随钻测井仪器硬质合金复合件热镶内应力分析
2022-05-28 06:24赵江波罗登银郭心宇
现代制造技术与装备 2022年4期
赵江波 罗登银 郭心宇
(1.中海油田服务股份有限公司,北京 101149;2.自贡硬质合金有限责任公司,自贡 643000)
硬质合金材料作为高硬度、高耐磨材料,具有耐热、耐腐蚀的特性[1]。在500 ℃的温度下,它的性质基本保持不变,大量运用于石油钻采业。硬质合金与不锈钢的连接方式分为过盈连接、粘接及螺纹连接等形式[2]。考虑到井下高温高压的特殊工作环境,采用粘接工艺需要高温粘结剂与真空注胶工艺结合。在井下高温高压环境中,注胶残余的气泡容易造成粘接开裂与失效,泥浆中的化学物质与粘结剂发生反应使粘接强度降低,导致粘接失效。对于螺纹连接方式,硬质合金韧性较差,且硬度高,加工困难。结合井下随钻仪器结构尺寸较小且高强度振动的情况,硬质合金螺纹处容易破损与失效。粘接与螺纹连接两种方式在随钻仪器中应用较少,较多采用的是不锈钢金属与硬质合金镶接,选择过盈连接形式进行组合连接[3]。
1 热镶工艺概况
热镶工艺在过盈连接时会出现连接失效的情况。一类是如图1所示的硬质合金喷嘴与不锈钢热镶,其中缸套为17-4PH不锈钢,外表面加工有连接螺纹,合金基体材料为YG6硬质合金,按17-4PH的屈服极限设计镶接的过盈量。镶接后,车外螺纹时合金喷嘴松动,导致连接失效。另一类是如图2所示的提升阀。提升阀基体为硬质合金,螺纹套材质为17-4PH不锈钢。提升阀基体和螺纹套加工到尺寸要求后将螺纹冷镶进提升阀内孔,用户在装配时发现螺纹套松动,部分螺纹套与硬质合金的提升阀基体分离,过盈连接失效[4]。提升阀基体与螺纹套的过盈量按照17-4PH不锈钢屈服极限设计。
应用于石油钻采的不锈钢,要求具有较高强度和较好的耐腐蚀性[5]。本实验方案选用沉淀硬化不锈钢17-4PH,经过热处理后,抗拉强度可以达到1 100~1 300 MPa(160~190 ksi)。选用加工完成的YG6硬质合金套(外径Φ23.7 mm、内径Φ17.6 mm、高度19 mm),将硬质合金套外径磨到Φ23.65~23.69 mm,与不同壁厚的17-4PH不锈钢套热镶,钢套高度15.5 mm,装配的过盈量控制在0.04~0.07 mm。

图1 镶接式硬质合金喷嘴(单位:mm)

图2 镶接式提升阀
先将17-4PH钢套加热到450 ℃后保温2 h,再将YG6硬质合金套安装到钢套内部,如图3所示。等待过盈装配试件冷却到常温后,测试试件的压力峰值,并根据材料摩擦系数与接触面积计算压应力。在计算理论压应力时,采用组合厚壁圆筒过盈连接计算公式计算镶接试件的压应力,并比较理论压应力和实测压应力,分析差异原因。
2 试验方案及压力测试
2.1 YG6硬质合金套制备及测量结果
准备20件YG6硬质合金套,外圆表面粗糙度Ra0.8 μm,尺寸见表1。
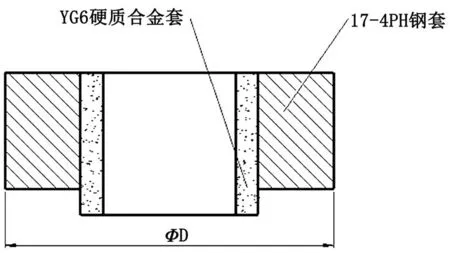
图3 17-4PH钢套与硬质合金过盈装配试件

表1 YG6硬质合金套尺寸
2.2 17-4PH不锈钢套制备及测量结果
准备14件17-4PH不锈钢套,硬度HRC34,内孔表面粗糙度Ra1.6 μm,钢套壁厚分别为3 mm、5 mm、10 mm、15 mm、20 mm、25 mm、30 mm共7个规格,每个规格各2件,共14件,尺寸见表2。
2.3 过盈热镶
将17-4PH钢套与YG6硬质合金套按照零件编号,热镶组件编号见表3。
2.4 组合试件热镶与测试
按照表3编号后,将不锈钢套在电阻炉中加热到450 ℃后恒温2 h,出炉后将硬质合金热镶入钢套内,按照如图3所示的方式进行过盈装配。其中,3号和10号组件热镶时,合金套未正常镶入钢套内,剩下的12个组件送质检中心在CMT5303电子万能试验机上测试峰值压力。压力测试方式按照如图4所示方式进行。在测试组件安装上端芯轴、下端垫圈后,将12个测试组件依次使用CMT5303电子万能试验机进行测试。测试时,使用电子万能实验机将硬质合金套从17-4PH钢套中完全压出,记录每个测试组件的压力值。测试组件实验结果的峰值压力如表4所示。
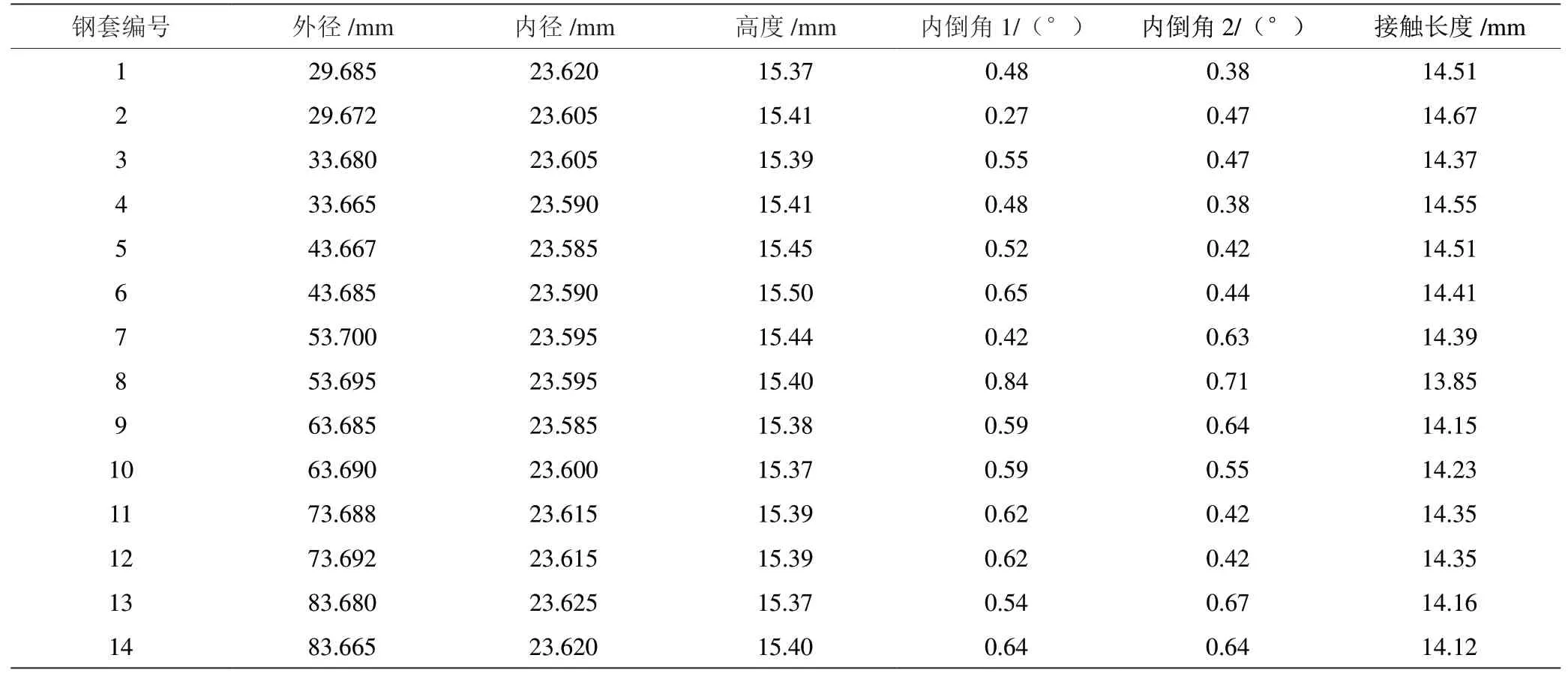
表2 17-4PH不锈钢套尺寸
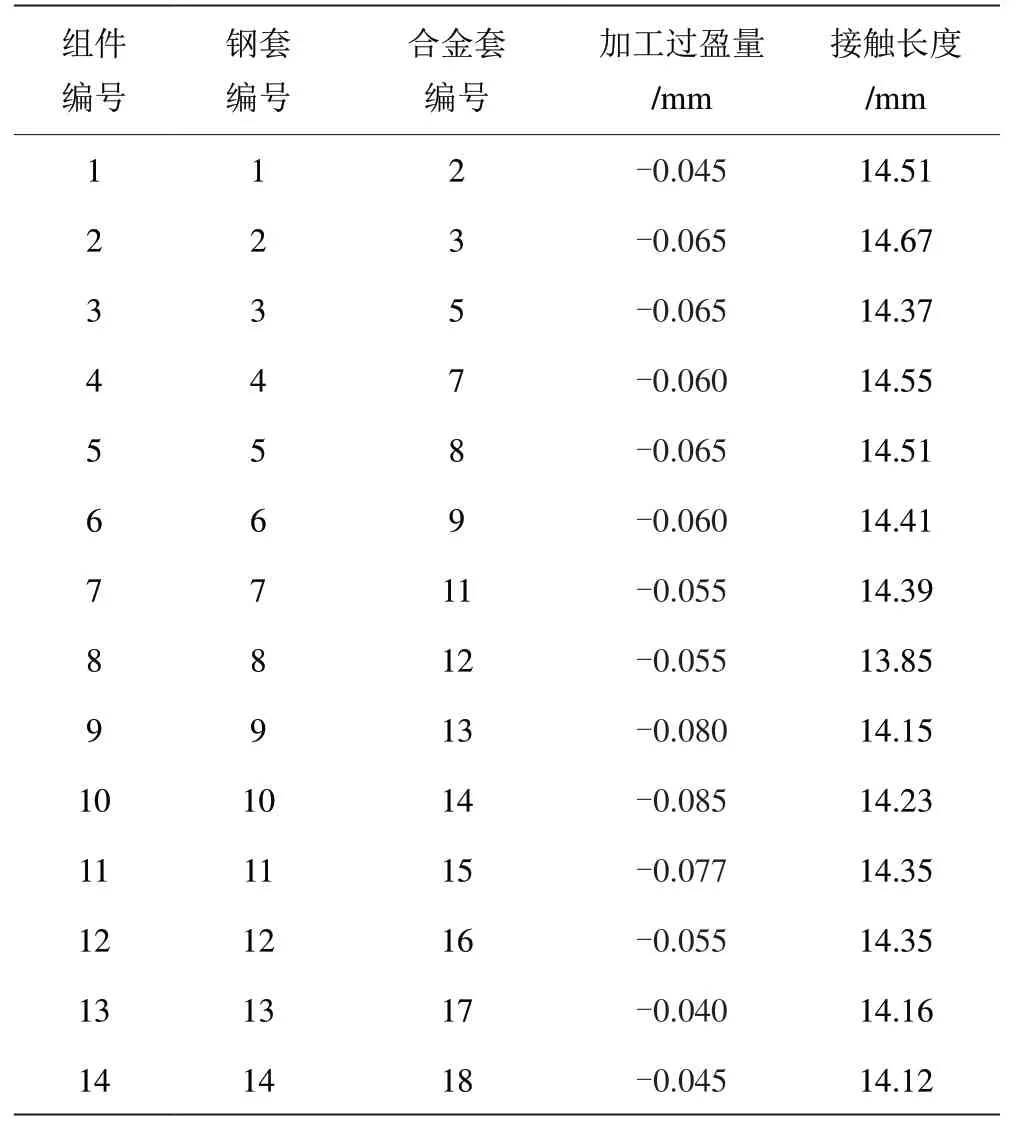
表3 热镶组件编号
3 计算应力
对于进行实测的12组热镶过盈装配件,按照每组组合件的材料、尺寸、过盈量计算其理论过盈应力,并与实测的过盈应力进行比较,分析理论应力、实测应力与不锈钢钢套厚度的关系。

图4 测试组件实验方式

表4 组件峰值压力
3.1 理论压应力
对每组组合件,按照材料力学的组合壁圆筒进行理论压应力p的计算:
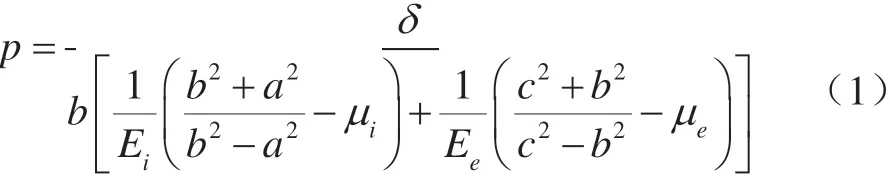
式中:δ为过盈量,mm;a为合金套内径,mm;b为合金套外径、钢套内径,mm;c为钢套外径,m;Ei为合金弹性模量,取值为600 GPa;Ee为17-4PH弹性模量,取值为200 GPa;μi为YG6泊松比,取值为0.22;μe为17-4PH泊松比,取值为0.3。组件的理论压应力,如表5所示。
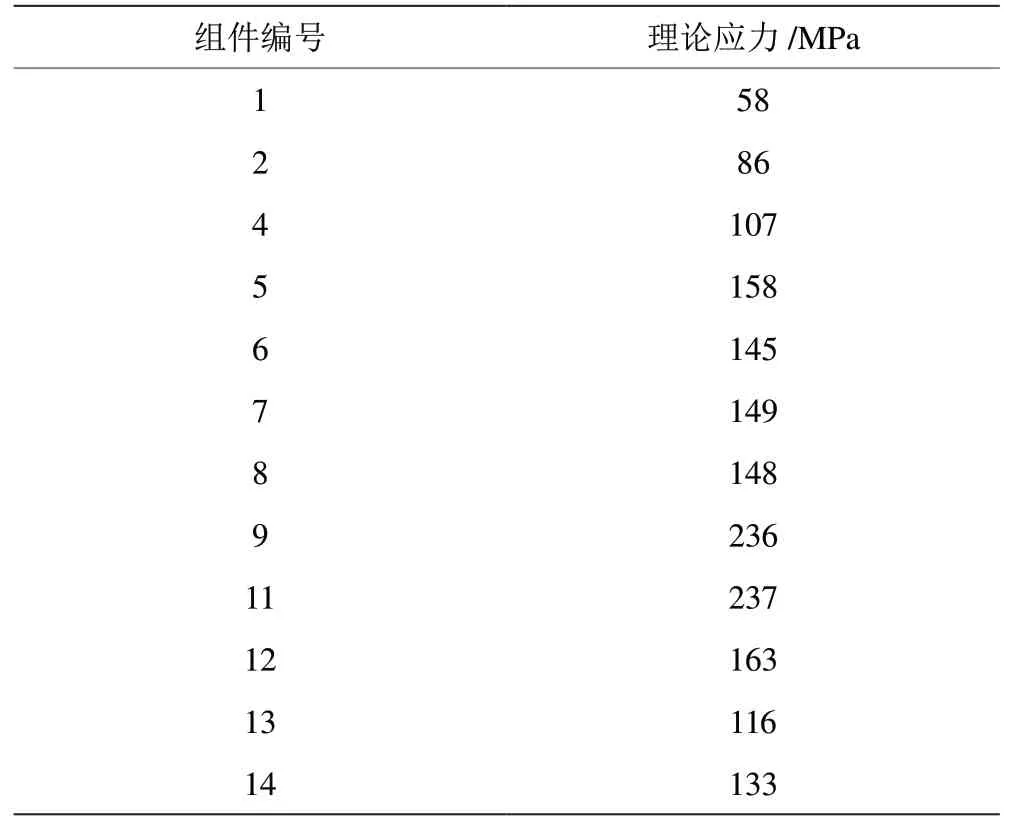
表5 组件的理论压应力
3.2 实测压应力
根据热镶组合件使用CMT5303电子万能试验机测试压力数据,计算每组热镶过盈装配件实测应力,结果如表6所示。

表6 组件的实测压应力
3.3 应力比
这里用应力比来估算安全系数。应力比指实测应力与理论应力的比值,如表7所示。

表7 组件的应力比
通过表7可以看出,实测应力大于理论应力。对于不同壁厚的17-4PH钢套,应力比为2.3~5.5,平均应力比为3.8。
3.4 单位过盈应力
分析单位过盈应力时,先将应力除过盈量,再计算同壁厚的2个组件单位过盈应力的均值,结果如图5和图6所示。
4 分析与结论
当17-4PH钢套壁厚从3 mm开始增加时,从图5和图6可看出,单位过盈应力随钢套壁厚的增加而增大,在钢套壁厚15 mm时达到峰值,继续增加钢套壁厚,单位过盈应力有所下降。此外,单位过盈理论应力随钢套壁厚增加的斜率明显低于单位过盈实际应力增加的斜率。
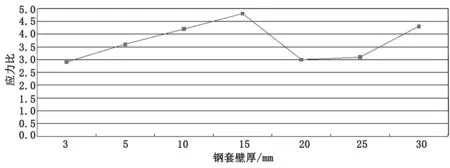
图6 应力比与钢套壁厚的关系
单位过盈应力随钢套壁厚的增加而增大,这与材料力学上组合厚壁圆筒理论相符。实测应力比理论应力大3倍左右,材料力学上的组合厚壁圆筒理论出现较大偏差,实测应力与理论应力存在较大差异。通过分析原因,可以归结如下。
(1)一般文献上举例多为弹性模量200 GPa左右的金属材料,进行这种过盈镶套配合方式的多为金属材料之间,两个镶套零件的弹性模量差值较小,但是对于当弹性模量600 GPa的硬质合金与弹性模量200 GPa的不锈钢的过盈镶接时,弹性模量差值达到400 GPa,即硬质合金的弹性模量是不锈钢弹性模量的3倍。
(2)本次测试的两种材料的表面硬度差异过大,YG6的硬度为91 HRA,相当于78 HRC,而17-4PH的硬度为34 HRC,在不锈钢与硬质合金过盈镶接中按照一般公式计算,导致结果与实际差异过大。
对于在生产过程中不锈钢与硬质合金过盈镶接的要求与经验,需要提高镶接前不锈钢的硬度(通常≥40 HRC),严格控制热镶温度,避免热镶温度过高导致钢套硬度下降而使钢套的强度下降。此外,在设计过盈量时,对钢套的屈服强度应降低到70%左右,钢套壁厚应尽量接近15 mm,保证不锈钢与硬质合金镶接过盈配合的强度。
5 结论
17-4PH不锈钢与硬质合金的工艺实验及分析,对比理论应力与实测应力的差值,对壁厚3 mm的YG6硬质合金套与不锈钢过盈镶接,可以得到以下结论:
(1)单位过盈应力随钢套壁厚的增加而增大,在钢套壁厚15 mm时达到峰值;
(2)单位过盈理论应力随钢套壁厚增加的斜率明显小于单位过盈实际应力增加的斜率;
(3)实际应力远大于理论应力,平均应力比约为4,且应力比随钢套壁厚的增加而增大,在壁厚15 mm时达到峰值。
猜你喜欢
建材发展导向(2022年6期)2022-04-18
一重技术(2021年5期)2022-01-18
粉末冶金技术(2021年2期)2021-04-03
小哥白尼(军事科学)(2021年12期)2021-03-29
煤气与热力(2021年2期)2021-03-19
环球市场信息导报(2017年6期)2017-06-15
哈尔滨理工大学学报(2015年5期)2016-01-19
湖南大学学报·自然科学版(2014年2期)2014-12-25
液压与气动(2011年1期)2011-07-25