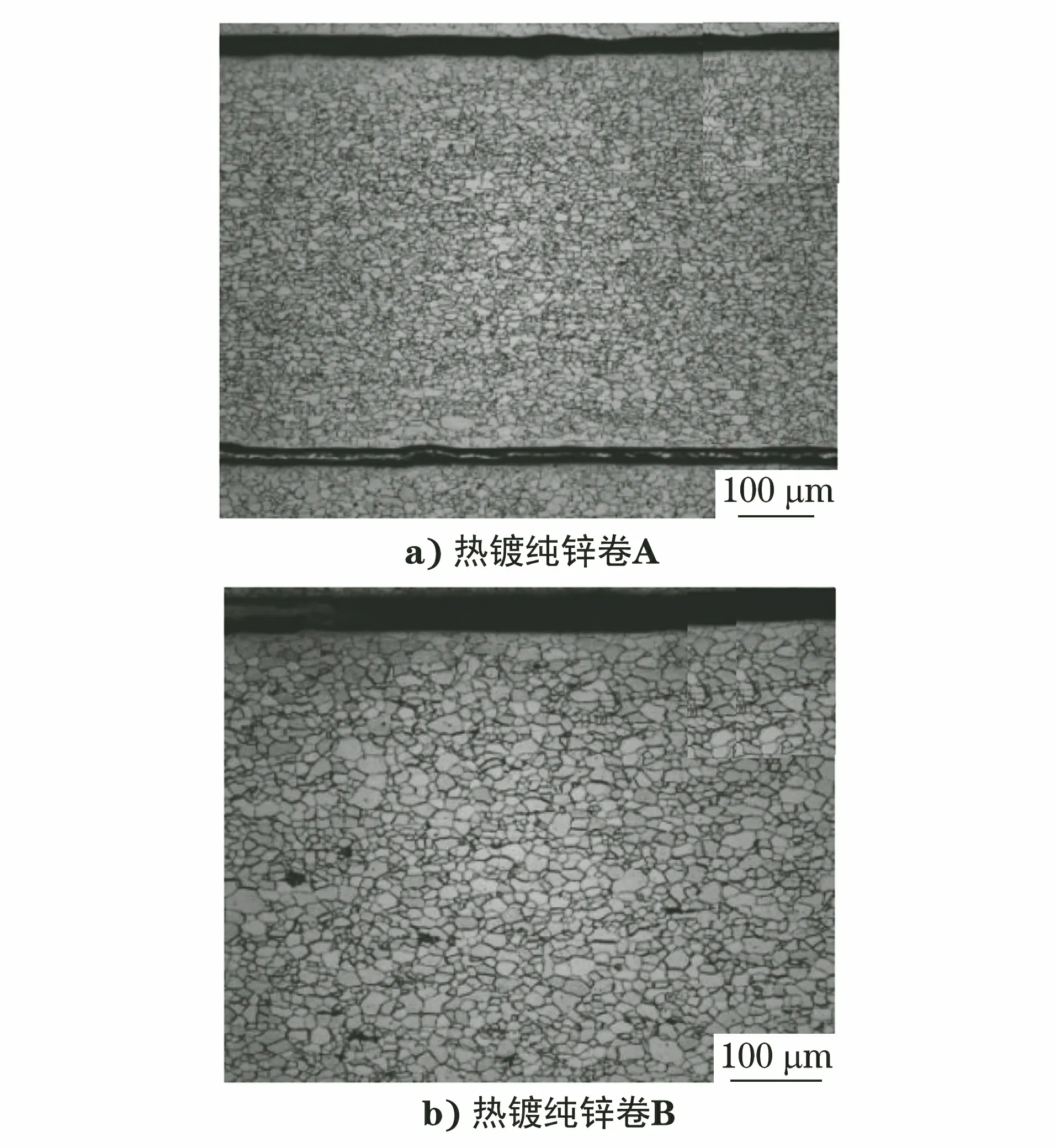
图1 两种热镀纯锌卷截面的显微组织
1.3 辉光光谱测试
采用辉光放电光谱仪(GDS)对两种热镀纯锌卷表面锌层的化学成分和深度进行测定。由图2可见:两种热镀纯锌卷表面锌层与基板的阻碍层Fe2Al5中铝的质量分数分别为0.47%与0.49%,相差不大;两种热镀纯锌卷表面锌层成分相当,且锌层厚度均为6 μm左右。该轧硬卷为普通低碳钢,合金元素较少,退火时带钢表面不会有活性元素的富集层,不会对热镀锌工艺中阻碍层的形成造成影响。

图2 两种热镀纯锌卷表面锌层的GDS测试结果
1.4 扫描电镜分析
使用GI剥离液将热镀纯锌卷表面锌层进行剥离,采用扫描电镜(SEM)对剥离锌层前后热镀纯锌卷的表面形貌进行观察。由图3可见:剥离锌层前,两种热镀纯锌卷表面均有轧机所留下的毛化坑;热镀纯锌卷B表面呈轻微的起伏状,无明显择优取向,属于波纹状锌花,反射率低;热镀纯锌卷A表面平整,无其他特征,属于镜面状锌花,反射率高。由图4可见:剥离锌层后,热镀纯锌卷A表面有凹坑状平整印,粗糙度较低,这主要是镀锌工艺中的平整机组造成的;热镀纯锌卷B表面不仅有凹坑状平整印,还有毛化坑;轧硬卷A的表面较轧硬卷B的平整、光滑,这与表2所测得的表面粗糙度和生产价格指数(Producer Price Index,PPI)完全吻合。KABOLI等[8]研究了基板粗糙度对热镀锌板表面形貌的影响,结果发现低表面粗糙度的基板镀锌后会形成平整的镜面状锌花形貌,高表面粗糙度的基板镀锌后在一定过冷度条件下会形成褶皱的波纹状锌花形貌。
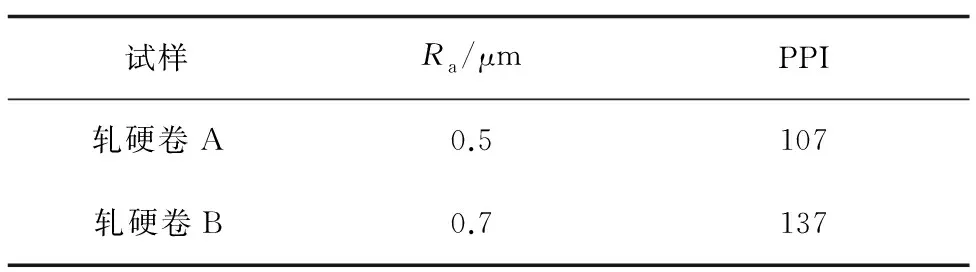
表2 两种轧硬卷的表面粗糙度及生产价格指数
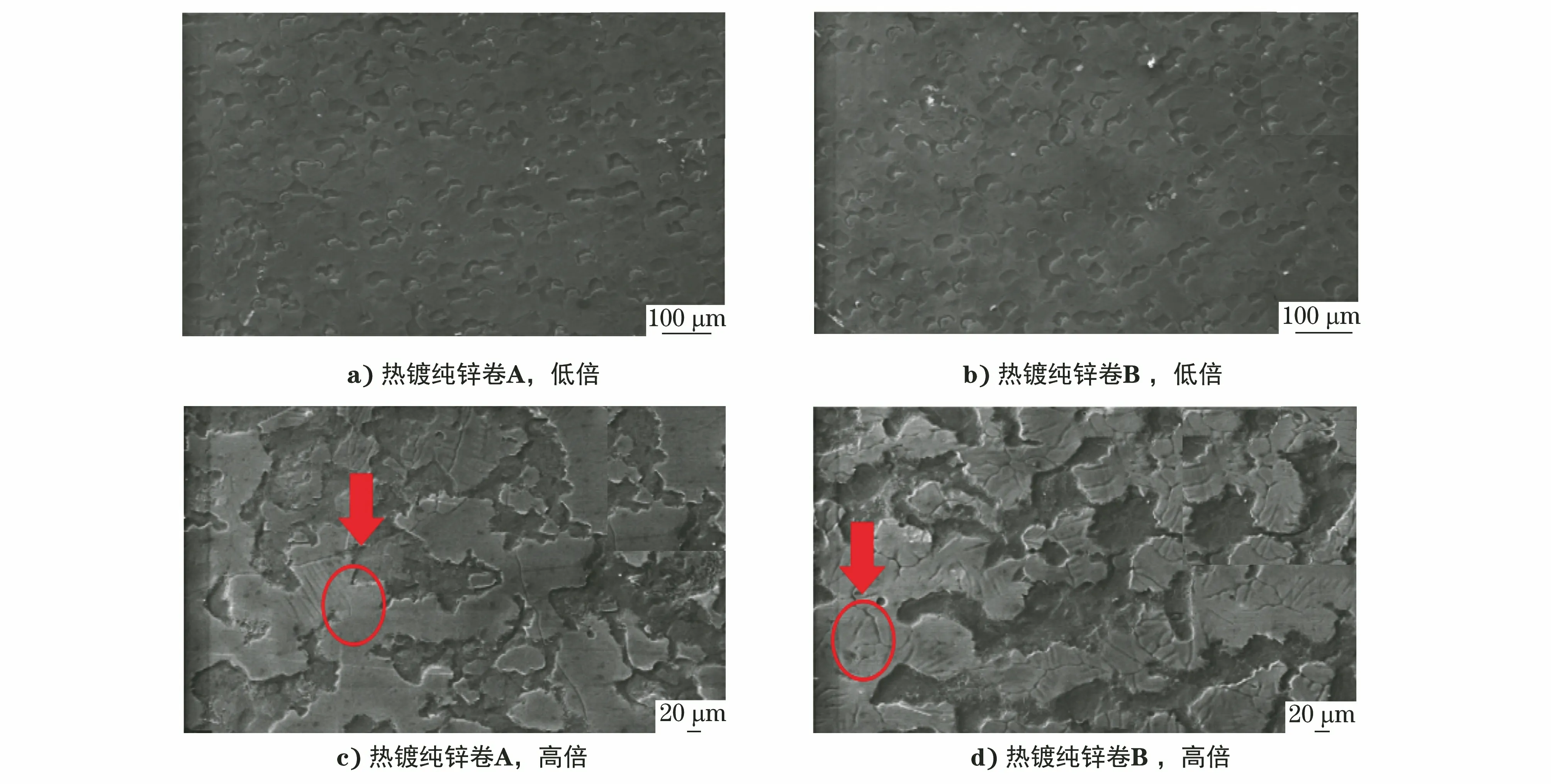
图3 两种热镀纯锌卷表面锌层的SEM形貌(剥离锌层前)
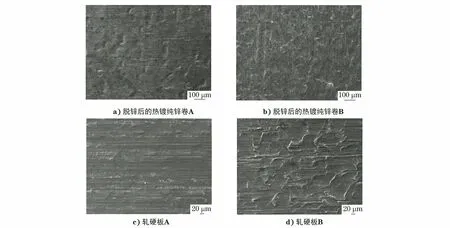
图4 剥离锌层后两种热镀纯锌卷及轧硬卷表面的SEM形貌
综上分析,热镀纯锌卷表面发亮缺陷产生的主要原因是其表面形成了镜面状锌花,该类锌花反射率高,视觉上较波纹状锌花更亮。热镀纯锌卷表面产生大锌花缺陷的主要原因是基板表面粗糙度过低,形核点较少,锌液在基板表面的形核为非均匀形核,在锌液结晶过程中,形核率与晶粒长大速率的比值较小,从而得到较大的锌晶粒。
2 不同轧制方案条件下轧硬卷的表面粗糙度
热镀纯锌卷表面的大锌花和发亮缺陷可通过提高轧硬卷的表面粗糙度来消除。A钢厂酸轧机组为五机架六辊轧机,而轧硬卷的表面粗糙度主要取决于第五机架毛辊(未经打磨)的表面粗糙度及该机架的轧制力。在实际生产中,通常会批量生产近似规格的轧硬卷,随着生产的进行,毛辊表面粗糙度会随之下降,这时需提高第五机架的轧制力来保证轧硬卷的表面粗糙度。为保证轧硬卷的表面粗糙度满足用户提供的技术要求(0.6~1.6 μm),设计了两种轧制方案(表3),对轧硬卷的表面粗糙度进行生产跟踪并取样测量。
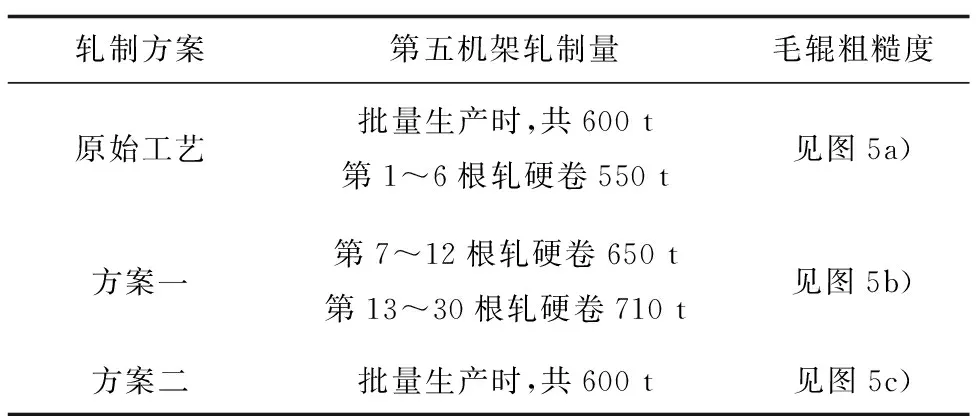
表3 轧制方案及表面粗糙度测量结果
由图5可见:按原始工艺进行生产约600 t产品后,轧硬卷的表面粗糙度衰减至0.6 μm以下;按方案一生产710 t产品后,勉强保证轧硬卷的表面粗糙度在0.6 μm左右;按方案二生产约710 t产品后,轧硬卷的表面粗糙度依旧在0.7 μm左右。
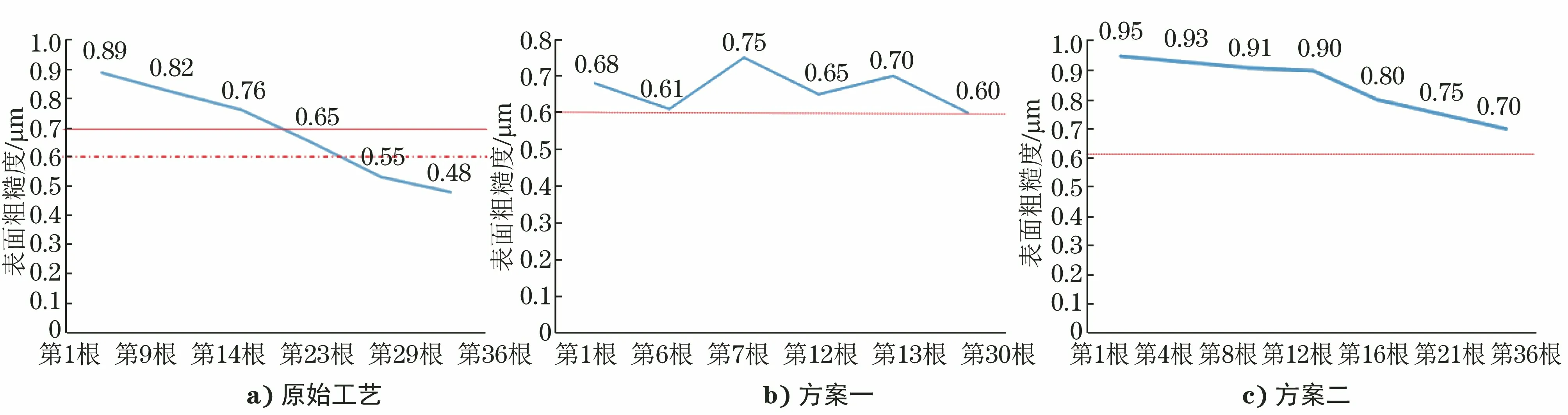
图5 不同轧制方案下轧硬卷的表面粗糙度
在后续的实际生产中,用户在对按方案二生产的高粗糙度轧硬卷进行镀锌后,未出现大锌花和发亮缺陷。继续按方案二生产1 000 t轧硬卷并进行镀锌后,其表面亦未出现大锌花和发亮缺陷。方案一与方案二的轧制成本相当,在实际生产中首选方案二,若批量生产量较少,也可采用方案一。
3 结论及建议
(1) 热镀纯锌卷表面发亮缺陷的主要原因是其表面形成了镜面状锌花,该类锌花反射率高,视觉上较波纹状锌花更亮。热镀纯锌卷表面产生大锌花缺陷的主要原因是基板粗糙度过低,导致形核点较少,锌液在基板表面的形核为非均匀形核,在锌液结晶过程中形核率与晶粒长大速率的比值较小,从而得到较大的锌晶粒。
(2) 采用高粗糙度的毛辊进行轧制生产时,可保证轧硬卷的表面粗糙度基本没有降低。在生产量较少时,考虑成本也可使用低粗糙度的毛辊,同时提高第五机架的轧制力。
猜你喜欢
表面技术(2022年9期)2022-09-27
模具技术(2022年3期)2022-08-18
机械科学与技术(2022年6期)2022-06-27
模具制造(2022年3期)2022-04-20
昆钢科技(2022年1期)2022-04-19
模具制造(2022年1期)2022-02-23
中国电子报(2020年68期)2020-10-20
科学导报(2019年55期)2019-09-28
科教新报(2019年11期)2019-09-10
科技创新导报(2016年27期)2017-03-14
