
高档家电彩涂用镀锌板的质量提升及优化研究
2022-04-02 01:45宋哲
山西冶金 2022年1期
宋 哲
(河北钢铁集团邯钢公司, 河北 邯郸 056015)
近年来,随着家电行业的高速发展,镀锌产品因其良好的涂装性能和均匀的外观受到各家电厂的青睐,目前国内各大钢厂均着力于开发生产适销对路的薄板镀锌产品[1-4]。因用镀锌基板涂漆后的高档家电彩涂板无晶界印迹,因此镀锌基板在提升高档家电面板的外观以及降低漆膜厚度、节约成本上有着很大的优势,已经成为了家电厂家的必选产品。但如果基板存在缺陷,仅仅依靠20μm 左右的涂层来遮盖是很难弥补的,并且往往会将基板缺陷放大化。因此,本文对镀锌表面质量提升进行了研究,并对生产工艺等进行了改善及优化。
1 镀锌板生产现状及问题
邯钢邯宝冷轧镀锌线为邯钢集团首次引进的无锌花镀锌板生产线,设计年生产能力为80 万t,具备生产高档家电彩涂用外板能力。经过几年生产摸索,普通用途的无锌花镀锌板生产经验较丰富,产品质量等各类指标都较好。高档家电彩涂板由于直接使用在最终家电产品外壳,因此是表面质量要求最高的钢铁产品之一,其对镀锌基板的质量要求非常高。在实际生产过程中,往往由于原板的表面缺陷、操作工艺不当或外来污染物等因素影响,使得热镀锌钢板的镀层表面存在缺陷,严重影响表面质量、加工性能和最终的涂装质量。
2 镀锌板表面质量改善及提升措施
针对上述情况,结合生产实际及现状,使用六西格玛精益管理DMAIC 方法、PDCA 攻关方法等过程控制方法对生产中不同工序进行了改善及优化。
2.1 提升带钢表面清洗质量
为了除去冷轧时带钢表面黏附的杂质(轧制油和铁粉等),提高带钢表面的清洁度,对喷淋压力进行改进,在过滤器后加装了机械式压力表,其作用有两点,一是可以校准电子式压力表,二是通过过滤器前后压力表读数可分析出堵塞位置及规律,以便制定清理周期来进行清理,从而保证整个喷淋水循环系统连续稳定地运行,提升清洗效果。
其次应加强漂洗水纯净度控制,若漂洗区域使用电导率过高的脏水,带钢表面将会得不到彻底清洗。所谓干净水就是漂洗水的电导率要控制在0~40μs,为实现这一功能的自动控制,通过优化电气系统来实现自动补水阀和电导率仪的连锁作用,当电导率大于40μs 时,该阀会自动启动补水,以降低电导率,直至将其控制在要求范围内。
2.2 提升镀锌效果
镀锌流程是镀锌线核心工序,对高档家电用镀锌板表面质量起着决定性作用。针对现场情况,首先通过优化锌液成分来保证无锌花产品锌锅锌液成分的稳定,设定锌液成分控制目标,将w(Al)控制在0.18%~0.22%,w(Fe)控制在0.03%以下,锌锅的中w(Pb)和w(Sb)需要严格控制在0.001%以下,并制定了现场锌渣捞取管理规定和锌渣的捞取规范,保证了捞渣效果,提高了锌锅内锌液成分的稳定性;其次,将喷吹由压缩空气改为氮气喷吹,可以避免锌液在高温下发生氧化,消除锌层凝结线、小云纹等缺陷,降低锌耗。
2.3 提升光整效果
为了改善光整效果,提升表面质量,根据钢种、规格特性,设计了不同辊径的工作辊进行轧制,使得光整轧制力、延伸率及表面质量都能满足高档表面要求。具体镀锌线光整机轧制选择方案如表1 所示。

表1 镀锌线光整机轧制选择方案
表1 镀锌线光整机轧制选择方案
为了便于控制光整机,经过与宝钢、首钢顺义等先进企业对标后,对光整机的轧制力、延伸率等控制参数进行梳理,在保证材料性能、综合考虑光整机操作稳定性的同时,明确了光整机控制参数,为实现高档家电用镀锌板的批量生产打下坚实基础。修订后部分钢种光整机延伸率控制要求如表2 所示。
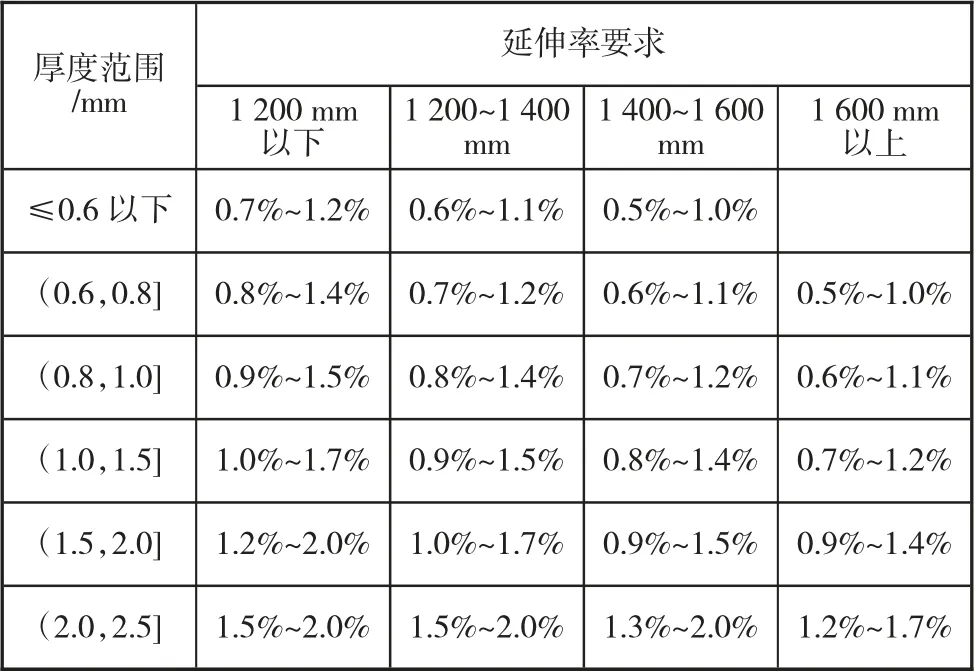
表2 修订后部分钢种光整机延伸率控制要求
2.4 提升炉鼻子
为了防止锌液蒸气在炉鼻子内大量蒸发后形成锌粉末,机组在炉鼻子处安装有一套氮气加湿系统,以提高炉鼻子处局部气氛的含水量,升高露点温度,使锌蒸气在锌液面发生氧化反应,在液面形成一层薄薄的氧化膜,从而抑制锌蒸气的继续蒸发,防止锌灰蒸发凝固在炉鼻子内壁上。
针对炉鼻子内部锌渣清除装置,将氮气放散口改为针孔形设计,氮气管和U 形管排液侧改为竖直设计,进、出液口分别设计了收集槽和半圆形保护罩等措施,优化解决了氮气管冻结堵塞、整个装置运行时震动大、锌灰和锌渣收集效果不好以及锌渣产生量大等问题,同时使得装置的安装和调整更加方便。
每次在对镀锌线检修时,清理完炉鼻子后,在保证安全的前提下,将炉鼻子伸入锌液面二分之一处;再次检修时,在提升炉鼻子之前,提前2 h 将炉鼻子全部伸入锌液面,以消除由于液位波动、凝结而在炉鼻子内壁产生的硬块。此外,在利用炉鼻子摄像头观察到炉鼻子内锌渣较多或带钢出现炉鼻子划伤时,结合带钢厚度及带钢位置选择停车,退火炉高温保温。关闭密封挡板,打开炉鼻子密封氮气,强制将炉鼻子提升、离开锌液面,快速清理炉鼻子内锌渣及锌灰,将炉鼻子伸入锌液后,立即开车。同时根据前期的生产情况,生产线定期安排包装材料类的过渡卷上线生产,通常1 个周期为5 d,每次安排至少两卷。当过渡卷焊缝出锌锅后,利用自制工具伸入炉鼻子通入高纯氮气,将炉鼻子两侧的浮渣吹至炉鼻子中间,然后利用带钢高速进入锌液时产生的涡流将浮渣带出,从而有效保证炉鼻子内部的清洁性。
2.5 实施塔顶辊包布措施
带钢镀锌后从锌锅出来的温度高达460 ℃,经过气刀和第一冷却段,约20 s 到达顶辊时温度为180~280 ℃。此时带钢镀层已经凝固,但带钢内部组织并没稳定。带钢与顶辊表面的温度差加大了带钢内部和表面的温度梯度,使得镀层内部应力加大,因此在张力的控制下,当带钢下表面与顶辊表面接触产生摩擦时,必然造成破坏或滑移,产生物理亮点缺陷,即使光整后也不能掩盖此缺陷。同时,塔顶辊辊面涂层在带钢与辊面之间温度差的冲击下,也会受到破坏,甚至脱落,辊面上的凹坑会在带钢表面留有痕迹,形成白斑缺陷,不能满足高档家电用镀锌板对带钢表面质量的要求,因此,在塔顶辊辊身包覆一层耐高温特殊布状材料,简称包布。该种包布具有极强的热稳定性,在镀锌板生产中不会产生有害气体和废弃物。同时,该包布材料表面光滑、热传导率很低,可减小带钢与包布之间的温度差,从而避免因带钢与辊面摩擦而产生的物理亮点缺陷,提高镀锌板表面质量;另外,由于包布表面致密光洁,无熔点,不产生静电,对铅、锌等金属无黏附性,即使是小锌渣也会脱落,因此还可防止顶辊压印缺陷的产生,改善镀锌板质量。
2.6 提升产品下线质量
首先,在钢卷卷取时加装纸套筒,避免钢卷吊运过程中内圈与吊具直接接触,也避免了客户在开卷过程中钢卷内芯直接与开卷机芯轴接触,将划伤、”八字“型硌痕等吊运、开卷过程中发生的缺陷彻底消除,高板板材下线质量得到明显改善,提高了下游客户的成材率,同时使客户满意度也得到了大大提升。
其次,实施了镀锌出口2 号梭车直连2 号包装机组改造,使下线钢卷可直接进入包装,避免天车吊运导致钢卷磕碰伤缺陷,减少降级品发生。
2.7 控制厂房及产线通道的清洁化
现场持续推进清洁生产,为了防止锌锅周围灰尘或杂物带入锌锅造成锌渣锌灰缺陷,车间在锌锅周围铺设了1 cm 厚的钢板,并刷漆;制定锌锅周围卫生清扫规程。为了保障生产车间内部气流稳定,灰尘不会随风在厂房内飞舞,车间对入口出口区域进行了隔断,车间内部是一个相对密闭的空间,彻底隔绝了镀锌前跨、后跨灰尘、杂物对生产的影响。围绕带钢通道线卫生、设备清洁、绿色生产、定置有序、精细管理等方面,系统梳理完善清洁周期、清洁标准体系,构建现场环境提升的固化保持机制。完善“区域明确、责任具体、考核到位、改善提升”的工作机制。现场定制PLCL 看板确定标准,责任到人。
3 实施效果
通过对设备和工艺流程等进行优化及控制,经清洗段清洗后,带钢清洁度显著提高,表面反射率由80%左右提升到95%以上;产线出渣量减少了30%~40%,锌耗月节约量为1%;表面质量缺陷导致的产品不合格率下降65%。不仅为公司创造巨大效益,也为产品迈向更高端市场打下坚实基础,为公司实施“品质增效”战略迈出了踏实的一步。
猜你喜欢
低温与特气(2022年2期)2022-11-26
低温与特气(2022年2期)2022-11-26
航空制造技术(2022年9期)2022-07-28
表面工程与再制造(2022年1期)2022-05-25
科学技术创新(2021年19期)2021-07-16
建材发展导向(2021年6期)2021-06-09
表面工程与再制造(2019年3期)2019-09-18
科学与财富(2016年29期)2016-12-27
中国新技术新产品(2016年23期)2016-12-26
装备环境工程(2015年4期)2015-02-28
