防错技术在机加工缸盖加工中心的应用
2022-04-18 18:18梁忠耀 竭尽超
时代汽车 2022年7期
梁忠耀 竭尽超



摘 要:缸盖是发动机的3C件之一,同时也是是发动机燃烧室的组成部分。缸盖尺寸对发动机性能有重大影响,故缸盖在加工过程的防错功能尤为重要。本文主要分析探讨防错技术在机加工缸盖加工中心的应用。
关键词:缸盖 加工中心 防错
1 概述
缸盖作为发动机总成中的关键部件之一,其加工精度将直接影响到发动机的质量与使用性能。目前国内大多数具备缸盖生产加工能力的发动机工厂都是柔性生产线,生产的缸盖产品不止一种。因此,缸盖在加工中心如何防止缸盖错漏加工尤为重要。
本文通过介绍几种已经在成熟缸盖加工中心运用的防错技术,说明如何避免缸盖错漏加工的问题。
2 目前缸盖错漏加工现状
2.1 缸盖型号错误
柔性生产线生产不同型号的缸盖,选定缸盖型号加工时,如果混入另一个型号的缸盖。轻则导致缸盖和加工刀具报废,重则加工中心主轴和丝杠也可能因撞击导致报废。
2.2 缸盖方向错误
加工中心对缸盖方向和位置有明确要求,缸盖在进入加工中心时如果方向错误,易造成加工位置错误造成报废。严重的会造成撞刀,使得缸蓋和刀具都报废。
2.3 加工刀具错误
柔性缸盖加工中心机床里一般为了满足多型号缸盖生产,会装有各种型号的刀具,一旦用错刀具,易造成加工的缸盖和刀具报废。
2.4 刀具问题导致错漏加工
市面上大部分缸盖都是铝合金,其硬度相对加工刀具来说都偏软。但是在日常加工时还是会出现加工刀具崩刀导致缸盖加工尺寸超差。自动化程度高的生产线,如没有有效的检测刀具崩刀的功能,极易出现批量加工不合格,造成严重损失。
2.5 缸盖重复加工
已完成的缸盖被重复加工,导致尺寸超差。
3 缸盖防错应用
3.1 缸盖类型防错
3.1.1 传感器防错
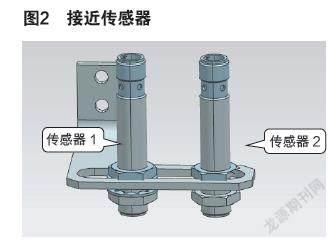
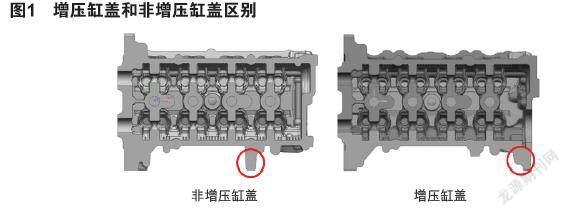
根据缸盖外观类型差异,通过接近传感器感应,区分缸盖类型。传感器信号反馈缸盖类型和加工中心选择的类型不一致的,加工中心报警类型不匹配,无法加工。
根据两者缸盖红圈差异,可以用接近传感器感应红圈位置(如上图2)。传感器1亮则表示是非增压缸盖,传感器2亮则表示是增压缸盖。以此和加工中心选择的类型进行匹配,一致的加工中心正常加工,不一致则报警,达到类型识别的目的。
传感器防错成本低,但只适合于外观有明显差异的缸盖防错。
3.1.2 二维码防错
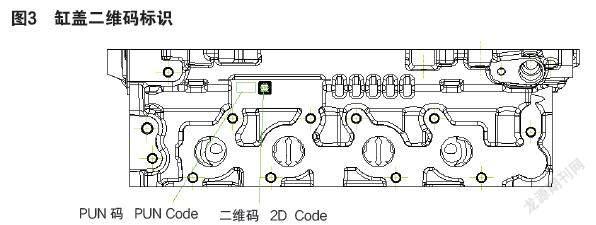
设置好二维码的编码规则,如生产日期,缸盖类型,生产线,生产班次等。给缸盖打上二维码,进入加工中心加工前,通过二维码识别判断缸盖类型和加工中心选取的缸盖类型是否一致(如上图3)。
二维码防错,适合所有类型的缸盖防错,但需要打码和读码设备,成本相对传感器较高。而且需要在打码设备增加机械防错功能,避免不同类型的缸盖打成一样的二维码,导致二维码防错失效。但配合数据库,可以对缸盖进行加工追溯,一旦缸盖加工有问题,可以通过二维码查询缸盖进入加工中心的时间。
3.1.3 相机防错
针对缸盖外观相近,但类型不一样的缸盖,难以通过传感器进行防错。可以通过相机拍照,针对差异点识别缸盖类型进行防错。例如下图4,B系列缸盖排气口为圆形,N系列缸盖排气口为椭圆。目视检查或者传感器难以进行防错。通过相机拍照则可以很好的进行缸盖类型防错。
相机防错,适合外观差异小的缸盖防错,需要相机和存储设备,拍照对比缸盖外观判断缸盖类型。成本比传感器防错和二维码防错要高,但识别效果较好,并且还能识别缸盖表面缺陷。
3.2 导向工装防错
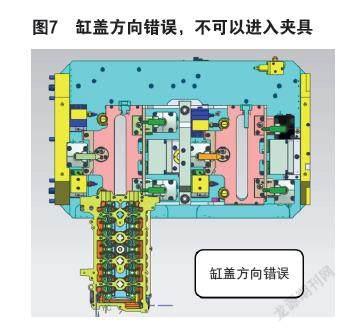
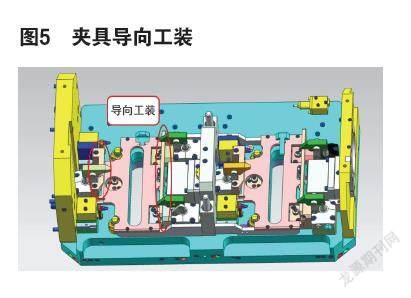
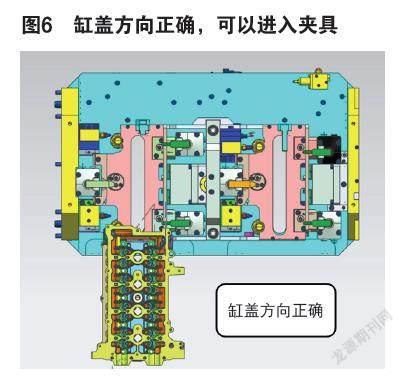
机床工装夹具可以根据缸盖外观,设计仿形工装或者导向工装,使得缸盖只能由某个特定方向进入机床工装夹具,以此来进行防错,避免错误方向的缸盖进入加工中心(如下图5,图6,图7)。
导向工装防错,能保证缸盖按特定方向进入加工中心,配合位置传感器,可以100%避免缸盖方向错误导致加工中心撞刀等问题。
3.3 刀具防错
刀具使用错误、刀具断刀等都会影响机床加工质量。可以通过传感器,感应刀具是否断刀确保刀具完好。通过刀具芯片读取,判断刀具型号是否正确。现场加工中心换刀门旁,可以粘贴刀具对比图,方便员工换刀对应,避免换错刀。
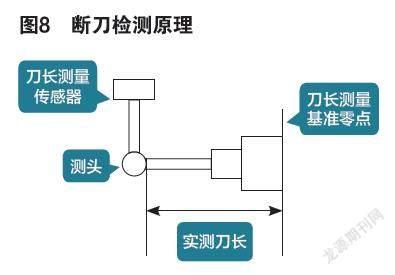
断刀检测原理:刀具长度通过芯片读入机床系统。刀具每次加工完后,传感器对刀具长度进行检测并和机床系统读取的刀具长度对比,如长度误差达到0.1mm,则机床报警停止加工。该防错方法适用于钻头,丝锥等刀具(如下图8)。
刀具型号检测防错:刀具型号通过芯片读入机床系统,通过和程序设定的刀具型号对比,一致则可正常加工,不一致则机床报警(如下图9)。
刀具对比图防错:在机床换刀门上粘贴正确刀具目视图。员工换刀前可以和目视图进行对比,避免换上错误的刀具(如下图10)。
刀具目视图防错,成本低,制作简单,可以有效提醒员工换刀时正确刀具的外观。刀具芯片读取可以确保刀具型号和加工中心程序刀具型号一致性,避免用错刀具导致加工超差。断刀检测功能,能有效检测刀具加工是否出现崩刀,避免刀具崩刀造成大批量工件加工报废。
3.4 防重复加工防错
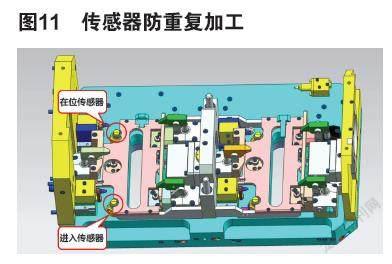
通过进入传感器和在位传感器配合感应,加工中心加工完缸盖后。需要将缸盖取出,重新推入缸盖,进入传感器和在位传感器都感应有缸盖进出后,缸盖加工中心才能加工,避免重复加工导致缸盖尺寸超差(如下图11)。
通过进入和在位传感器来判断缸盖是否重复加工,成本低,效果好。
4 防错运用效果
以上介绍防错技术均已运用在上汽通用五菱汽车股份有限公司河西发动机工厂,其运用后防错效果如下图12。
5 结语
防错技术的运用对提高缸盖的加工质量意义重大。同时合理的运用防错技术才能让缸盖加工质量满足精益生产三大原则:不制造缺陷、不接受缺陷、不传递缺陷。并且中国制造2025实现制造业数字化、网络化和智能化发展,防错技术也是其不可缺少的重要一环。
参考文献:
[1]机械产品设计制造使用防错方法[M].北京:机械工业出版社,2014.
[2]胡健斌,邓雄章,周传邦.防错技术在发动机缸体加工中的应用[J].AI汽车制造业,2011(64).
[3]王乙楠,董晶晶,张海曼.激光传感器在缸盖线漏加工防错中的运用[J].汽车制造技术,2016年第四期(130).
[4]许永胜.精益生产中的防错技术应用[J].时代汽车,2018(27).
[5]赵华坚,奚立峰.应用防错技术实现质量零缺陷[J].工业工程与管理,2002年第四期(46).