低温甲醇洗换热器内漏工艺交出处理的环保管控及系统环保升级改造小结
2022-05-31 10:19李俊杰
中氮肥 2022年3期
李俊杰
(新乡中新化工有限责任公司,河南 新乡 453800)
0 引 言
大中型煤制甲醇装置中,气化系统所产粗煤气经变换后需送往低温甲醇洗系统净化(所需冷量来自冰机——冷冻站),这是由于变换气中含有大量的CO2、H2S和有机硫、HCN以及煤泥、催化剂粉尘等杂质,其中的硫化物、HCN等杂质带入甲醇合成系统会导致甲醇合成催化剂活性降低或永久失活,因此变换气中的有害气体杂质必须有效去除。实际生产过程中,由于低温甲醇洗系统存在换热器内漏、异味逃逸、尾气放空中总烃含量超标等问题,易给甲醇装置的运行带来了不小的困扰。
低温甲醇洗系统作为现代煤化工装置的气体净化单元,具有工艺流程长、换热器及机泵多等特点,变换气中的CO2、H2S等杂质气体被甲醇吸收、减压闪蒸、热再生等处理后循环使用,在此过程中,强刺激性气味的H2S、NH3随之被浓缩,环保管控难度倍增,尤其是系统内换热器内漏工艺交出处理时环保管控难度更大;同时,系统内设备设施运行质量的好坏不仅直接影响着主装置的运行效率,在环保形势日趋严峻的今天,还关系着企业的生存与发展。因此,低温甲醇洗系统换热器内漏工艺交出处理时的环保管控和系统环保升级改造显得尤为重要。
1 低温甲醇洗系统工艺流程简述
新乡中新化工有限责任公司(简称中新化工)为河南能源化工集团的全资子公司,其主生产装置为300 kt/a甲醇装置和200 kt/a乙二醇装置,气化系统采用航天粉煤加压气化工艺,配套净化系统采用低水气比变换工艺和低温甲醇洗工艺——低温甲醇洗系统采用的是大连理工大学的七塔工艺。
变换气分成两路进入低温甲醇洗系统,一路依次进入原料气/净化气换热器(EA2201)、原料气/CO2产品气换热器(EA2216)换热,再经原料气氨冷器(EC2201)冷却后,在变换气分离器(V2201)中分离出其中的液相后进入原料气/净化气/CO2产品气换热器(EA2202)中冷却;另一路经原料气/净化气换热器(EA2219)冷却后与上一路原料气汇合进入H2S/CO2吸收塔(C2201),进行H2S和CO2的脱除。吸收了H2S和CO2的富甲醇送至中压闪蒸塔(C2203)上、下塔,闪蒸后的甲醇再分别进入气提/CO2解吸塔(C2204)的上段和下段进行解吸和气提,气提/CO2解吸塔(C2204)顶部分别得到CO2产品气和尾气,CO2产品气加压后送往气化系统作为粉煤输送载气,尾气经洗涤后一部分通过锅炉烟囱排放,一部分用作纯碱生产原料;气提后的富H2S甲醇溶液送入热再生塔(C2205)进行热再生,热再生得到的酸性气送往硫回收系统生产硫磺,再生后的甲醇则返回H2S/CO2吸收塔(C2201)作为吸收剂循环使用。
2 低温甲醇洗系统换热器内漏的影响
2.1 氨冷器内漏对系统的影响
以实际生产中氨冷器内漏事件为例,中新化工在2014年更换了H2S/CO2吸收塔进料氨冷器(EC2202)管束,2018年5月更换了富CO2氨冷器(EC2203)、闪蒸甲醇氨冷器(EC2206)管束,更换时上述氨冷器管束材质均由低温钢改为了不锈钢;2021年3月低温甲醇洗系统净化气总硫超标,严重影响系统的运行质量,系统被迫停车;水压试验查漏时,富CO2氨冷器(EC2203)共查出明显漏点5处。经分析,低温甲醇洗系统氨冷器泄漏后,富CO2甲醇泄漏至氨侧,富CO2甲醇中的CO2气直接闪蒸出来,一部分CO2与NH3反应生成碳铵结晶附着在换热器列管壁上,影响氨冷器的换热效果,另一部分CO2随气相附着在氨冰机一段入口过滤器丝网上,堵塞过滤器,影响氨冰机的负荷,氨冷器和氨冰机两方面的问题造成低温甲醇洗系统甲醇循环量越来越大、吸收甲醇的温度越来越高、净化气中CO2含量越来越高,进而导致酸性气量下降、贫甲醇质量下降、净化气总硫超标,严重影响系统的运行质量,最终导致系统被迫停车。
2021年3月对富CO2氨冷器(EC2203)进行了消漏,消漏后EC2203的运行数据见表1。可以看出,EC2203消漏后,初期运行状况良好,但随着运行时间的延长,虽然通过排污的方式能够有效遏制氨冷器液氨中的甲醇浓度和氨冰机一段入口气带液的情况,但氨冰机一段入口过滤器前后压差在逐渐变大,EC2203换热效果也在持续变差。
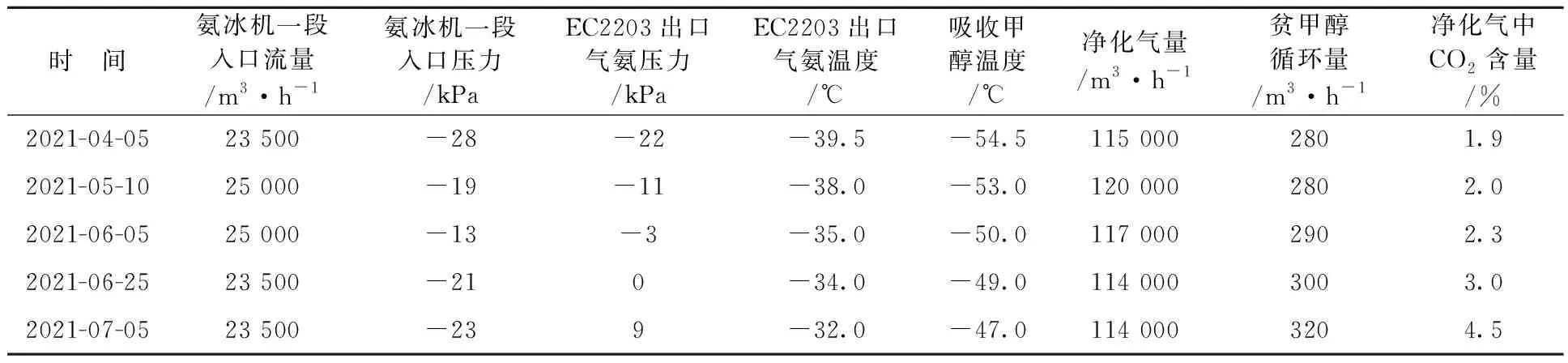
表1 富CO2氨冷器(EC2203)消漏后的运行数据
2.2 贫/富甲醇换热器组内漏对系统的影响
以实际生产中贫/富甲醇换热器组(EA2206A-L)内漏事件为例,2016年,随着EA2206A-L内漏量的逐渐增大,低温甲醇洗系统工况逐渐恶化,双炉(航天炉)负荷最低压至77%,热再生塔(C2205)蒸汽消耗约15 t/h(设计值为12 t/h),EA2206A-L冷端温差高达19 ℃左右(设计值为9 ℃左右)、热端温差达7 ℃(设计值为9 ℃)。
低温甲醇洗系统之贫/富甲醇换热器组(EA2206A-L)是循环甲醇的主要换热器组,其出现内漏后对系统会产生一系列影响:一是会使循环甲醇量明显增大,而大量贫甲醇直接走近路回流,未起到吸收酸性气的作用;二是影响热再生塔(C2205)的负荷,造成热再生塔液位大幅波动,正常生产难以维持;三是大量冷量损失,造成冷区温升,净化气质量不达标,尾气和CO2产品气中总硫超标。
3 换热器内漏工艺交出处理的环保管控
低温甲醇洗系统换热器内漏,不仅会造成冷量大量损失,严重影响系统的运行质量,且必然伴随着异味逃逸、尾气或CO2产品气中总硫超标等环保问题,必须工艺交出消漏处理,这就使得工艺交出处理过程中的环保管控尤为重要。而工艺交出检修过程中涉及环保问题的介质主要是氨和富H2S甲醇,即环保管控的重点是控制氨逃逸和控制硫醇(H2S与甲醇)异味。
氨冷器工艺交出处理的环保管控:低温甲醇洗系统切气后,系统进行充分热再生,氨冰机维持运行,将氨冷器内液氨尽可能回收至氨储槽内;氨冰机停运隔离后,通过集油器导淋接临时管线,将氨冷器中残余的液氨排至装有1/3水的氨水罐车内,以避免大量氨气闪蒸造成环保事件;氨冷器氨侧通过上水浸泡的方式进行彻底置换,浸泡后的氨水也排至氨水罐车内;最终氨水罐车内的氨水送至高氨氮废水处理装置,回收得到浓度为20%的氨水供锅炉烟气脱硫装置使用。
贫/富甲醇换热器组工艺交出处理的环保管控:低温甲醇洗系统排液期间,维持1台锅炉负荷运行,保证低温甲醇洗系统退液过程中产生的闪蒸气能送至锅炉进行二次焚烧处理;设备封头打开后用大量水对列管进行冲洗稀释,避免异味逃逸。
目前,中新化工虽然已彻底解决了低温甲醇洗系统退液过程中的环保难题,但设备打开后,仍有少量异味存在,现采用的处理方式是用消防水雾炮吸收。
4 低温甲醇洗系统环保升级改造
过去,中新化工环保管理粗放,员工环保意识不强,环保标准也低。例如:机泵备泵灌液排气时直接排至大气中;气相取样分析点直接暴露于空气中;液相取样点也只是将取样残液收集,取样过程并无任何环保管控措施。如今,随着环保形势的日趋严峻,生产现场异味控制标准越来越高,以往的做法已不能满足环保要求,各级管理人员需彻底扭转环保理念,大力开展系统设备设施环保升级改造,并颠覆式地改变环保管控方式,才能使企业生存和发展下去。为此,中新化工对低温甲醇洗系统先后实施了一系列环保升级改造。
4.1 热再生塔回流泵改造
热再生塔回流泵(P2207)原设计为普通单级离心泵,其输送介质中富含H2S等酸性气,运行过程中P2207机封频繁出现泄漏,导致P2207处是整个甲醇装置内H2S气味最为明显的,异味逃逸严重,而中新化工甲醇装置离居民区较近,异味逃逸易造成扰民事件。为杜绝P2207处异味逃逸事件的发生,将P2207由普通单级离心泵升级为屏蔽泵,以彻底消除密封泄漏点,并将泵体排气改为密相排气——引入地下槽排污管网。
4.2 机泵入口过滤器改造
低温甲醇洗系统运行机泵较多,相较于甲醇水分馏塔进料泵,污甲醇掺烧泵入口甲醇杂质多、H2S气味浓。为彻底避免检修作业过程中的异味逃逸,以免造成环保事故,中新化工将低温甲醇洗系统机泵入口过滤器均改为了提篮式过滤器,并增设循环水置换冲洗管线,冲洗液直接进入地下槽。
4.3 污甲醇罐和地下槽闪蒸甲醇气治理
低温甲醇洗系统正常生产排污甲醇或停车检修置换退液时,会闪蒸出大量甲醇气,尤其是污甲醇,硫醇味道重且不易扩散,而用于储存污甲醇或置换退液的污甲醇罐和地下槽为常压设备,因环保要求又不能就地泄压排放。为避免污甲醇排放或退液置换时的环保问题,中新化工将这部分气体先排入地下槽,之后汇入硫回收尾气管网送至锅炉进行二次焚烧处理;机泵检修过程中,小范围置换时,排液均需先进入地下槽,然后将地下槽隔离,闪蒸出的甲醇气经活性炭罐泄压,从而保证异味可控。
4.4 污甲醇治理
低温甲醇洗系统贫甲醇质量的好坏对净化气中的总硫含量有决定性的影响。中新化工除了在变换洗氨塔处增加喷淋水量外,另外通过定时定量排放污甲醇来降低贫甲醇中的硫氨(H2S与NH3)含量,这部分排放污甲醇的异味特别浓,因环保原因,污甲醇又无法直接装车外售。鉴于污甲醇中甲醇浓度高、会产生部分热值,为消除现场污甲醇闪蒸气的异味,中新化工将污甲醇先排入地下槽,之后气相汇入硫回收尾气管网送至锅炉进行二次焚烧处理,液相则通过泵加压送往锅炉并经喷枪雾化后直接喷入炉膛焚烧,整个处理过程均在密闭空间进行,不仅可彻底解决异味逃逸的问题,而且可降低锅炉煤耗。
4.5 酸性气放空问题的处理
正常生产过程中,为避免因酸性气焚烧不完全造成环保事故,中新化工低温甲醇洗系统的酸性气经克劳斯硫回收系统生成硫磺:酸性气经气液分离后升温,升温后的酸性气部分燃烧转化,H2S经氧化燃烧部分转化为SO2,然后经单级常规克劳斯反应使部分H2S和SO2(包括部分COS)转化为硫磺和水;残余的SO2和H2S继续在直接氧化催化反应器中发生克劳斯反应,转化为硫磺和水,酸性气降温脱硫后进入尾气洗涤塔,经洗涤后送至锅炉二次焚烧;停车时,低温甲醇洗系统切气保压,系统内的净化气供硫回收系统扫硫用,在火炬无掺烧气体时,保证热再生后的酸性气仍然能够进入硫回收燃烧炉燃烧后送往锅炉二次焚烧。
4.6 尾气VOCs治理
中新化工低温甲醇洗系统尾气洗涤塔(C2207)内件为浮阀塔盘,塔顶无喷淋水分布器和丝网除沫器,设计尾气处理量为40 797 m3/h,设计喷淋用脱盐水耗量12 m3/h,随着甲醇装置产能的逐渐释放,尾气处理量随之增大,在气化系统双炉氧负荷均为17 000 m3/h的工况下,最大尾气量约50 000 m3/h,达C2207设计处理量的123%,在尾气量过大的情况下,由于C2207内件结构原始设计方面的原因,增大喷淋水量后易造成液泛、洗涤效果差、尾气带液严重,塔顶喷淋水量不得不控制在2 m3/h左右,在工况稳定、负荷一定的情况下C2207出塔尾气醇含量在(300~3 000)×10-6。
随着环保要求日益严苛,为确保系统尾气达标排放,中新化工在低温甲醇洗系统增设了尾气排放VOCs在线监测设备,并与北洋精馏研究院交流讨论后对尾气洗涤塔(C2207)内件进行了如下改造:C2207内的16层浮阀塔盘改为大通量高效规整填料——保留1#塔板,将1#塔板作为气相分布盘,以改善气体进塔后的分布,割除2#~16#塔板与塔板的相焊件,并打磨平整,便于规整填料的安装;填料采用ZUPAC4.5P型,填料高度4.9 m,填料上、下两端采用填料压圈和填料支撑进行固定;填料上方采用新型槽式液体分布器对洗涤液进行初始分布,分布器上方设液体进料分布管;C2207塔顶增设丝网除沫器,以减少气相带液。此外,在进C2207的脱盐水管线上增设1台换热面积为50 m2的板式换热器,用塔底外送废水(温度约9 ℃)与之进行换热,回收C2207塔底废水的冷量,降低进C2207的脱盐水温度,以提高吸收效果和降低脱盐水消耗。
尾气VOCs治理措施实施后,取得了明显的效果:在尾气处理量同样为50 000 m3/h的工况下,进尾气洗涤塔(C2207)的脱盐水温度由治理前的50 ℃降至28 ℃,脱盐水耗量由设计值12 m3/h逐渐降至10 m3/h以下,在脱盐水耗量保持10 m3/h以下的情况下C2207出口尾气中的甲醇含量由治理前的(300~3 000)×10-6降至50×10-6以下(设计值为50×10-6以下),达到了VOCs治理目标要求;C2207塔顶增设液体分布器和丝网除沫器后,尾气严重带液现象有效改善,塔顶出口气相中的液相量<10 mg/m3;C2207每块塔盘的压降≤1 kPa,C2207再未出现液泛现象,塔底液位稳定;低温甲醇洗系统在50%~110%生产负荷范围内能够实现安全、稳定、长周期运行。
4.7 CO2产品气及尾气回收利用
中新化工低温甲醇洗系统副产CO2含量为99%的CO2产品气19 000 m3/h,同时产生 CO2含量为80%的尾气50 000 m3/h,其中CO2含量为99%的CO2产品气送至粉煤气化系统使用15 000~16 000 m3/h,CO2产品气量充足,富余部分全部放空,造成碳排放增加。为解决CO2排放污染环境的问题,并尽可能资源化利用CO2为企业创造效益,中新化工对低温甲醇洗系统副产CO2产品气及尾气采取了如下回收利用措施。
(1)CO2含量为99%的CO2产品气除送至粉煤气化系统使用外,富余的CO2产品气外售至甲公司用作工业级及食品级CO2的生产原料:压力80 kPa、气量2 000 m3/h的低压CO2原料气首先进入低压缓冲罐,缓冲后由CO2压缩机提压至2.5 MPa,之后进入CO2高压缓冲罐;压力8.0 MPa、气量1 000 m3/h的高压CO2原料气经调节阀降压至2.5 MPa后,也送入CO2高压缓冲罐;2股CO2原料气汇合后,先经预冷器与低温甲醇洗系统放空尾气交换冷量,使CO2原料气温度降低,之后进入冷箱、精馏塔,用于生产50 kt/a工业级及食品级CO2。
(2)中新化工低温甲醇洗系统产生的CO2含量为80%的尾气50 000 m3/h,约25 000 m3/h外售至乙公司,替代其300 kt/a纯碱(碳酸钠)装置原来使用的原料气——变换气或炉气。CO2含量为80%的尾气从不冷碳化塔底部进入,在塔内与从不冷碳化塔上部进入的半母液I(铵盐水)逆流接触进行化学反应,生成的碳酸氢钠悬浮液从不冷碳化塔底部取出,经稠厚、过滤送往煅烧工序加工成碳酸钠。
5 环保升级改造后的效益分析
(1)环保效益:低温甲醇洗系统环保升级改造后,彻底解决了现场无序排放造成的异味逃逸问题,污甲醇闪蒸气和酸性气在工艺处理及开/停车期间出现的异味扰民问题得到彻底根治;低温甲醇洗系统尾气中的甲醇含量由改造前的(300~3 000)×10-6降至50×10-6以下,达到了国家相关VOCs排放指标要求。
(2)经济效益:低温甲醇洗系统环保升级改造后,CO2含量为99%的3 000 m3/h CO2产品气和CO2含量为80%的尾气25 000 m3/h外售给其他企业作为生产原料,使原对大气放空的CO2产品气和尾气得到有效回收,在实现环保效益的同时还可创造一定的经济效益。
6 结束语
低温甲醇洗系统是现代煤化工装置气体净化的主要单元,其能否高质量、长周期、环保运行直接关系着下游系统和整个装置的运行质量。生产实践表明,换热器内漏及环保管控一直是低温甲醇洗系统生产运行中的老大难问题,随着国家对VOCs治理、碳排放等要求的日趋严格,低温甲醇洗系统工艺交出处理时的环保管控和系统环保升级改造成为必然。中新化工300 kt/a甲醇装置和200 kt/a乙二醇装置净化单元之低温甲醇洗系统,通过工艺交出处理时的环保管控,成功解决了系统换热器内漏时查漏消漏面临的环保问题,通过对低温甲醇洗系统实施一系列的设备设施环保升级改造和工艺路线优化,生产现场异味得到有效控制,系统排放实时监测数据优于同类装置,确保了低温甲醇洗系统的安、稳、长、满、优运行,为主生产装置的长周期、稳定、优质运行奠定了坚实的基础。
猜你喜欢
肥料与健康(2022年2期)2022-06-30
工业加热(2022年3期)2022-05-05
热力发电(2022年2期)2022-03-25
氯碱工业(2021年7期)2021-12-29
大连理工大学学报(2021年6期)2021-11-29
车用发动机(2021年5期)2021-10-31
农机使用与维修(2017年4期)2017-04-14
农机使用与维修(2017年3期)2017-03-15
科技传播(2016年7期)2016-04-28
汽车零部件(2014年11期)2014-09-18