外覆盖件拉伸模机差控制解析
2022-04-20 09:18张鑫,高俊
模具制造 2022年3期
张 鑫,高 俊
(肇庆小鹏新能源投资有限公司,广东肇庆 526000)
1 引言
从拉伸模的工艺补偿、拉伸筋、平衡块、研合技巧等方面出发,介绍了外覆盖件拉伸模的调试工艺。侧围翼子板的回厂调试时间比一般模具回厂减少10个班次,材料调试使用占预算30%,大大减少员工精力和企业耗费。
2 平衡块要求
(1)压边圈在研合期间压边圈着色大约60%带着平衡块研合,随着研合同时调节平衡块垫片(利用刚性平衡减少机差);压边圈带料厚状态,由上模压料面接触压边圈,和平衡块接触工作面时往下运行30mm平衡块虚色(下模平衡块与上模工作面间隙大概0.03mm);根据制件拉伸高度,直接确认到底状态需是实色,形成这种状态原因是:①上下模压料面开始夹持工作时板料产生拉伸就会有不同程度的变薄,平衡块能保证均衡一致的夹料力;②压边圈上静态的原始板料随着上模下行产生拉伸动态运动造成压料面积受力面积减小,且局部不同制件造型让流入量不一样压边圈就会失稳,平衡块在这个过程中起到一定的作用(见图1、图2)。

图1 侧围平衡块刚接触状态

图2 翼子板平衡块到底状态
3 限位块要求
目前,大型模具都使用四角限位或六角限位局部加强和左右分中形式来限制模具偏载,很多造型复杂制件如侧围,一模一腔的单槽翼子板两端头面积不一致受力就会不均匀,一般模具型腔研合至60%时候到底限位块就要根据研合状态和制件受力来调节高度,刚性限位牢牢锁附在安装面上是静止状态,只会垂直于机床台面不会产生变动,而外力或者机床精度不一样模具受力偏载时候就需要限位块来吸收一部分能量。
拉伸模到底前1.5~2.5mm其实型面已经到底,利用剩余高度来给制件施压释放材料本身应力,加强制件的塑性变形,所以一般情况在制件理论压力高度值抬高0.5~1.0mm限位开始工作。
4 顶杆液压垫拉伸筋要求
模具顶杆腿在平面上验证平面度没问题,顶杆静态测量也没问题(顶杆国标误差0.05mm),但是,拉伸模正常安装由顶杆顶起压边圈受力时会发现只有1/3或者更少的顶杆在受力支撑(液压垫精度行业标准(40001),这种情况在某一项目侧围模具上借用多个知名主机厂各种品牌压机做过验证属于正常,用蓝油验证顶杆腿受力运动后基本全部到达工作状态。
5 模具调试
(1)拉伸模安装平面度要求0.1mm,随着压机上下运动转为动态加上施压过程受力后模具产生变形,随着模具大小和吸收力量大小变形随之变动,根据Catia软件计算出压机挠度(压机挠度一般(80001),压机挠度如图3、图4所示。根据模具凸模轮廓线在压机挠度分布图上拟合精算出精细化模面补偿和结构上局部做补偿,如图5、图6、图7所示。
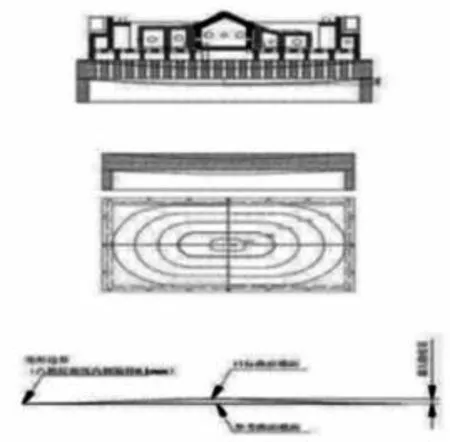
图3 压机扰度

图4 压机扰度
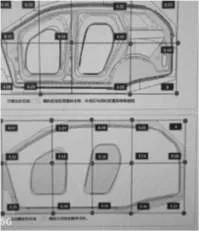
图5 模具扰度补偿

图6 模具扰度补偿

图7 模具扰度补偿
(2)压边圈的变形也会跟着跨度大小和受力因素产生变形,在可能的情况下可以加大拉伸筋锁料力,减少压料面的摩擦力和夹持力(管理面研合85%)均匀。基于压边圈框架结构和导向防侧把上下力量转为由外向内的侧向力量,减小压边圈受力变形和研合差异的敏感度。
(3)深拉伸模拉伸筋双筋是基础,材料利用率不受限制下,建议布置3条筋,拉伸筋做到12×6的圆筋,拉伸槽入料出料R角做到大于等于R3mm,减小模具敏感度,还能预防后期批量生产刮锌粉,增大板料流动附着力。
6 辅助工具的失真率
(1)红丹的型面研合使用一般用于内板制件,外板精度面品要求不高(如卡车,低端车型)或设计使用寿命和冲刺一般的模具,市面上红丹种类众多,有成品直接使用也有红丹粉自己勾兑后使用,红丹油性很大局部强压过后会把油性膨胀到其余非强压区造成失真,并且与操作人员手法也非常大的关系,一般情况红丹误差0.04~0.7mm左右。
(2)蓝丹作为目前主流使用的辅助工具,优点在于:成本合适,使用范围广,真实性可作为参考。缺点为:厂家品牌不一样,油性稀释度不一,日本进口蓝丹误差0.02~0.05mm左右。
(3)明丹的使用很多企业作为型面和R角硬点检测,不做为研合参考标准,在以往项目(spm14~18)做过真实测试,明丹研合时硬点和量产时制件表面产生硬点基本吻合,明丹研合硬点在D55侧围翼子板上验证过型面的斜面和平面的真实状态误差0.01~0.02mm,明丹研合受表面光洁度影响辨别起来比较模糊,可以参考小鹏公司利用色光混合定律之补色律来辨别是否有硬点研合,蓝丹如图8所示,明丹如图9所示,色光混合对比如图10所示。

图8 蓝丹状态

图9 明丹状态

图10 色光混合对比
7 裕度测试
裕度测试指拉伸模有一个稳定的自我适应空间,外界因素的变化(气温,模具自身温度,油膜量,机床误差,板料性能波动等等),要使模具能适应这个变化值,具体方法如下:
(1)用正常压力板料在压边圈上成形后验证平衡块低0.03mm,确认完之后用正常设计压力用去油板料和带油膜板料各拉伸一张,压力+20%用去油的板料拉伸一张验证流入量,压力+20%用带油膜板料拉伸一张验证流入量。
(2)用以上同样基础条件-20%的压力用去油板料拉伸一张,压力-20%用带油膜板料拉伸一张,验证正常流入量区别。
(3)对比3种压力的带油膜和不带油膜板料的流入量。如果用设计理论压力上加下减做不出来,可以调整基础压,找到稳定性的基础值作为生产使用数据。
8 极限测试
极限测试是利用现有的结构加上一些人为操作让测试人员了解制件开裂、起皱、变薄的现象时走料变化,具体方法如下:
(1)正常压力和平衡块虚着色拉伸一张板料,然后用顶缸加压和利用拉伸胶带等增加制件流动附着力让制件变薄、暗裂、开裂,记录各种形态的流入量变化。
(2)以上同样基础条件下,把顶缸压力减小或增加模具工作面油膜量和增加平衡块受力增大流入量直至变形、起皱、波浪到不可接受状态记录流入量。
9 结束语
目前拉伸模的机差匹配和稳定性输出条件各公司都有一些独到的理解,本文主要通过现场制造和调试,用以上办法做完后得到制件稳定的区间值,对后期更换各种条件,减少调试时间和资源浪费,达到生产稳定,具有提前识别和规避作用。
猜你喜欢
汽车实用技术(2022年16期)2022-08-31
中国新技术新产品(2022年5期)2022-06-21
扬子江(2019年3期)2019-05-24
科学与财富(2017年24期)2017-09-06
科技创新导报(2016年4期)2016-11-19
科技资讯(2016年5期)2016-08-13
中学生数理化·八年级物理人教版(2014年1期)2015-01-09
中学生数理化·八年级物理人教版(2014年2期)2014-04-02
数理化学习·初中版(2011年9期)2011-11-14