机采棉主要加工工序对棉纤维品质影响
2022-04-19 13:18董红强陈国栋胡守林赵书珍
中国纤检 2022年3期
文/路 超 白 英 董红强 陈国栋 胡守林 赵书珍
1 引言
近年来,受劳动力成本上升等因素的影响,棉花生产成本逐年上升,越来越多的棉农选择了机械种植及采收,新疆作为我国棉花种植面积最大的省份,现已成为最大的机采棉种植加工基地。但机械采收会使籽棉的含杂率骤然提升,为降低棉花含杂率及提升棉纤维品质,机采后的棉花在加工时一般会采用多道清理工序,主要分为籽棉清理和皮棉清理,这在一定程度上会对棉纤维的品质造成影响。那么,机采棉清理加工过程中纤维品质是如何变化的,不同的清理工序会对棉纤维品质造成多大影响?基于此,通过对机采棉清理加工过程中纤维品质的变化分析,研究不同清理工序对纤维品质的影响程度,为确定合理的机采棉加工工艺,优化加工关键技术提供科学评价依据,最终达到满足机采棉清理加工的要求及提高质量、降低成本、增加效益的目的。
2 机采棉加工工序流程
国家标准GB/T 22335—2018《棉花加工技术规范》规定了机采棉的加工技术要求,并给出了具体加工工序流程,见图1。由图1可知,随着机采棉加工工序的不断发展与完善,一般机采棉在籽棉清理工序中的道数为4,皮棉清理工序中的道数为2,即四清二排。本文按照四清二排的加工工艺研究机采棉在加工过程中的变化情况。
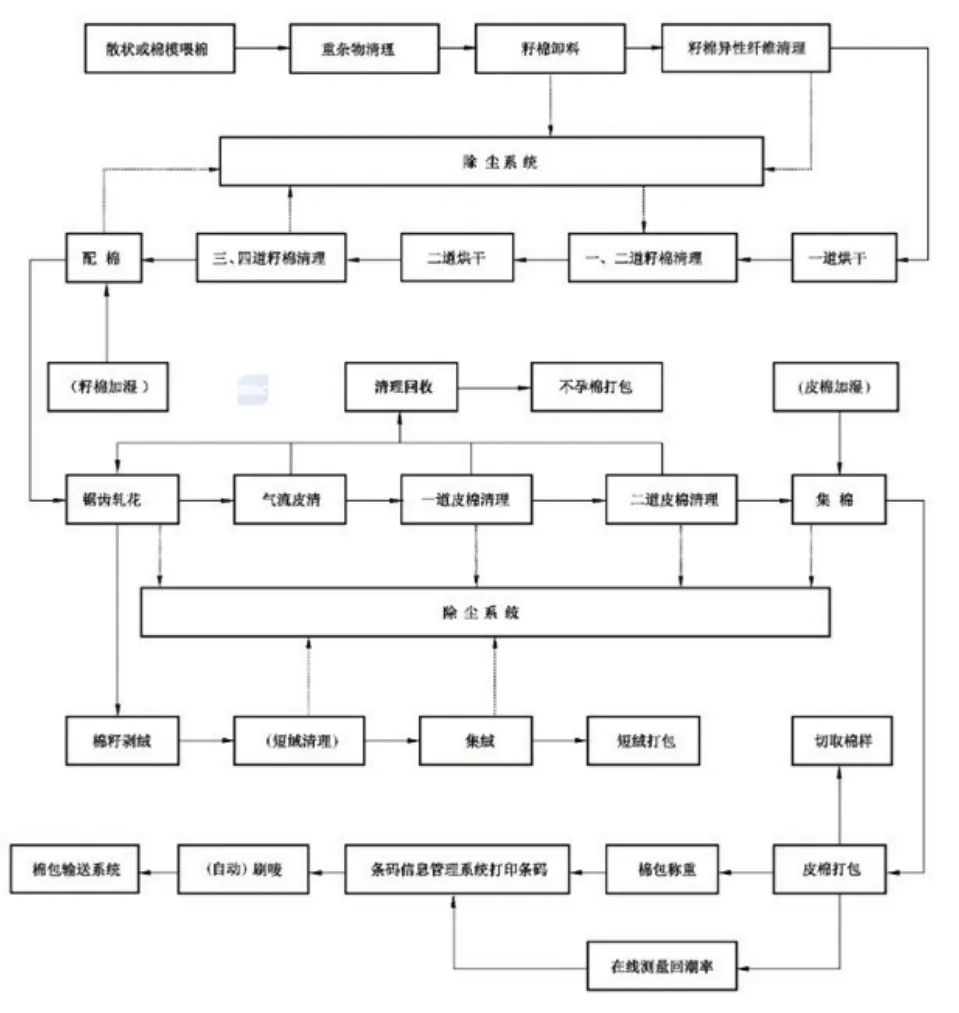
图1 机采棉加工工序流程图
3 试验设计
3.1 材料与方法
试验于2020年在阿克苏地区的新疆金丰源种业股份有限公司(温宿县)和阿克苏市金田农场有限责任公司(阿克苏市)两个育种企业的棉花加工厂进行棉样采集。每个棉种企业选择阿克苏地区主栽1~2个细绒棉品种,每个品种的种植面积均在600亩以上,各品种按照当地高产田管理模式进行,将区域内的种植管理环节统一。选定的棉花品种为:J206-5、新陆中68、新陆中80,共计3个棉花品种。待各品种棉花90%以上棉铃吐絮时进行机械采收。采收后的棉花统一到本地的棉花加工厂加工。各品种棉花的具体加工工序、试样个数和试验方案见表1。

表1 主要加工工序对棉纤维品质的影响研究试验方案
3.2 籽棉加工前的准备
国家标准GB/T 22335—2018《棉花加工技术规范》规定,在籽棉的交售、收购中不得混入危害性杂物,因此在籽棉加工前需挑拣干净棉垛中的危害性杂物以及进行异性纤维的清理工作。同时籽棉的回潮率和含杂率也是影响棉花加工产量和质量的重要因素,因此在籽棉加工前需进行含杂率测试和回潮率测定,确保机采籽棉的含杂率不大于12%,回潮率不大于12%,若回潮率过高,需进行烘干或晾晒。参试品种籽棉在加工前的回潮率和含杂率均符合加工要求,具体数据见表2。
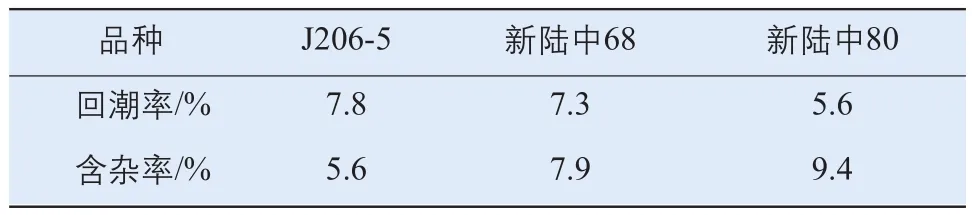
表2 各品种机采籽棉加工前含杂率和回潮率
3.3 采样点设置
经机械采摘的各品种棉花进行机采加工时,围绕籽棉从开模清理到加工完毕这一流程,设置4个取样点,分别为:大垛取样(简称“大垛”),籽棉清理后、锯齿轧花前取样(简称“籽清”),锯齿轧花后、皮棉清理前取样(简称“轧花”),气流皮清后、锯齿皮清前取样(简称“皮清”)。
3.4 棉样采集与品质检验
(1)棉样采集
大垛取样:在单一品种的籽棉大垛中,在不同方位、多点、多层随机取样,取样深度不低于30cm,每个样品不低于1500g。
籽清、轧花和皮清取样:待仪器设备状态良好,生产线稳定后,安排人员在3个取样点同时取样,每隔10分钟取样一次。籽清取样点每个样品不少于1.5kg,轧花和皮清取样点每次取样量不少于500g。
(2)品质检验
将采集后的棉样统一带回阿克苏地区纤维检验所实验室,对大垛取样后的各品种籽棉统一进行轧花后,将各品种棉花按照加工工序分类,按照国家标准GB 1103.1《棉花 第 1 部分:锯齿加工细绒棉》中的要求,用乌斯特大容量棉花测试仪(简称HVI1000)对棉样进行测试。测试时将每份棉花样品分成3份子样,将3份子样测定数值的平均值作为最后的试验结果。
4 结果与分析
4.1 主要加工工序对棉纤维平均长度和长度整齐度指数的影响研究
各品种棉花在各加工工序后的棉纤维平均长度和长度整齐度指数见图2。由图2可以看出,各品种棉花的平均长度在经过籽清后均有显著性差异,其中,J206-5和新陆中68两个品种的棉纤维长度在籽清后都有所升高,但新陆中80的棉纤维长度有所降低。在经过轧花后,J206-5的棉纤维长度有所降低,而新陆中68和新陆中80的棉纤维长度有所升高。经过皮清后,J206-5和新陆中68的棉纤维长度均有所降低,且降低程度较为明显,而新陆中80的棉纤维长度却有一定程度的升高。总体来看,各品种棉花从大垛开始加工到皮清结束后,J206-5和新陆中80的棉纤维长度均有所降低,但新陆中68的棉纤维长度却有所升高。经过机采加工后,可以看出,棉纤维长度总体呈下降趋势,但各品种的棉纤维长度在加工前后均处于同一长度级,说明机采加工工序对棉纤维长度影响不大。
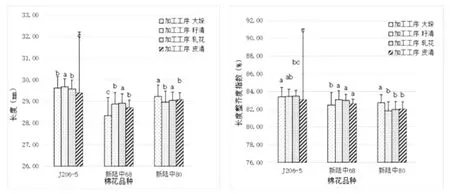
图2 各品种棉花在各加工工序后的棉纤维平均长度和长度整齐度指数
从棉纤维长度整齐度指数数据中可以看出,J206-5在籽清后的变化不大,但新陆中68的长度整齐度指数上升明显,上升0.62%,新陆中80下降明显,下降了0.95%。从图2中可以看出,各品种棉花在经过籽清—轧花和轧花—皮清后,各品种棉花的长度整齐度指数差异不显著。从整体上来看,J206-5和新陆中80的长度整齐度指数经机采加工后,短纤维指数有所下降,新陆中68有所升高。综合来看,经过机采加工后,棉纤维长度整齐度处于下降趋势,其中籽棉清理工序对棉纤维长度整齐度指数的变化影响较大。
4.2 主要加工工序对棉纤维马克隆值和断裂比强度的影响研究
从图3中可以看出,经过籽清后,除了J206-5的马克隆值有所上升外,新陆中68和新陆中80的马克隆值均下降,新陆中80的马克隆值下降最为明显,但其马克隆值级有所上升,从B2级上升至A级,分析认为,这与其在加工前的杂质含量较高有关。经过轧花和皮清后,各品种棉花的马克隆值变化均不明显。综合来看,棉花含杂率较高,对马克隆值具有一定的影响,经过杂质清理或杂质含量较低的棉纤维马克隆值在各工序的变化不显著,说明各机采加工工序对马克隆值影响不显著。
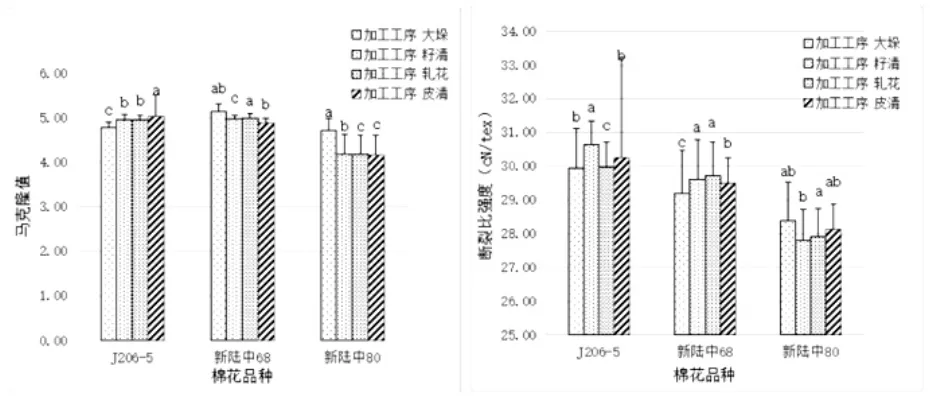
图3 各品种棉花在各加工工序后的棉纤维马克隆值和断裂比强度
棉纤维的断裂比强度由图3中可以看出,经过籽清后,J206-5和新陆中68的断裂强度均有所上升,且差异显著,而新陆中80的断裂比强度却有所下降,但差异不显著。经过轧花和皮清后,J206-5和新路中68的断裂比强度均有所降低,新路中80的断裂比强度有所上升。综合来看,各品种棉花的断裂比强度在加工过程中受杂质和加工工序的影响,均有所上升或下降,但其变化程度均未超过1cN/tex,断裂比强度分档档次均未改变,说明断裂比强度经过各机采加工工序后,差异不显著。
4.3 主要加工工序对棉纤维短纤维指数和杂质粒数的影响研究
从图4中可以看出,经过籽清后,J206-5和新陆中68的棉纤维短纤维指数明显下降,具有显著性差异,而新陆中80的变化不大。各品种棉花在经过籽清—轧花—皮清后,均差异不显著,但J206-5和新陆中68的短纤维指数有所上升。综合来看,棉纤维短纤维率经过各加工工序后,整体呈下降趋势,其中在籽清环节下降较为明显,差异显著,但在皮清环节却呈现上升趋势,差异不显著。

图4 各品种棉花在各加工工序后的棉纤维短纤维率和杂质粒数
杂质粒数由图4可以看出,各品种棉花在经过籽清后下降十分明显,具有极显著差异,经轧花和皮清工序后,杂质粒数虽然也在下降,但皮清工序后的棉纤维杂质粒数与轧花后的棉纤维差异不显著。综合来看,籽清工序能大大降低棉纤维的杂质粒数,其次是轧花工序,皮清工序对杂质粒数的降低作用不显著。
4.4 主要加工工序对棉纤维颜色级的影响研究
从图5中可以看出,各品种棉花经过籽清后,其反射率和黄色深度均有显著性提高,说明棉纤维杂质对棉花颜色级具有显著性的影响;在轧花后各品种棉纤维的反射率和黄色深度均呈上升趋势,但上升程度明显降低;在皮清后,各品种棉纤维的反射率有所上升,但新陆中68和新陆中80的黄色深度有所降低,降低程度不显著。综合来看,各品种棉花经过籽棉清理后,杂质与棉纤维分离,使棉纤维的反射率和黄色深度均有显著性提高,各品种棉花颜色级均提高了一个等级,轧花和皮清工序对棉纤维的颜色级影响不大。
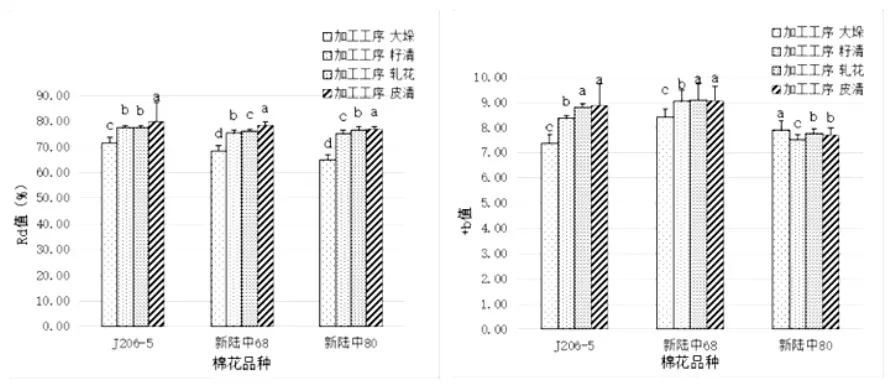
图5 各品种棉花在各加工工序后的Rd值和+b值
5 结论与讨论
本文按照国家标准GB/T 22335—2018《棉花加工技术规范》中四清二排的技术要求对机采棉进行了清理和加工,并对加工过程中的大垛—籽清—轧花—皮清4个主要加工点的棉样进行抽样和物理指标检验后,通过分析结果可知:(1)籽棉清理对杂质粒数和颜色级的影响最大,籽棉清理后,杂质粒数呈极显著下降趋势,同时棉纤维的反射率和黄色深度均有所上升。籽清后棉纤维的长度整齐度和短纤维率均呈下降趋势。籽清对纤维长度和马克隆值的影响较小。(2)皮棉清理对纤维长度和长度整齐度的影响都以负效应为主,均呈递减趋势,但皮清后断裂比强度有上升趋势。皮棉清理工序对马克隆值、短纤维指数和颜色级的影响不大。
综上,在机采棉的加工过程中,籽棉清理主要是清除籽棉中较大的杂质,改善籽棉外观形态,为轧花提供支持,籽棉清理对棉纤维的颜色级和短纤维率影响较大,对纤维长度、比强度和马克隆值影响较小;轧花工艺主要实现棉纤维和棉籽的分离工作;皮棉清理则是再次清除皮棉中的杂质,主要包括不孕籽、棉结、碎叶片、小棉秆以及轧花产生的籽屑和种皮等较小的杂质,皮棉清理对纤维长度、长度整齐度和比强度的影响都以负效应为主。同时在机采棉加工过程中,籽棉设备型号、轧花机型号、轧花机车速及皮棉设备型号等参数对皮棉的品质也会造成一定的影响。因此要提高皮棉品质,减少皮棉的损伤,就要根据各设备的工作作用及原理出发,从各个设备的参数、工作方式、设备间距以及工作速度等各方面考虑,结合棉花品种及所得纤维的实际性能,合理设计加工工艺。
猜你喜欢
纺织标准与质量(2022年4期)2022-09-05
南方农业·下旬(2022年4期)2022-05-24
棉花科学(2019年1期)2019-03-20
种业导刊(2019年5期)2019-01-04
中国棉花加工(2017年6期)2017-03-19
国际纺织导报(2016年6期)2016-09-18
中国棉花加工(2015年4期)2015-12-19
中国棉花加工(2015年4期)2015-12-19
中国棉花加工(2015年3期)2015-04-12
中国棉花加工(2013年1期)2013-06-20