
精油分离器自攻螺钉无法拧紧到底失效分析
2022-05-19 03:54张少甫鲁家豹金侠
汽车工艺与材料 2022年5期
张少甫 鲁家豹 金侠
(上汽大众汽车有限公司,上海 201805)
1 前言
紧固件联接是因其连接可靠、可拆卸等优点广泛应用在汽车零部件间的装配。但在实际生产、制造和装配过程中,各种异常因素会导致紧固件出现断裂[1-4]、松动[5-7]、装配滑牙[8]等失效。
塑料自攻螺钉是紧固件的1 种,其主要是应用于各种塑料间的连接,如PA6-GF(尼龙6 塑胶原料加玻纤材料)、PBT-GF(聚对苯二甲酸丁二酯塑胶原料加玻纤)材料、POM-GF(聚甲醛塑胶原料加玻纤)材料等间的连接,其在实现联接过程中是先在被连接件不预制螺纹的前提下,通过自攻螺钉在预制孔上钻出螺纹孔,再实现拧紧的过程。为更好的攻入塑料和确保连接的可靠,塑料自攻螺钉的牙型角为30°,而非米制螺纹的60°牙型角。自攻螺钉的材质硬度可达到10.9 级螺栓,为320~370 HV10,而相比螺钉,被连接的塑料强度较低。因此,塑料自攻螺钉拧紧失效常见有被连接件塑料出现开裂、被连接件零件不贴合和滑牙等失效[9-10]。有研究对影响自攻螺钉拧紧的失效因素进行相对较详细的论述[11],但并深入考察过含水率的对尼龙吸水性材料拧紧扭矩的影响。
本文将深入研究含水率对拧紧扭矩的影响以及如何通过拧紧曲线的参数来重新设计拧紧扭矩。
2 概述
2.1 汽车紧固件拧紧工艺
目前主流的拧紧工艺主要分3 种。一是AD18拧紧法,该工艺采用的是扭矩法,拧紧点不过屈服,一般用于塑料自攻螺钉或者拧紧点对夹紧力精度要求不高的连接;二是AW11 拧紧方法,该拧紧方法为过屈服的角度拧紧方法,该类连接一般用于拧紧较少拆卸、连接的夹紧力精度和可靠性要求高的情况,螺栓利用率此时达到了100%;三是AW12 拧紧方法,该拧紧工艺采用转角法,拧紧的螺栓最终不过屈服点,该类连接一般用于零件需经常拆卸,螺栓需要重复使用和夹紧力要求相关较高的连接。AW12相对于AD18,拧紧过程中的螺栓利用率更高。
2.2 拧紧等级分类
根据VDI 2862 对拧紧点的等级进行分类,主要为3 类,KAT A、KAT B 和KAT C。KAT A 的拧紧点等级最高,该类拧紧点均涉及人身安全,如发动机、底盘等重要连接点的位置,KAT B 的拧紧等级次之,该类拧紧点的缺陷会导致汽车故障等问题。如电器件、部分发动机件和车身件。KAT C 的拧紧等级要求最低,该类拧紧点的缺陷会导致用户的抱怨,如内饰零件的拧紧。
3 问题描述
零件装配如图1a 所示,将某发动机1 号零件精油通风管通过自攻螺钉拧紧在2 号零件精油分离器上,零件的装配工艺为AD18 4 N·m。现场发现按照AD18 4 N·m 拧紧自攻螺钉无法拧紧到底,如图1b 所示,1#位置的间隙会较大。其中被连接件精油分离器材料为PA6GF30(尼龙6 塑料原料加30%玻纤),连接螺钉为自攻螺钉,型号TP6×22(螺纹的公称直径是6 mm)。

图1 实物零件的装配和失效位置
因为该位置的缺陷会导致功能失效,拧紧点需要按照KAT B 的拧紧要求控制,拧紧过程中需有拧紧曲线监控。通过对发动机现场的拧紧曲线进行调研,得到紧曲线如图2 所示,图2a 的曲线的贴合扭矩为2.5 N·m,图2b 曲线的贴合扭矩为4.5 N·m。贴合扭矩差异很大,贴合扭矩为有效拧紧(产生夹紧力)的起始位置,表现在曲线上就是扭矩随角度变化线性段的最低点,在该点之前,螺钉的扭矩消耗在在塑料上攻螺纹或克服间隙,无法有效产生夹紧力。

图2 车间拧紧曲线
2 根拧紧曲线贴合扭矩不同也反应了零件处于2 种不同的状态。当部分零件贴合扭矩为2.5 N·m 时,按照AD18 4 N·m 拧紧,自攻螺钉可拧紧到底,而当部分零件的贴合扭矩为4.5 N·m,按照AD18 4 N·m 无法将自攻螺钉拧紧到底。零件间的贴合扭矩差异原因以及为保证拧紧效果采用的扭矩大小分析如下。
4 测试分析
4.1 影响因素分析
通过人、机、料、法、环多方面因素分析和排除,导致失效的可能的原因为精油分离器的结构、孔径及PA6GF30 的含水率。因为零件为同一批次,故排除结构对贴合扭矩的影响。
实验室对同一批次的精油分离器的供货态零件的孔径进行了测试,测试的孔径均满足图纸规定的范围(4.75±0.1)mm,满足图纸要求。以PA6GF30为基材的零件体积会受含水率的影响,含水率越高,材料吸水,孔径越小;当含水率越低时,材料水分蒸发,孔径越大。通过温湿度箱和烘箱对零件的处理,获得了干态和高湿态的零件,干态的含水率为0.22%~0.36%,孔径为4.753~4.757 mm。高湿态零件的含水率为3.23%~3.92%,孔径为4.813~4.828 mm。
对同一批次2 种状态零件进行装配试验,获得拧紧至破坏模拟装配曲线如图3 所示。测试数值见表1,当含水率为0.22%~0.36%时,贴合扭矩为5.32~5.94 N·m,当含水率为3.23%~3.92%时,贴合扭矩为3.17~3.24 N·m。

表1 不同含水率状态零件的孔径和扭距参数
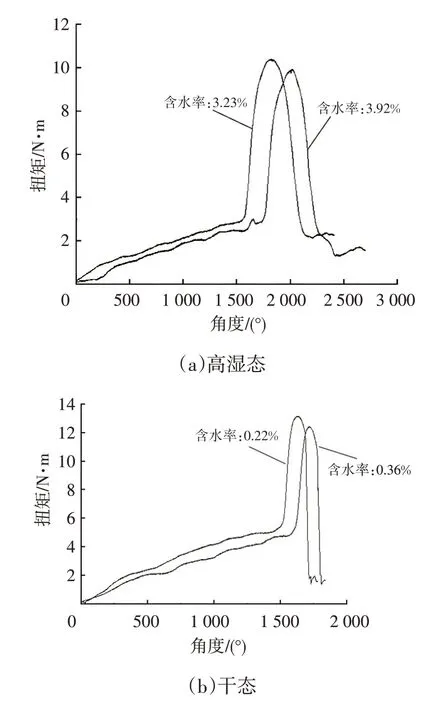
图3 模拟装配测试曲线
当其它影响因素是一致时,孔径越大,拧紧时的贴合扭矩和破坏扭矩越小;孔径越小,拧紧时的贴合扭矩和破坏扭矩越大。当含水率不同时,孔径较大干态零件贴合扭矩和破坏扭矩较大,孔径较小湿态零件贴合扭矩和破坏扭矩较小,这说明零件的孔径不是影响扭矩的最重要因素。
4.2 含水率对扭矩的影响
根据以上测试结果,排除了被连接件孔径是影响贴合扭矩和破坏扭矩的主要因素。通过干态和湿态扭矩结果对比,可基本确定含水率是影响扭矩的主要因素。为了进一步验证含水率对扭矩的影响,实验室通过温湿度箱和烘箱将零件的含水率分别处理在0~1%、1%~2%、2%~3%、3%~4%之间,零件含水率的调节过程如图4 所示。对调至不同含水率的零件进行模拟装配试验,读取装配曲线的结果见表2。贴合扭矩、线性最大扭矩和破坏扭矩随含水率的增加而减小,随含水率的减少而增大。贴合扭矩、线性最大扭矩和破坏扭矩随含水率的变化趋势如图5 所示。

图5 贴合扭矩、线性最大扭矩和破坏扭矩随含水率的变化

表2 不同含水率状态的线性最大扭矩和破坏扭矩
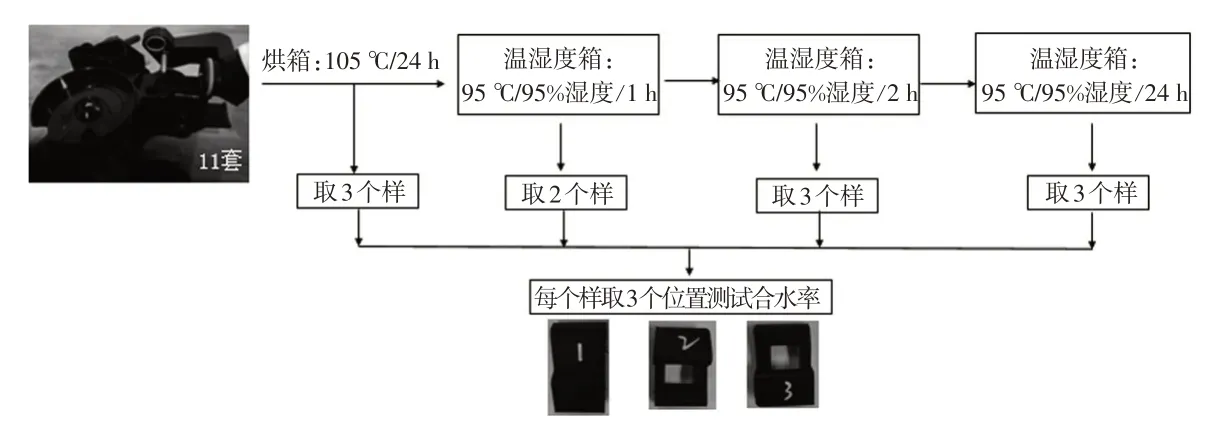
图4 塑料件PA6-GF30含水率调节过程
4.3 含水率与邵氏硬度D关系
试验室也测试了精油通风管材料PA6GF30的含水率和硬度的关系,测试结果见表3,即含水率越高,塑料的硬度越低,含水率越低,塑料硬度越高。因此可得出以下结论:当含水率越高,贴合扭矩越低,其本质的原因是含水率越高,塑料零件的硬度越低,零件更容易被自攻螺钉攻入,贴合扭矩就越低,线性最大扭矩和破坏扭矩也越低。
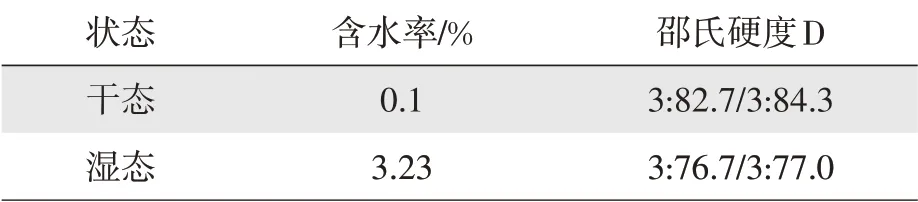
表3 干态和湿态塑料的邵氏硬度D
4.4 最佳工艺扭矩
自攻螺钉的工艺扭矩与零件的贴合扭矩和破坏扭矩相关。当自攻螺钉的工艺扭矩偏小时,被连接件无法贴合,有效夹紧力不足;当自攻螺钉的工艺扭矩偏大时,接近被连接件的破坏扭矩,被连接件安全余量不足,易产生塑料的开裂。因此,合适的工艺扭矩对自攻螺钉的拧紧至关重要。
本文对参考拧紧技术要求对不同含水率状态的PA6GF30 的进行工艺扭矩计算,经验计算公式见公式(1)。

式中,MA为工艺扭矩;MS为贴合扭矩;MO为破坏扭矩;k为工艺扭矩影响因子,取值为0.3~0.5。
为保证拧紧扭矩便于管理,标准扭矩工艺值推荐为:0.9 N·m、1.5 N·m、2 Nm、2.5 N·m、3 N·m、3.5 N·m、4.5 N·m、6N·m、8 N·m。
获取含水率为0.08%~3.95%试样的贴合扭矩破坏扭矩,按照公式(1)进行计算,其中分别令公式中的k为0.3 和0.5。工艺扭矩MA计算数值原则为:MA(k=0.3)≤MA≤MA(k=0.5),MA≤0.6×MO。计算的结果如表4 所示,综合考虑被连接件贴合的要求和塑料破坏的安全余量,最佳的工艺扭矩为6 N·m,同时应该控制精油分离器的含水率不要过高或过低,建议的含水率状态为1.5%~3%。
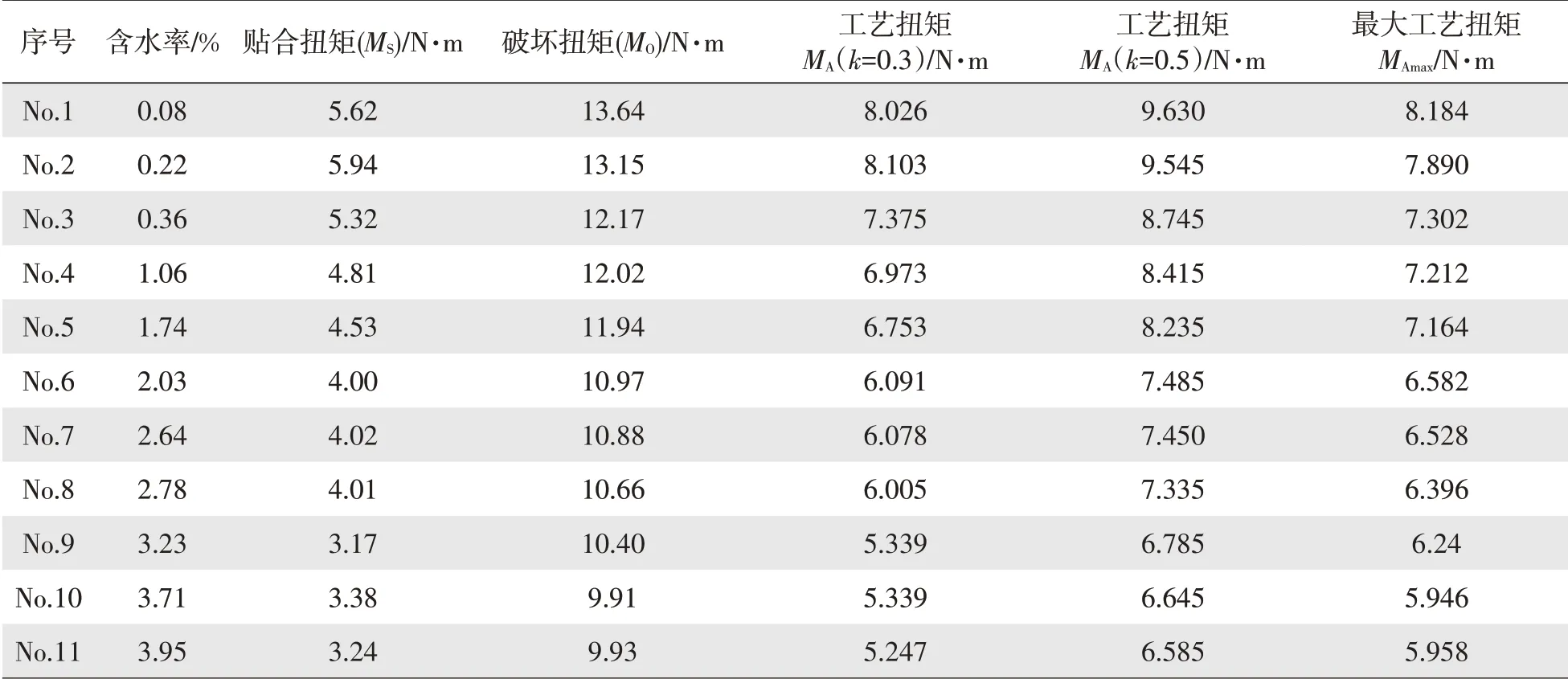
表4 不同含水率状态扭矩计算数值表
通过将工艺扭矩从4 N·m 提高至6 N·m,车间再无精油分离器无法拧紧到底的抱怨。
5 结论
a.精油分离器拧不到底的主要原因是拧紧扭矩不足(图纸定义4 N·m,部分贴合扭矩已>4 N·m);
b.对于尼龙吸水性材料,拧紧的贴合和破坏扭矩随零件含水率变化而变化。材料含水率越低,硬度越高,需要的拧紧扭矩越大;
c.参考拧紧技术要求进行计算分析,工艺扭矩的最佳数值为6 N·m,同时应控制精油分离器的含水率不要过高或过低,建议含水率控制范围为1.5%~3%。通过将工艺扭矩从4 N·m提高至6 N·m,再无自攻螺钉无法拧紧到底的失效。
猜你喜欢
农业工程学报(2022年10期)2022-08-22
煤炭工程(2022年7期)2022-07-21
粘接(2022年4期)2022-04-29
小学科学(2022年3期)2022-04-01
炼油技术与工程(2021年7期)2021-07-22
工业加热(2021年5期)2021-06-22
工业加热(2021年4期)2021-05-12
舰船电子对抗(2019年5期)2019-12-04
中国建筑金属结构(2018年4期)2018-05-23
汽车文摘(2016年6期)2016-12-07
