一种长输管线用ST T 根焊+全位置气保护自动焊焊接工艺开发
2022-05-13 08:24马文军赵凯立张德杰汪小华
石油化工建设 2022年3期
马文军 李 琳 赵凯立 赵 刚 张德杰 汪小华
1.陕西西宇无损检测有限公司 陕西杨凌 712100;2.陕西化建工程有限责任公司 陕西杨凌 712100
目前省市级长输管线支线焊接工程中,管道规格均小于DN800mm,主要集中在325mm 规格。其焊接工艺主要为主线路焊接采用纤维素焊条打底+ 气保护半自动下向焊填盖,返修和连头采用氩电联焊焊接工艺,焊接效率慢,劳动强度大,对焊工的技能水平要求高,依赖程度大。为此,基于STT 打底焊接设备和单焊炬A305 管道全位置自动焊焊接系统,开展了STT 根焊+ 全位置气保护自动焊填充盖面的焊接工艺开发。
1 焊接材料及设备
1.1 母材
母材选用L360M/ X52M,规格为φ508mm ×12.5mm,其屈服强度≥480MPa、抗拉强度≥576 MPa、延伸率≥42%。主要化学成分见表1。

表1 母材化学成分 %
1.2 焊接工艺
焊接方法:STT 根焊打底,自动气保护焊填充盖面。
焊接位置:5G,水平固定。
坡口形式:见图1。
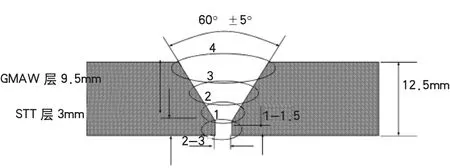
图1 坡口形式
焊接材料:见表2。

表2 焊接材料
焊接设备:本次STT 根焊采用的焊接电源为熊谷PCW- 300 电源,并匹配XG- 95 送丝机;填充盖面采用的焊接设备为成都熊谷加世电器有限公司研发的单焊炬A- 305 管道全位置自动焊接系统。
2 焊接工艺开发
前期通过多次焊接工艺性试验,确定了最优的焊接工艺参数,如表3 所示。

表3 焊接工艺参数
焊接接头外观成型如图2 所示,从图中可以看出,焊缝外观成型良好,焊缝均匀有光泽。焊接接头按照NB/ T47013- 2015 要求进行了无损检测,检测结果均为一级片合格。

图2 焊接接头外观成型
无损检测合格后,依据GB/ T31032- 2014《钢制管道焊接及验收》标准要求,对焊接接头进行了拉伸、弯曲、冲击、刻槽试验,结果如表4 所示。由表可见,各项力学性能均满足标准要求。

表4 L360M 焊接试验接头力学性能
通过以上试验得出STT 根焊+ 全位置气保护自动焊填充盖面的焊接工艺工艺性优良,力学性能达标,评定结果为合格。
3 结论
(1)STT 根焊打底飞溅小,烟尘少,焊缝成形美观,焊工作业强度小。与纤维素焊条根焊相比,STT 根焊基本上不产生熔渣和飞溅,焊接时层间清理更容易,不仅提高了工效,而且节省了清理费用。
(2)针对Ф508mm×12.5mm 的管径,STT 根焊打底中间仅需要在3 点钟位置间断一次。而手工焊打底,焊完整道口需要大约13~15 根焊条,中间换焊条最少用时3~5s,修磨接头用时4~6s 甚至更长。因此,STT 根焊所需时间成本与SMAW 相比至少节约40%~60%。
(3)STT 根焊厚度可达3.5~4.5mm,而纤维素焊条根焊后经过层间焊道清理打磨后一般只有1.5~2.5mm,因此STT 根焊焊接效率高于纤维素焊条根焊。
(4) 相较半自动下向焊填充盖面,采用单焊炬A- 305 管道全位置自动焊接系统,不仅可以实现焊接电压、焊接电流、行走速度、送丝速度和保护气体的精密控制,而且焊接效率高。试验发现,一台自动焊机的工作效率是一个焊工工作效率的2~3 倍,且焊接质量较高,合格率达98%以上。
(5) 建议将该工艺应用到工艺管道的焊接中,用STT 根焊代替手工氩弧焊打底,从而提高打底效率。
猜你喜欢
焊管(2020年8期)2020-09-08
理论与创新(2020年11期)2020-07-26
汽车维护与修理(2019年22期)2019-12-30
企业文化·下旬刊(2017年7期)2017-07-21
经营者(2016年12期)2016-10-21
科技与创新(2015年9期)2015-06-02
科技资讯(2014年13期)2014-11-10
机械制造文摘·焊接分册(2014年3期)2014-08-14