
台阶缝筛管加工技术
2022-04-07 08:02高福万杨贺来
机械制造 2022年3期
□ 陈 静 □ 高福万 □ 杨贺来
天津中杰科技发展有限公司 天津 300011
1 研究背景
在疏松砂岩油藏开采时,防止油井出砂,即油井防砂是重要任务。油井防砂主要采用机械防砂方法。机械防砂方法对地层适应能力强,成功率高,相对成本低,应用十分广泛。
割缝筛管是最常用的机械防砂筛管。相比其它防砂筛管,割缝筛管管缝同体,结构简单,施工方便,造价低。割缝筛管允许适当弯曲,可用于水平井等弯曲井眼的完井和防砂[1-3]。
传统的矩形缝割缝筛管管内外缝宽相同,缝隙自洁性差,管内外压力降小,容易造成砂粒堵塞,进而降低产能,并且缝口较宽,大于0.30 mm,不适应粉细砂地层。
台阶缝筛管外缝窄而内缝宽,能够克服传统矩形缝和梯形缝的缺点,可以提高筛管滤砂性能,延长使用寿命,更加适应不同地层防砂的需要[4]。笔者对台阶缝筛管的加工技术进行介绍。
2 加工方法
2.1 激光割缝+塑性成形
先用激光切割加工出宽台阶缝。宽台阶缝外缝宽度为0.30±0.05 mm,外缝深度不大于2.50 mm,内梯形缝锥角为6°~13°,再塑性成形加工出窄台阶缝。宽台阶缝外缝宽度不小于0.10±0.05 mm。
2.2 铣刀割缝+塑性成形
先应用铣刀切割加工出矩形缝。矩形缝的宽度为0.50±0.05 mm。再通过塑性成形方法加工出窄台阶缝。窄台阶缝的过渡梯形锥角为6°~12°,外缝宽度不小于 0.10±0.05 mm。
3 随动塑性成形加工机床
笔者研制了随动塑性成形加工机床,这一机床由床身、卡盘、支撑机构、固定框架、活动框架、导轨、定压头、动压头、顶紧螺栓等组成[5-6],结构如图1所示。
将已经切割出宽缝的筛管放至随动塑性成形加工机床上,筛管一端由卡盘夹紧,另外一端由支撑机构支撑,筛管中心线与机床回转中心线重合。固定框架与活动框架套装于筛管的外缘,定压头和动压头压紧在筛管管体上。启动机床,卡盘带动筛管定轴转动,紧贴在筛管外缘的活动框架与固定框架产生接触,并对固定框架施加作用力矩,固定框架对活动框架施加反作用力矩。定压头和动压头对筛管上的缝隙进行塑性成形加工。即使筛管管体圆度超差,活动框架也可以随着筛管轴线变化改变筛管在平面内的位置,同时定压头和动压头对筛管上缝隙施加的压力不变,不受筛管管体圆度超差的影响。
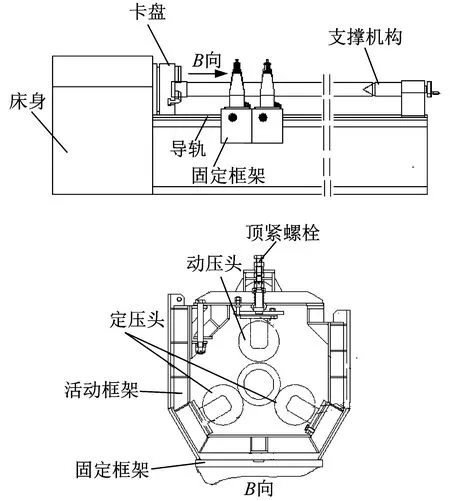
▲图1 随动塑性成形加工机床结构
固定框架可以沿机床导轨作平行于筛管的轴向移动,对整根筛管上的缝隙进行塑性成形加工。即使筛管管体圆柱度超差,活动框架也可以随弯就弯,随着筛管轴线变化改变筛管在平面内的位置,同时定压头和动压头对筛管上缝隙施加的压力不变,不受筛管管体圆柱度超差的影响。
根据缝隙宽度的尺寸要求,拧动顶紧螺栓,可以调整动压头对筛管缝隙上的压力。
塑性成形加工完毕,固定框架停止纵向移动,筛管停止转动。应用测量仪器检测筛管缝隙宽度,如果大于图纸要求的宽度,那么重复进行上述塑性成形加工过程;如果达到图纸要求的宽度,那么卸下筛管,加工过程结束。
在加工过程中可以更换不同形状和结构的定压头和动压头,对管体筛缝进行挤压、滚压、碾压运动,加工出外缝窄而内缝宽,由各段直缝或曲缝连续衔接且呈扩散状的台阶缝。
4 过流性能比较台架试验
辽河油田钻采院利用水平井筛管防砂模拟试验装置,分别对外缝宽0.25 mm的台阶缝筛管和缝宽0.35 mm的矩形缝筛管进行对比试验评价。试验原理为,在相同的填充试验砂和流量下,测试不同筛管的内外两侧流量、压差和出砂量,从而评价不同筛管的过流能力和挡砂性能。
台阶缝筛管和矩形缝筛管过流压力随时间变化曲线如图2所示。由图2可知,与相同尺寸的矩形缝筛管相比,台阶缝筛管内外压力损失小,过流能力强。
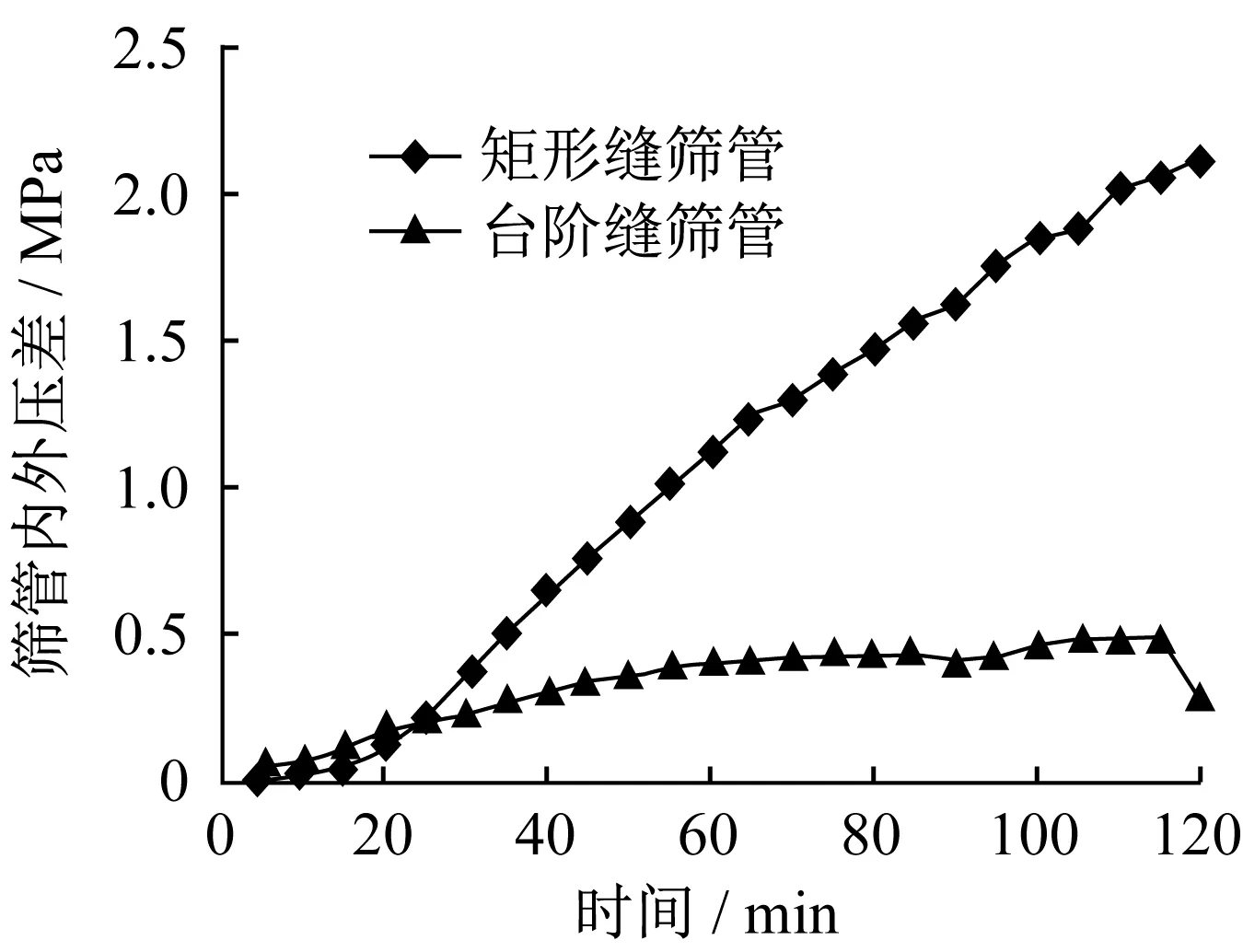
▲图2 筛管过流压力随时间变化曲线
5 生产应用
台阶缝筛管应用于胜利油田东营河口埕南13-6高含水粉细砂油井、T4-P4裸眼水平井完井、J6-X24热采井,尺寸为φ73.02 mm×5.51 mm、φ88.9 mm×6.45 mm,钢级为N80-Q,外矩形缝宽为0.10~0.20 mm,外矩形缝深不小于2.0mm,内梯形缝锥角为6°。
台阶缝筛管应用于大港油田港西某井完井,尺寸为φ73.02 mm×5.51 mm,钢级为J55,外矩形缝宽为0.25±0.05 mm,外矩形缝深不大于2.0 mm,内梯形缝锥度为6°,缝长为80 mm,缝间距为20 mm。
台阶缝筛管应用于新疆油田九7区块完井生产,尺寸为φ177.8 mm×8.05 mm,钢级为TP90H,外矩形缝宽为0.3 mm,外矩形缝深不大于2.0 mm,内梯形缝锥角为4°,缝长为80 mm,纵向缝间距为45 mm。
台阶缝筛管应用于辽河油田杜84-兴H32等油井生产,一种尺寸为φ127 mm×9.19 mm,钢级为TP110H,外矩形缝宽为0.25±0.05 mm,外矩形缝深不大于2 mm,内梯形缝锥角为6°,缝长为45 mm,缝间距为30 mm,每圈缝数为30,另一种尺寸为φ177.8 mm×9.19 mm,钢级为TP110H,外矩形缝宽为0.25±0.05 mm,外矩形缝深不大于2.0 mm,内梯形缝锥角为6°,缝长为45 mm,缝间距为30 mm,每圈缝数为50。
6 结束语
台阶缝筛管外缝窄而内缝宽,克服了传统矩形缝和梯形缝的缺点,能够提高筛管滤砂性能,延长使用寿命,更加适应不同地层防砂的需要。
随动成形加工方法可以高效率、高精度地对宽矩形缝或宽梯形缝进行二次塑性成形加工,也可以对宽台阶缝筛管进行二次塑性成形加工,使外缝宽度更窄。随动成形机床加工出的筛管,筛缝宽度均匀一致,克服了由于毛坯套管或油管圆度、圆柱度超差造成筛缝宽度不一致的影响,省去了以往还要对成形加工后的筛管进行二次修缝加工的环节。
水平井筛管防砂模拟试验结果说明,对比相同几何尺寸的矩形缝筛管,台阶缝筛管内外压力损失小,过流能力强,有利于完井防砂。
多年的油田完井生产效果说明,台阶缝筛管具有四方面特点。
(1)性能好。缝型外窄内宽,保留梯形缝自洁和矩形缝不易被磨蚀变宽的优点,避免矩形缝容易被流砂堵塞出现砂卡的缺陷,同时避免梯形缝容易被磨蚀变宽、外缝尖锐、应力集中、管体强度降低的缺陷。
(2)应用范围广。台阶缝筛管加工精度高,外缝宽度不小于0.10 mm,能代替绕丝筛管、滤砂管,用于细粉砂井。
(3)造价低。尽管台阶缝筛管相比普通矩形缝筛管加工难度大,工序更为复杂,但是价格和矩形缝筛管相近。
(4)技术指标先进。台阶缝筛管外矩形缝宽不小于0.10 mm,外矩形缝深不小于2.5 mm,内梯形缝锥角为6°~13°。
台阶缝筛管塑性加工方法及装备的研究项目于2013年10月15日通过天津市科委组织的科技成果鉴定会鉴定,获得国际先进水平的评价。
猜你喜欢
九江学院学报(自然科学版)(2022年2期)2022-07-02
石油工业技术监督(2022年6期)2022-06-25
教育教学论坛(2022年12期)2022-05-11
石油工业技术监督(2022年2期)2022-03-02
天然气勘探与开发(2021年4期)2021-12-23
中国石油大学学报(自然科学版)(2021年2期)2021-05-25
化工管理(2021年4期)2021-01-09
上海建材(2020年4期)2020-12-15
水利规划与设计(2020年1期)2020-05-25
山东工业技术(2016年15期)2016-12-01
