波状双螺杆元件混炼性能的数值模拟
2022-04-25 07:40班董董王丹华李亚楠戴亚辉
中国塑料 2022年4期
班董董,王丹华,刘 奎,李亚楠,李 涵,戴亚辉∗
(1.河南理工大学材料科学与工程学院,河南 焦作 454000;2.焦作市制动器有限公司,河南 焦作 454950;3.焦作市质量技术监督检验测试中心,河南 焦作 454003;4.多氟多化工股份有限公司,河南 焦作 454006)
0 前言
波状螺杆是20世纪70年代,George A Kruder为提高单螺杆挤出机混炼能力设计的一种新型螺杆,有单波、双波、带有附加螺纹的双波螺杆3种结构,其中双波螺杆性能优异,应用最广泛[1‑3]。由于双波状螺杆元件下波和上波具有一定的偏心距,故其螺槽深度沿轴向周期性变化,与机筒内壁间隙、双螺杆啮合间隙相应的周期性变化。在波峰处螺槽较浅,物料受强挤压和剪切作用,波谷处螺槽较深,剪切作用减弱,物料经受机械混合的热扩散和均化作用,且物料在波谷和波峰间流动过程中,流道截面不断发生变化,产生拉伸作用。王兴天等[4]研究了波状螺杆熔体输送机理,柳天磊[5]研究了用于注塑机的波状分离螺杆的混合性能,滕健等[6]研究了类似波状螺杆的偏心双螺杆的混合机理,瞿金平院士团队[7‑9]研制了基于拉伸流变的偏心转子挤出机并进行了广泛研究和应用,均表明偏心结构能带来更加优异的混炼性能。
在前人研究基础上,笔者调整了螺杆结构和啮合方式,优化设计了两种双波状螺杆元件,分别用于半啮合同/异向旋转双螺杆挤出机中,运用Polyflow流动模拟软件对其流场和混合性能进行数值模拟,并与两种常规全啮合同/异向旋转的螺杆元件对比,解析其混炼性能。
1 模型建立
1.1 数学模型
假设流道内的熔体为不可压缩的流体且充满整个流道;流场为稳定、等温、层流流场;流道壁面无滑移;忽略重力、惯性力等体积力。根据以上假设,流体流动的控制方程为:
连续性方程:

动量方程:

式中 ρ——聚合物熔体的密度,kg/m3
p——压力,Pa
τ——应力,Pa
ν——速度,m/s
本文选用高密度聚乙烯(PE‑HD)材料,流体黏度和剪切速率间的关系选择Brid‑Carreau模型,其本构方程为:

式中[10]η——物料黏度,Pa⋅s
η∞——无穷大剪切速率下的黏度,0Pa⋅s
η0——零剪切黏度,2 100Pa⋅s
λ——松弛时间,0.07 s
n——幂率指数,0.54
1.2 几何模型
本文参考陈胜等[11]所提供的波状螺杆建模方法,借助Solidworks软件完成波状螺杆三维造型,同时完成用于对照分析的普通螺杆的构造。普通螺杆采用双头螺纹,光滑的过渡方式完成建模。波状双螺杆元件采用并列式结构,外径35 mm,上下波直径25 mm,偏心距3 mm,螺距25 mm,单头螺纹,长度50 mm;常规螺杆元件外径35 mm,根径25 mm,螺距25 mm,双头螺纹,长度50 mm;两组螺杆机筒内表面直径均为36 mm,长度均为50 mm。波状螺杆和常规螺杆元件及其对应流道的三维模型如图1、图2所示。
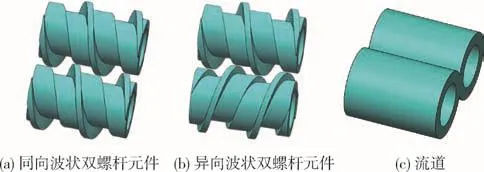
图1 波状双螺杆元件及其流道几何模型Fig.1 Geometrical models of wavy twin‑screw elements and their flow channel

图2 常规双螺杆元件及其流道几何模型Fig.2 Geometrical models of routine twin‑screw elements and their flow channel
1.3 网格划分
本文采用Gambit软件对螺杆元件及流道进行网格划分,螺杆元件中空以减少网格数量,减少运算量。运用网格叠加技术,将螺杆和流道网格进行组合。螺杆元件采用非规则四面体网格,流道采用六面体类型单元和规则性网格划分算法构造网格,网格尺寸均为1 mm,所有网格模型的“EquiAngle Skew”质量尺度均在0.46以下,精度较高,满足运算要求。网格划分之后的模型如图3、图4所示。

图3 波状螺杆元件及其流道网格划分Fig.3 Wavy twin‑screw elements and their flow channel grid partition

图4 常规螺杆元件及其流道网格划分Fig.4 Routine twin‑screw elements and their flow channel grid partition
1.4 边界条件
流场任务边界条件:
螺杆转速设为60 r/min,结合假设条件,流体入口和出口为自由流动,两个内孔面是滑移边界,流体不能贯穿,外壁面无滑移,故设定流体区域的边界条件如下:
(1)流体入口:Fn=0,Fs=0;
(2)流体出口:Fn=0,Fs=0;
(3)两内孔壁面:Vn=0,Fs=0;
(4)流体外壁面:Vn=0,Vs=0。
在以上边界条件中,Fn表示法向应力,Fs表示切向应力,Vn表示法向速度,Vs表示切向速度。
混合任务边界条件:
在流道入口随机放置2 000个示踪粒子,为防止示踪粒子溢出,除流体入口和出口边界外均为不可穿透边界,流体混合任务的边界条件为:(1)流体入口:In‑flow;(2)流体出口:Outflow;(3)其余边界:No‑penetra‑ble。
2 结果与讨论
众多学者[12‑14]验证了基于数值模拟的多种混合特征参数的可靠性,本文主要通过流场模拟结果和基于示踪粒子法的混合任务结果,分析比较波状双螺杆元件和常规双螺杆元件的剪切速率、混合指数、非弹性应力张量第一特征值、停留时间、时均混合效率、分离尺度等特征参数,研究两者混炼性能的优劣。下文云图均采用螺杆旋转90°时的流场结果文件。
2.1 剪切速率
物料的破碎和分散主要依靠剪切作用来实现,剪切速率是评价螺杆对物料剪切作用的重要参数。图5为4组螺杆元件的剪切速率分布云图,可知同向常规螺杆元件最大剪切速率值最高,但只分布在啮合区的极少位置,两种波状螺杆元件螺棱处剪切速率较高,上波位置与下波位置剪切速率存在差异,常规螺杆元件高值区分布在螺棱区。图6为4种螺杆元件对应的粒子在流道内经历的最大剪切速率概率分布,以同向波状双螺杆元件曲线为例,当横轴最大剪切速率为100时对应的纵轴概率值约为70%,说明有70%的粒子在流道内经历的最大剪切速率低于100,有30%的粒子经历的最大剪切速率高于100。可以看出在低中值区4组螺杆元件剪切速率差别不大,在100以上的高值区常规螺杆元件作用下有更多粒子经历了更大的剪切速率,同时同向双螺杆相比于异向有更大的剪切速率。这得益于常规双螺杆元件完全啮合,在啮合区物料受到了强挤压拖曳作用,熔体流动速度快,具有更高的剪切速率。

图5 剪切速率分布云图Fig.5 Nephogram of shear rate
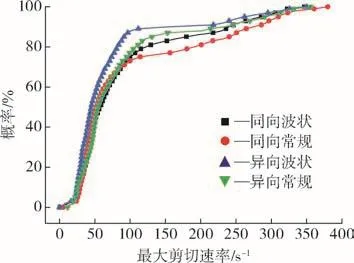
图6 粒子在流道内经历的最大剪切速率分布Fig.6 Distribution of maximum shear rate of the particle experiences in the flow channel
2.2 混合指数
混合指数λ可以反映流体的流动形式,λ的值在0~1之间变化,λ=0,表示平推流;λ=0.5,表示纯剪切流动;λ=1,表示纯拉伸流动。
图7为4种螺杆元件流道Z=25 mm截面处的混合指数分布云图,可以看出该截面处波状螺杆元件流道混合指数大都在0.5以上的较高区域,常规螺杆元件流道混合指数0.5以上的区域集中在螺槽的中间部分区域,其余部分混合指数相对较低。异向啮合波状螺杆元件最高混合指数0.936,已接近于纯拉伸流动,分布在啮合区的小部分区域。结合图8流道出口混合指数概率分布可知,波状螺杆元件流道内更多的粒子经历了更大的混合指数,混合指数0.5以上的比例在75%左右,异向波状螺杆元件最高,常规螺杆元件混合指数0.5以上的比例在50%左右,波状螺杆元件流道内更多的物料经历了拉伸流动,具有更好的分散混合效果。
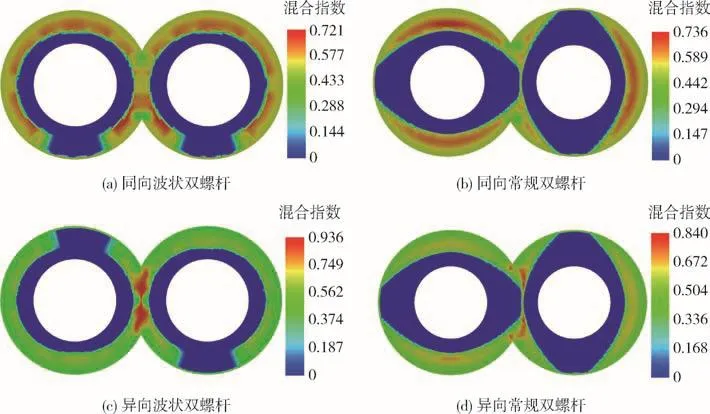
图7 混合指数分布云图(Z=25 mm截面处)Fig.7 Nephogram of mixing index(at Z=25 mm cross‑section)
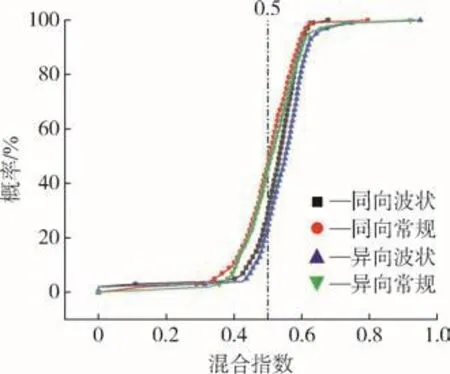
图8 流道出口混合指数分布Fig.8 Mixing index distribution at the outlet of the flow channel
2.3 非弹性应力张量第一特征值
非弹性应力张量的第一特征值是使粒子发生破碎的主要应力,是表征分散混合性能的重要参数,以下简称其为第一特征值。图9为4种螺杆元件机筒内壁面第一特征值的分布云图,可以看出常规螺杆元件最大第一特征值更高,但最高值区域极不明显。波状螺杆元件螺棱处特征值水平最高,由于与机筒内壁间隙的周期性变化,螺棱区、上波区、下波区呈周期性递减。结合图10出口处第一特征值的概率密度分布可以看出,4种螺杆元件的第一特征值的分布差异较小,同向啮合波状螺杆元件的第一特征值的波峰稍靠右,更多粒子经历了更大的特征值作用,具有更好的破碎效果。
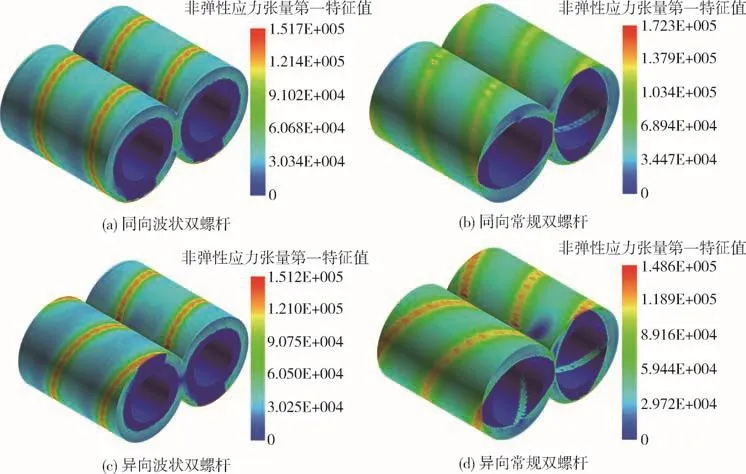
图9 非弹性应力张量第一特征值分布云图Fig.9 Nephogram of first eigenvalue of inelastic stress tensor

图10 流道出口非弹性应力张量第一特征值分布Fig.10 First eigenvalue of inelastic stress tensor distribution at the outlet of the flow channel
2.4 停留时间
停留时间表示物料从进入入口到流出出口所经历的时间,对大量粒子进行统计分析得到停留时间概率密度函数分布。停留时间分布是评价双螺杆挤出机轴向混合能力的重要指标。4种螺杆元件下的停留时间分布如图11所示,可知同种螺杆构型下,同向和异向两组螺杆元件间停留时间分布差异较小,异向螺杆元件稍靠右,轴向混合能力稍强。波状和常规螺杆元件下的停留时间分布存在较大差异,波状螺杆元件下的停留时间分布整体靠右,波峰较宽,示踪粒子经受了更长的停留时间,说明常规螺杆元件具有更好的物料输送能力,波状螺杆元件具有更强的轴向混合能力。

图11 停留时间分布Fig.11 Residence time distribution
2.5 时均混合效率
时均混合效率描述了拉伸变形在整个变形中所占的比例,是表征混合性能的重要参数。统计0~5 s内不同时刻下示踪粒子平均时均混合效率,如图12所示,可以看出4种螺杆构型下,时均混合效率变化趋势基本一致,先急剧上升,随后快速下降,这是由于大量粒子进入流道并快速分散导致。下降过程中两种波状螺杆拥有更高的混合效率,之后缓慢波动。整体上,两组波状螺杆元件有更高的时均混合效率,尤其是同向波状螺杆,常规螺杆混合效率较低,说明不同旋向下,同向双螺杆具有更高的混合效率,相同旋向下,波状双螺杆元件混合效率较高,具有更强的混合性能。

图12 时均混合效率Fig.12 Time‑average mixing efficiency
2.6 分离尺度
分离尺度是混合物中相同组分区域平均尺寸的度量,其值随着分散和混合程度的增加而减小,可以反映混合过程,是表征分布混合性能的重要参数。如图13所示,在流道入口随机均匀放置2 000个示踪粒子,不同颜色代表不同组分。

图13 初始位置示踪粒子分布Fig.13 Initial position tracer particle distribution
分别统计4组双螺杆构型作用下的分离尺度沿挤出方向的变化,如图14所示,可以看出4组曲线初始位置分离尺度基本一致,沿挤出方向各组曲线整体上都在不断下降,分离尺度不断减小,说明随着混合的进行,相同组分的粒子团不断分散,多组分间混合均匀程度不断增加。随着粒子进入流道并快速分散,流道前半段分离尺度快速下降,随粒子分散程度不断增加,分离尺度下降逐渐变缓。沿挤出方向,同向/异向波状双螺杆中分离尺度下降速度更快,尤其是异向波状螺杆,分离尺度明显小于同向/异向常规双螺杆,粒子团分散程度更好。这得益于波状螺杆螺槽的周期性变化,使得径向平面的粒子掺混效果更好,具有更加优异的分布混合性能。

图14 沿挤出方向的分离尺度Fig.14 Segregation scale along the extrusion direction
3 结论
(1)常规双螺杆元件完全啮合且螺槽过渡更平滑,剪切作用稍强于波状螺杆,同向双螺杆剪切作用强于异向双螺杆;但波状双螺杆比常规双螺杆元件下混合指数在0.5以上的粒子多出20%以上,75%左右的粒子经历了拉伸流动,更有利于分散混合;4种螺杆元件非弹性应力张量的第一特征值分布差异较小,同向波状双螺杆元件下更多粒子经历了更大的第一特征值;故总体上波状双螺杆元件具有更优异的分散混合性能;
(2)同向或异向波状双螺杆元件作用下较常规螺杆粒子停留时间曲线波峰靠右且更宽,粒子在流道内的停留时间更长,具有更强的轴向混合能力,常规双螺杆元件物料输送能力更强;同时异向双螺杆的轴向混合性能略强于同向双螺杆;
(3)得益于波状螺杆螺槽深度的周期性变化,对物料产生了一定的拉伸作用,剪切和拉伸的共同作用改善了波状双螺杆元件的分布混合效果;波状双螺杆元件的时均混合效率大于常规双螺杆,拉伸作用的耗散能占比更高;沿挤出方向的分离尺度也明显小于常规双螺杆,说明对物料的掺混效果更好,更加有利于多组分物料团聚体的分散;故波状双螺杆分布混合性能优于常规双螺杆,有利于提高多组分物料的混合质量。
猜你喜欢
力学与实践(2022年3期)2022-07-02
网络安全与数据管理(2022年3期)2022-05-23
橡塑技术与装备(2022年4期)2022-04-27
商品与质量(2021年43期)2022-01-18
防爆电机(2021年3期)2021-07-21
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
矿产勘查(2020年11期)2020-12-25
航空发动机(2020年3期)2020-07-24
烟台大学学报(自然科学与工程版)(2020年1期)2020-02-08
模具制造(2019年10期)2020-01-06