薄壁件铣削过程加工变形研究进展
2022-06-08 03:51岳彩旭张俊涛刘献礼陈志涛StevenLIANGLihuiWANG
航空学报 2022年4期
岳彩旭,张俊涛,刘献礼,陈志涛,Steven Y.LIANG, Lihui WANG
1. 哈尔滨理工大学 机械动力工程学院 先进制造智能化技术教育部重点实验室,哈尔滨 150080 2. 佐治亚理工学院 乔治·W·伍德拉夫机械工程学院,亚特兰大 30332 3. 瑞典皇家理工学院,斯德哥尔摩 25175
薄壁类零件因其质量轻、结构紧凑,在航空航天、国防科技、核电装备、汽车制造等领域中得到广泛应用,如整体隔框、整体翼肋、整体壁板和航空发动机的涡轮叶片等非通用性薄壁零件,其加工方式大多是以铣削工艺为主。随着制造技术的不断发展,推动了薄壁零件加工效率及加工精度不断提高。由于薄壁类零件加工过程中去除率高,使成型后的工件刚度降低,在铣削过程中受到铣削力作用工件容易产生较大的加工变形,在走刀过后变形又会发生弹性恢复,进而出现让刀现象,使得实际铣削宽度不等于名义值,导致加工精度降低,甚至加工质量难以保证。薄壁件在加工过程中出现的变形,是直接影响工件的加工精度、加工质量以及生产效率的重要因素。因此,预测和控制薄壁零件加工变形的研究具有重要的现实意义。
近年来,随着有限元仿真技术和有限元软件的发展,可以通过有限元软件模拟加工状态以及定量分析薄壁件的加工变形。针对薄壁件加工变形因素、切削力的预测模型、薄壁件加工变形量的数值预测以及控制薄壁件加工变形方法等方面取得的研究成果,对薄壁件加工过程中起到相应的指导意义。
本文基于薄壁零件分类以及工艺特点分析了薄壁零件加工变形因素,其中铣削力是影响加工变形的直接因素,阐述铣削力建模的研究现状;简述薄壁零件铣削过程中的预测与控制变形的方法,并对数字孪生技术在铣削薄壁零件的发展前景与应用提出展望,为薄壁件的高性能加工提供工艺参数指导。
1 薄壁件的分类及加工特点
薄壁类零件通常指壁厚与轴向或者径向尺寸比大于1/10的零件,由于诸多薄壁类零件属于非标准化部件,在定义薄壁类零件时,其壁厚与长度的比值也会有所差异,但薄壁件都具有相对质量低、比强度高、结构复杂和刚性弱等特点。
1.1 薄壁件的分类
薄壁件可以从形状、材料、结构进行划分。按形状可分为圆环形、壳体和平板形;按材料可分为铝合金、钛合金以及复合材料等;按结构可分为框架类、整体壁板、梁类和曲面类,因自身的结构不同,薄壁件具有的特点也有所差异。
1) 框体类零件。作为航空航天飞行器机体结构的典型零件,是机体横向结构的主要受力部件,也是构成和保证机身径向姿态的主要结构部件。如图1所示,其结构由工件外、内框曲面、加强筋结构的腹板组成,简言之,框体结构就是由腹板组成,其壁厚的范围在1.5~2.0 mm之间。框类零件的连接部位一般为结合槽口或者结合平面等,但在同一个框体零件中的腹板厚度不一。
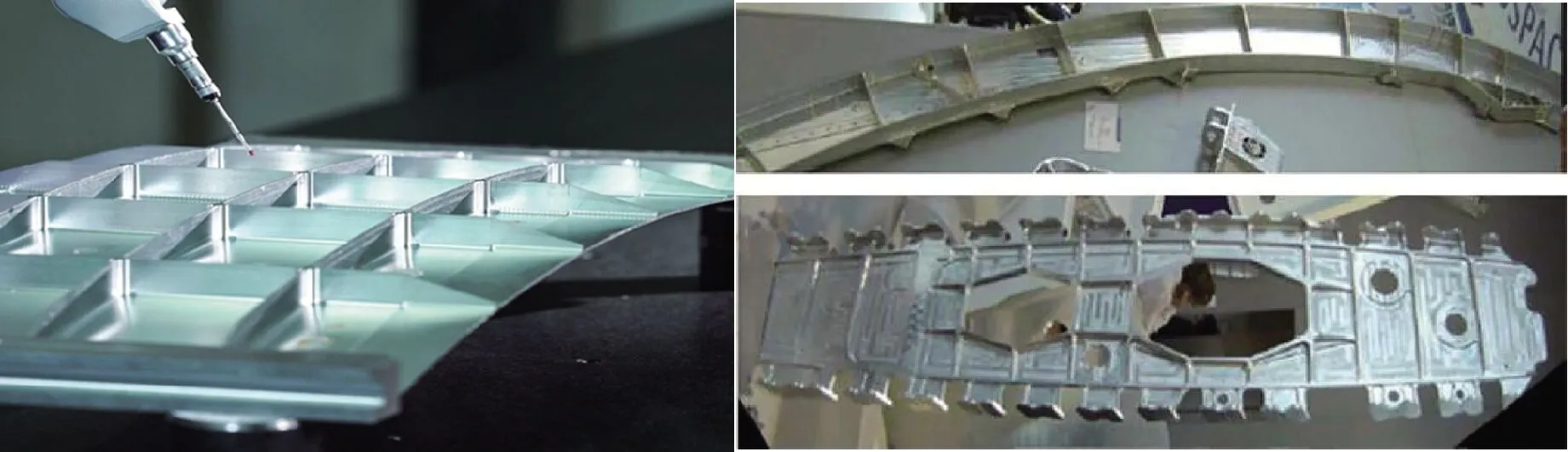
图1 框体类薄壁零件Fig.1 Thin-walled frame parts
2) 整体类壁板。由筋条、蒙皮和凸台缘条等结构组成,在航空航天的承力薄壁件应用较多,如机翼、尾翼和机身的纵向结构等,如图2所示。整体式壁板与传统的铆接或者螺栓联接相比,优点是零件数量减少、减少装配工艺,提高了表面的光顺性以及零件的抗疲劳能力;缺点是整体尺寸与截面尺寸比值较大,相对刚性较差,容易产生加工变形。

图2 整体类壁板零件Fig.2 Integral panel parts
3) 梁类零件。随着对航空航天性能不断提高,梁类零件不仅要求高强度与刚度,还要减轻质量,为满足其性能要求,其构架比较复杂,根据截面形状来划分,可分为工字形、U字形甚至更加复杂的异形截面等,如图3所示为一个典型的梁类零件。
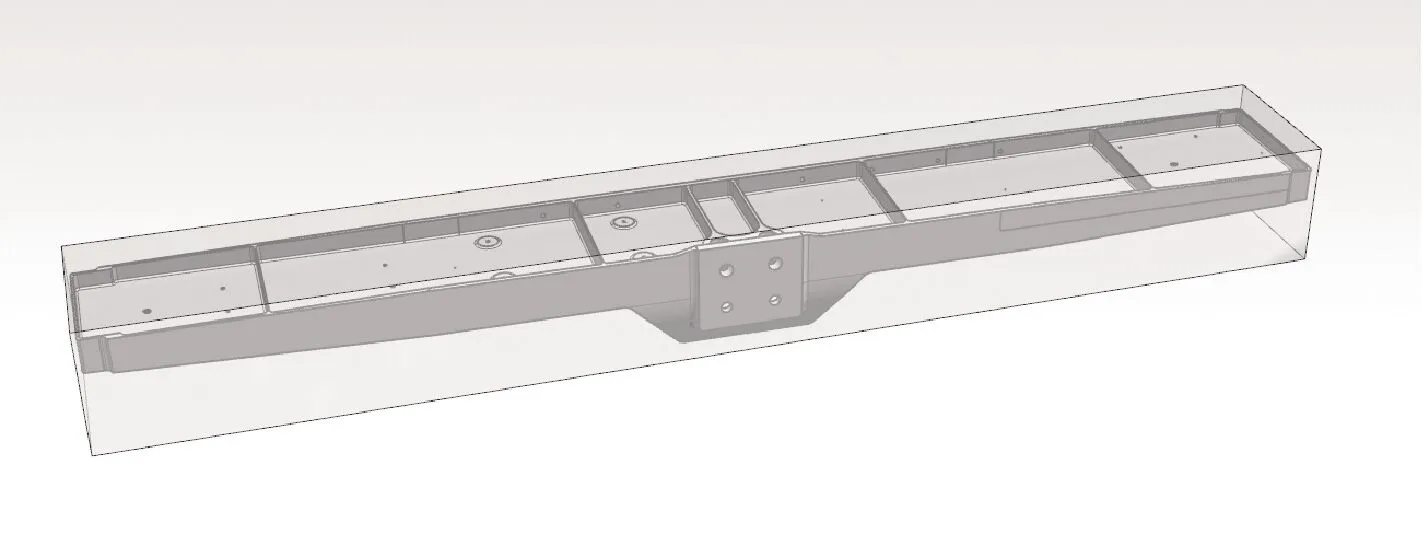
图3 梁类零件Fig.3 Beam parts
4) 复杂曲面类零件。该类零件具有形状、结构复杂及加工精度要求高等特点,随着航空航天飞行器不断发展,曲面类零件越来越多,最具有代表性如叶轮、叶片,是航空发动机中的重要零件,如图4所示。

图4 整体式叶轮Fig.4 Integral impeller
1.2 薄壁类零件的加工特点
由于薄壁零件结构形状的特殊性,决定了其加工特点的独特性,主要有以下3点:
1) 结构特点:在铣削加工过程中,随着零件壁厚不断变薄,相对刚度越来越低,容易出现切削振动和变形,无法保证加工稳定性和加工质量。
2) 功能特点:加工出的薄壁零件既要保证较高的加工精度,也要求在接头等部分有较高的装配精度,才能保证零件具有合理的装配性能,满足使用要求。
3) 材料特性:薄壁件多为高强度铝合金、钛合金或者高温合金材质,无论铝合金等易切削材料,还是钛合金等难切削材料,变形问题都比较突出,因此加工变形的控制成为关键的问题,常规的加工工艺根本无法保证加工精度,一般采用手工或机械打磨达到精度要求。
1.3 薄壁件加工变形的不良影响
薄壁零件通常具有结构复杂、体积大等特点,且对其加工精度要求高,但在制造加工过程中,由于刚性低、金属去除率大,在切削力的作用下工件产生较大的变形,在加工过后的弹性变形恢复,导致部分材料未能切除,需要人工打磨使加工效率大大降低;在加工过程中,工件的截面尺寸与轮廓尺寸相差较大,刚性越来越低,不仅会发生弯曲扭转的整体变形,还易引起切削振动,导致加工精度及表面质量下降,严重影响其使用性能,甚至造成零件报废。因此为加工出满足要求的零件有必要对薄壁零件变形量进行精确的预测和控制。
2 薄壁件铣削加工变形因素分析
薄壁件体积大、结构复杂、刚度低、材料去除率大等特点,以上特点都不利于铣削加工,经过一系列复杂的工艺之后,很难保证其不发生变形。影响薄壁件加工变形的因素有很多,因此,对加工变形因素归纳总结,如图5所示,其中对薄壁件加工变形影响较大的有切削力及切削热、工件材料特性、装夹条件、残余应力和走刀路径5大因素。
1) 切削力和切削热:在铣削过程中,由于薄壁件刚性差,铣削力产生的变形有工件的挤压变形、回弹变形以及刀具变形2方面构成,如图6所示,造成的变形趋势很难预测,而且由于切屑变形、切屑与前刀面以及后刀面与已加工表面之间的摩擦,使已加工的工件表面与次表层的温度分布不均匀,导致表层体积膨胀的趋势受到里层金属的阻碍,这种阻碍使零件表层产生热应力,在切削力和切削热的作用下,对工件的应力分布产生了影响,加剧零件的变形,使得加工精度难以保证。
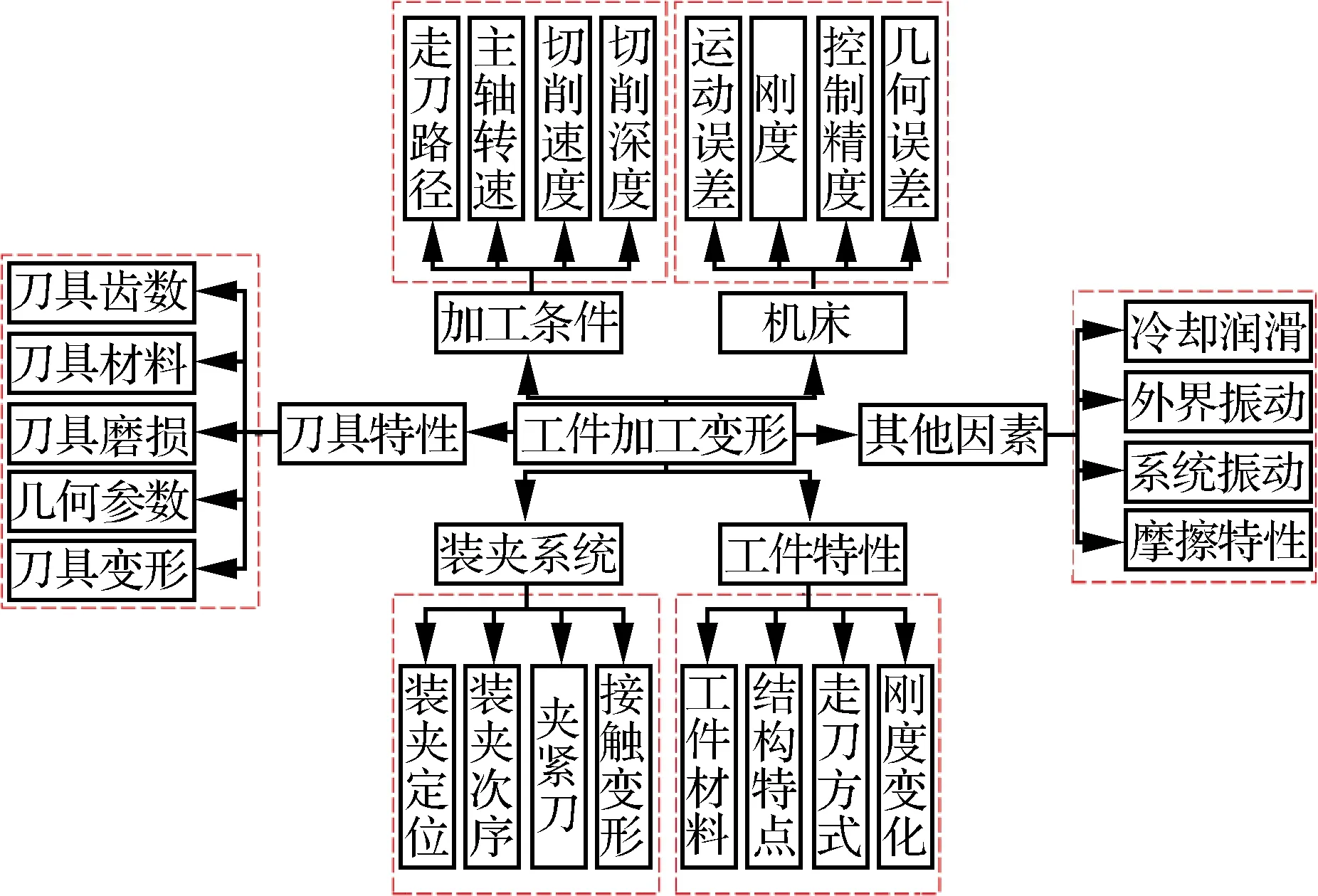
图5 薄壁件加工变形的影响因素Fig.5 Influence factors of machining deformation of thin-walled parts

图6 薄壁零件侧铣时刀具-工件变形示意图Fig.6 Sketch map of tool-workpiece deformation during side milling of thin-walled parts
2) 工件材料特性:薄壁工件材料一般为铝合金、钛合金或者高温合金,由于材料的弹性模量小、比强度大,在加工过程中极易发生回弹,引起零件变形。同样的材料,随着零件尺寸增大,刚性变差,以及自身结构不对称,会导致零件产生较大的加工变形。
3) 装夹条件:夹具是零件和机床连接的桥梁,装夹的作用就是定位和夹紧工件,对于薄壁件来讲,因其壁薄,在夹紧力的作用下,工件发生相应弹性变形,会影响工件表面的形状和尺寸精度。在切削过程中,夹紧力与切削力可能会有交互作用,使初始残余应力和加工残余应力重新分布,从而导致薄壁零件变形。
4) 残余应力:残余应力包括初始残余应力和加工残余应力2类。初始残余应力是指毛坯在制造过程中受外力或不均匀温度场的作用下,引起材料不均匀的弹塑性变形。加工残余应力是在加工过程中存在于加工表面的残余应力。由于受到切削力和切削热的作用,打破了初始残余应力平衡状态,工件通过变形致使零件内部的应力再次达到平衡状态。
5) 走刀路径:不同的走刀路径将导致工件内原有的残余应力释放的顺序不同,从而造成不同的加工变形。随着加工过程的进行,材料逐渐被切除,工件越来越薄,刚度也越来越小,在切削力和切削热的作用下,产生加工残余应力。由于不同的走刀路径,原有的残余应力和加工残余应力的耦合顺序和效果不同,在这些复杂因素共同作用下,将会导致工件不同的变形。
综上可知,在薄壁零件的铣削加工过程中,由于薄壁零件刚度较低,受到铣削力的作用容易发生弹性变形而出现让刀现象,导致刀具后刀面与已加工表面之间产生摩擦,不仅影响已加工表面的精度与质量,还会降低刀具寿命。随着材料的不断去除,工件的刚度不断降低、残余应力的释放以及重新达到平衡状态、不同的加工条件等因素,都会对工件的最终变形产生很大的影响。因此,分析薄壁件加工变形影响因素对加工变形的预测和控制具有重要研究意义。
3 铣削力建模研究现状
铣削力是铣削加工过程中重要的物理量之一,在铣削力的预测模型中包含大量信息,如铣削深度、铣削宽度、每齿进给量、铣刀直径、铣刀齿数以及相关的修正系数,铣削力的变化会直接影响薄壁件加工变形量,准确的铣削力模型不仅有利于优化切削参数,还可以为预测及控制加工变形提供参考依据。铣削过程是一个复杂的加工过程,除切削参数外,还有刀具颤振、温度等因素会对铣削力的变化趋势以及大小产生影响,因此很难建立与实际加工情况完全一致的铣削力模型。目前国内外学者对铣削力模型不断研究与改进,已有多种铣削力模型。这些模型按照不同原理可分为经验公式模型、解析模型、机械模型、人工智能模型和有限元模型。
3.1 经验公式模型
对于经验公式模型而言,需通过大量的切削试验,建立铣削力与铣削参数及刀具几何参数之间的关系,经过数据处理后,可求解出形如式(1)的经验公式:
(1)
式中:为背吃刀量;为切削速度;为进给量;为修正系数;其余参数均为待定系数。
Ding等通过实验研究铣削过程中切削参数对切削力的影响,采用四因素(切削速度、进给量、径向切削深度和轴向切削深度)的正交试验,建立了切削力的经验模型。Zhao等通过硬质合金刀具铣削叶轮的高速铣削试验,分析不同切削参数对切削力的影响,得到此条件下的切削力经验公式系数。王立涛等利用四因素四水平的正交回归分析法,根据切削力与切削参数之间的对应关系求出系数,构建出高速钢立铣刀的切削力经验公式。郭魂在经典铣削力经验公式的此基础上,研究铣削深度、铣削速度、进给量、铣削宽度和铣刀直径对铣削力特性的影响,提出通用的数控铣削力模型,利用矩阵简化的方法,建立了AL7075的数控铣削力经验模型。秦旭达等主要考虑切削深度、切削速度和进给量三大因素,运用多元回归分析方法,建立钛合金插铣铣削力的数学模型。
Kim和Chu提出一种预测球端铣削加工平均切削力的新方法,利用经验切削参数计算每个网格内的切削力密度,将计算得到的与刀具平面上网格位置相对应的力密度定义为力图。通过对力图中啮合网格的切削力密度进行总结,可以很容易地计算出任意刀具接触区域的平均切削力。
综上所述,经验公式模型需要大量实验数据进行拟合求得,能满足一定的误差要求,但是不能揭示切削的动态特性和机理,只能表示平均铣削力,却不能得出铣削过程中各瞬时的切削力。
3.2 解析模型
解析法模型是在金属切削加工的力学理论基础上建立铣削力模型,此铣削力模型预测精度高,而且能够表达切削过程机理。
传统的斜向切削模型有2处不足,一是它只涉及一个刀具主切削刃角为90°的加工实例,即未变形的切屑厚度等于刀具的进给量;二是不考虑刀具进给速度对合成切削速度的影响。Kattan等对不同的负侧刃角、切削速度、进给速度和切削深度进行研究,并对负侧刃角下的刀具几何特性对切削参数的影响,建立出包含刀具和工件材料特性的三维斜切削的铣削力预测数学模型。Fang提出了一种改进的斜角切削模型,该模型考虑了刀具主切削刃角和刀具进给速度2个因素对加工过程的影响,此铣削力模型可精确地表示出加工过程中的相关参数,如刀具的有效前角和有效剪切角等。Wang等将总切削力的生成表示为基本切削函数、切屑宽度密度函数和齿序函数这3个切削过程分量函数的角域卷积。通过对3个分量函数的变换进行频率相乘,将切削力的分析扩展到傅里叶域。在频域内给出了数值模拟结果,并说明各种工艺参数的影响,通过实验验证解析模型的正确性。
Li HZ和Li XP在分析铣刀齿形轨迹基础上,考虑铣削过程中的波状表面效应,建立了动态剪切长度模型,根据工件的基本特性、刀具几何参数和铣削参数,建立刀具转角增量的铣削力预测模型。Tsai和Liao综合考虑球头铣刀未变形切屑厚度、前角、切削速度、剪切面面积和切屑流动角之间的关系,计算出剪切变形区的剪切面面积和刀具表面的有效摩擦面积,然后再利用最小能量法得到三维铣削力。Fu等通过仿真分析材料性能、刀具几何参数和切削参数对铣削力的影响,建立动态铣削力预测模型,并通过试验验证此模型的有效性。
周鑫等针对飞机复杂结构件的铣削力预测,通过试验求得剪切力系数和刃口力系数,利用该模型在侧铣飞机结构件时能快速准确预测出铣削力。罗智文等将刀具沿轴向微分,将未变形切削厚度函数用摩擦角、剪切角及剪屈服应力等参数表示,再结合相关的切削参数,应用最小能量原理,拟合出基于斜角切削的铣削力模型。卢泽生和杨亮在不同的刀具前角、切削速度、切削深度及工件材料条件下,分析频率对铣削力的影响,并建立了关于振动的铣削力模型。
综上所述,解析法模型应用广泛,与实际加工过程中的铣削力匹配度高。因其能够深度地解析材料的去除机理,且建模过程与剪切屈服应力、流动应力以及剪切角、摩擦角等材料本构参数紧密相关,但这些参数难于获得,造成实际应用比较繁琐困难。
3.3 机械模型
机械建模方法是目前应用广泛、成熟的切削力建模方法,而且其具有较高的预测精度。Martellotti提出铣削力与铣削厚度成正比关系,铣削力分量可以用铣削微元面积与单位铣削力系数的乘积形式表示。当刀具的直径远大于每齿进给量时,铣刀的刀刃轨迹近似成圆,可简化求解未变形切削厚度,如图7所示。

图7 未变形切屑厚度模型Fig.7 Undeformed chip thickness model
Fu等根据Martelloti的思想,综合考虑刀具几何形状、工艺条件以及主轴的振动,建立面铣削加工的铣削力模型。王保升综合分析刀具偏心跳动、刀具变形及进给系统的刚度对瞬时切削厚度的影响,把改进的粒子群算法引入到瞬时铣削力模型参数辨识中,建立了立铣刀瞬时铣削力模型。Lee和Altintas将螺旋槽分成微小的剪刃段,用切削刃的刃口力和前刀面的剪切力等效成铣削力,从而建立铣削力的预测模型。Altinatas等对普通形状零件的端铣加工过程进行研究,建立了计算效率较高的铣削力预测模型,不仅可以预测平均力和峰值力,还能对瞬时铣削力进行预测,通过仿真和实验验证此模型的有效性。Azeem等为解决机械力学建模方法中如何精准标定切削参数的问题,提出了只需进行一次半槽切削就可以在大范围切削条件下确定有效的经验力系数的新方法,根据确定的系数建立了球头铣刀的铣削力模型。
Kim等首次提出Z-map方法用来计算刀具与工件的接触区域面积,通过建立未变形切屑厚度与刀具进给倾角之间的关系,求解出球头铣刀的铣削力模型。张臣等基于Z-map方法,提出识别参与铣削过程中切削刃单元的方法,并分析刀具变形对瞬时切屑厚度的影响,得到瞬时铣削厚度的函数关系,建立了球头铣刀三向铣削力模型。顾红欣根据球头铣刀在铣削过程中的特点,提出切入提前角和切出滞后角。综合考虑作用在前刀面和后刀面上的正压力与摩擦力,并给出铣削区间模型和积分限的算法,得到高速铣削加工中铣削力模型,再结合球头铣刀刃线几何模型和切削区间模型条件下,建立高速铣削球头刀整体铣削力模型。Yang和Park将球头铣刀的剪刃视为一系列无限小的单元,并分析剪刃单元的几何结构,假设每个剪刃均为直线的前提下,计算出斜切过程中所需的参数,建立了球头铣刀在铣削过程中的铣削力模型,以预测给定加工条件下的瞬时铣削力。
机械模型不仅精度高,还可以反映切削机理特性,大多数的瞬时切削厚度模型将铣刀刀尖轨迹简化为圆弧或为等效厚度模型,然而实际铣削加工中轨迹为次摆线轨迹。关立文等建立铣刀次摆线轨迹模型,给出铣削过程的起始角和终止角,提出基于次摆线轨迹的铣削厚度模型,并与现有的圆弧模型和等效弧度模型对比,次摆线瞬时厚度模型具有更高的准确性。
3.4 智能预测模型
随着智能技术的发展,将经验公式建模方法与神经网络方法进行结合,通过实验数据不断地训练神经网络,可以获得比较准确的预测值,应用较多的智能建模模型有神经网络算法、遗传算法等。
Sharma等研究了切削参数对铣削力的影响,选择主要因素建立铣削力的神经网络预测模型,神经网络预测铣削力的数值与实验值的平均误差为5.4%。利用神经网络模型可以精确预测大多数的加工过程的铣削力的数值,但是神经网络算法也可能存在过拟合现象以及收敛误差空间局部极小等问题,因此对神经网络算法的优化与改进研究逐渐深入,提高神经网络算法对铣削力预测的精度和效率。Zheng等基于惯性权重线性传递减的粒子群优化反向传播神经网络来预测铣削过程中的铣削力,优化后的算法表现出良好的预测效果。Farahnakian等采用粒子群优化神经网络算法对复合材料的铣削加工过程中对铣削力进行建模,此算法提高了铣削力的预测效率,通过对比正交试验数据和训练结果,分析了工艺参数对铣削力的影响。Hao等针对神经网络易存在误差空间内收敛到局部极小值,提出遗传算法优化神经网络对铣削力进行预测,提高了神经网络切削力模型的性能。
人工智能模型可以根据不同的问题选择合适的优化方案,无论是预测平均铣削力、瞬时铣削力预测模型,智能算法表现出优异的性能,因此越来越多的智能算法以及其优化或者改进后被应用于不同薄壁件加工过程中铣削力的预测模型。
3.5 有限元模型
随着计算机技术的发展,利用有限元仿真可代替传统的试切,在有限元仿真软件中能模拟切削过程,可以获得切削载荷、应力及应变、工件和刀具的温度、加工变形等实验中较难获取的参数,建立被研究参数与铣削力间的关系。
Saffar等利用ABAQUS仿真软件预测立铣刀铣削时的铣削力,对比仿真模型与实验中获得的铣削力数值有很高的吻合性,经仿真获得的铣削力精度高于理论的力学模型。张平通过试验获得7055铝合金的Johnson-Cook本构模型,采用Oxley模型对7055的材料本构进行修正,利用ABAQUS仿真软件获得的铣削力与实验得到的铣削力数值具有很高的一致性。
有限元模型避免了传统数学模型建模的繁琐的微积分运算,更能够考虑多方面因素,以求最大化地接近真实的实验条件。在有限元计算结果中,可以直观地展现铣削加工过程,快速获得切削力的数据曲线和应力、应变以及温度的分布情况,这是传统数学模型所不具备的。目前,有限元建模的方法主要有拉格朗日模型、欧拉模型以及任意的拉格朗日模型。有限元建模方法具有一定的局限性,材料的本构模型和失效模型、刀屑接触、热传导模型以及网格划分对其仿真精度都有很大的影响,并且三维仿真模型的计算对计算机CPU要求很高,而且计算时间会比较长。
综上所述,在机械加工中,常需要对铣削力进行建模。通过理论和实验2方面来研究铣削力的规律,为机床、刀具和夹具的设计以及提高薄壁件加工质量提供可靠的科学依据。现有的研究中铣削力系数假定为固定值,无法全面地描述铣削特性。在实际铣削过程中,铣削力系数不是固定值,而是随着铣削参数的变化而发生不断的改变,同时也会受到机床的振动以及刀具的磨损等方面影响。
4 薄壁件铣削变形预测
薄壁件在铣削加工过程中,涉及到摩擦学、弹塑性力学、热学及工艺学等多个学科和领域,因此薄壁件加工变形控制是一个复杂的过程。首先要了解加工变形的基本规律,才能提出有效抑制加工变形的措施,因此,对加工变形的预测分析进行研究具有重要意义。预测加工变形主要从研究薄壁件的铣削力模型,再分析铣削力与工件变形关系;另一方面基于数值模拟仿真来预测加工变形研究。弹性变形预测与铣削力模型紧密相关,在铣削加工过程中,由于薄壁件自身的结构刚度低,在铣削力的作用下发生弹性变形,导致实际铣削宽度小于理论铣削宽度,致使部分材料未被切除,在走刀过后薄壁件会发生弹性部分回弹,形成加工表面误差。在铣削过程中,工件受到铣削力的作用,使原有的残余应力和加工过后新产生的残余应力为达到平衡状态将重新分布,从而导致薄壁零件变形。
4.1 薄壁件弹塑性变形预测
Shirase和Altintas利用变齿间角刀具加工薄壁工件,研究了铣削力对变形的影响。Ratchev等综合考虑切入及切出角与铣削深度之间的关系,建立工件弹性变形的预测模型。Ratchev等综合考虑切削用量、材料去除率和工件刚度的变化对工件变形的影响,建立工件弹性变形预测模型。Budak和Altintas通过考虑刀具-工件的耦合变形影响,研究悬臂板的加工变形。Tsai和Liao基于Budak和Altintas的研究思路,分析铣削薄壁件曲面的静态尺寸误差。
Liu等提出基于有限元法针对薄壁深腔零件的铣削变形预测方法,综合考虑了刀具-工件系统的挠度和工件的回弹变形,建立刀具的动力学模型,通过求解关键参数,得到连续铣削过程中刀具上任意点的运动状态。经试验验证,在相同的切削参数下,如图8所示,预测值与实测值的最大误差小于15%,表明此模型可以实现对薄壁深腔构件变形误差的预测。

图8 预测值与实测值随工件不同位置的变化[56]Fig.8 Variation of predicted and measured values with different positions of workpiece[56]
Wu等针对薄壁件铣削加工中铣削力引起的加工变形,在不同的铣削条件下进行了一系列试验,预测的径向、进给和轴向铣削力与实验值的误差分别在14%、10%和5%以内。由于径向力对薄壁件变形影响最大,忽略了进给和轴向切削力,把预测的力分别施加到工件初始、中间和末端位置处,研究进给位置处的变形量,通过实验验证得到最大变形误差均小于20%。王志刚等假设材料只发生弹性变形,研究了铣削力对侧壁弹性变形的影响。万敏以瞬时切削力为基础,建立了刚性模型、定刚度柔性模型及变刚度柔性加工变形模型,再根据弹性变形假设和悬臂梁理论对刀具变形进行分析,此方法提高了加工变形的计算效率。康永刚等提出了一种考虑刀具-工件变形位置的快速柔性迭代算法,建立了薄壁件加工变形预测的有限元计算模型,通过试验验证得出:此模型不仅计算速度快,精度还高。
Wang等针对铝合金叶轮的弹性变形展开研究,在AdvantEdge FEM软件中建立零件铣削模型,设定与实际加工过程的约束完全相同,通过仿真得出铣削力、刀具温度、刀具应力等信息,从而计算出刀具-工件接触点处的弹性变形以及薄壁叶片的弹性变形规律。为验证预测变形的准确性,在叶片前缘到尾缘的方向定义为方向,插入9个点;叶尖到根部的方向定义为方向,插入4的点,如图9(a)所示。从图9(b)中可以看出方向上的变形量最小,总体平均差值为10.154 μm,表明预测值与实际结果吻合性能较好。

图9 叶片曲线划分以及其弹性变形[61]Fig.9 Division of blade curve and its elastic deformation[61]
赵欣等针对薄壁叶片弹性变形,通过ABAQUS软件模拟叶片的变形量,并分析铣削参数、刀具倾角和加工位置对变形的影响,通过线性回归的方法,拟合出变形的预测模型。黄泽华等建立考虑刀具倾角的平均铣削力预测模型,在此基础上考虑铣削力与弹性变形之间的耦合效应,提出了将铣削深度、铣削宽度和刀轴倾角作为复杂曲面薄壁叶片点铣加工过程中反馈变量的弹性变形量计算迭代格式,再通过MATLAB和ANSYS软件集成实现弹性变形量的预测计算,通过试验对比得:最大偏差为27.255 μm,最小偏差为2.001 μm,平均偏差为11.164 μm,预测结果与实际结果有较高的一致性,如图10所示。

图10 叶片样件曲面加工误差的实际值和 预测值对比[63]Fig.10 Comparison of actual and predicted machining errors of blade surface[63]
在上述学者的研究中,主要考虑刀具-工件的弹性变形,未考虑工件的塑性变形,为解决此问题,Schulz和Bimschas在仿真切削过程,通过有限元法分析工件的弹塑性变形。Ratchev等基于扩展的塑性层模型,再结合有限元模型进行了薄壁件加工变形预测。Tang和Liu基于Von Karman方程考虑了弯曲回弹对变形的影响,建立一种适用于端铣薄壁件加工变形预测的弹塑性变形模型,通过ANSYS和MATLAB软件对薄壁件变形进行模拟分析。最后,对铝合金薄壁件进行了铣削变形实验,利用CMM 775仪器对变形进行测量,验证了弹塑性变形预测模型的正确性。屈力刚等根据薄壁零件的加工路径建立卡尔曼滤波算法(Unscented Kalman Filtering,UKF)预测模型,把在机检测数据作为过程转移噪声输入到UKF算法中,在MATLAB中实现预测薄壁件的加工轨迹并与理论模型对比,从而计算出变形量。经试验对比得:预测变形量精度从45.7%提高到74.2%,此算法提高了薄壁件加工变形预测精度。
Liu、Cheng等基于钛合金薄壁件的三维铣削模型,采用有限元仿真方法分析了钛合金薄壁件的变形规律。Huang等首次将子结构分析、特殊网格划分和结构静刚度修正方法相结合,建立了一种新的有限元模型,此模型提高零件变形计算的效率,再通过计算薄壁零件随时间和位置变化的变形量,以预测工件的壁厚误差。王庆霞等利用AdvantEdge软件,建立铝合金薄壁框件的三维铣削模型,通过仿真结果数据拟合得到进给速度、切削力和加工变形之间的多项式模型,实现对加工变形的预测。
上述学者建立的仿真模型都具有动态特性,主要是定义材料的损伤失效准则,其仿真过程与实际铣削过程更加吻合;静态仿真是采用单元生死技术,是按照设定好的步骤逐一“杀死”单元,完成材料的去除,仿真过程不能完全描述铣削加工过程,但是会极大地提高运算效率,也能保证结果准确性。白万金建立整体薄壁件有限元模型,采用单元生死技术分析了走刀方式和铣削力2个因素耦合对加工变形的影响。罗宇利用单元生死技术模拟整体薄壁件的铣削加工过程,分析了铣削参数及装夹布局对加工变形的影响规律,并对薄壁件的加工变形进行预测。利用单元生死技术,在网格上施加的力载荷是恒力,在实际铣削加工过程中,铣削力是时变函数,因此这点还需要深入研究。
综上所述,随着薄壁件变形预测的理论模型不断发展,在加工变形预测方面取得明显进展,可以为铣削加工提供一个思路,但对复杂航空薄壁件的加工指导意义有限,也很难准确地模拟出铣削加工过程中薄壁零件的实际变形情况。随着计算机技术的发展和有限元软件的不断开发,对于薄壁件变形研究不仅局限于弹塑性研究,基于三维建模和有限元仿真技术,可模拟出实际的加工状态,能有效地研究加工变形的影响因素和预测加工变形的趋势。
4.2 薄壁件残余应力变形预测
在导致薄壁件加工变形的众多因素里面,毛坯材料内部的初始残余应力以及随着材料的不断去除,铣削力的大小和作用位置也不断发生变化,给已加工工件的表面引入不同的加工应力。而在复杂形状和一些特定工艺下制造的航空结构件中,残余应力也是引起加工变形的主要因素。
Huang、杨吟飞等通过有限元模拟和实验研究了整体应力分布对铝合金航空结构件变形的影响,发现材料的毛坯残余应力是造成结构件加工变形的主要因素。Yoshiharad和Hino,Wang等、孙杰和柯映林研究毛坯初始残余应力对薄壁零件整体加工变形影响,但未考虑铣削力对加工变形情况的影响。在其他航空结构件加工时,加工应力也会严重影响工件的形状。Robinson等基于有限元方法研究铝合金铣削加工后的残余应力对变形的影响,并分析了加工后引起残余应力再分布的机理。Jayanti等提出一种基于物理模型来预测加工残余应力引起零件的变形。王立涛等以航空结构件为研究对象,分析了不同走刀路径对加工残余应力分布对加工变形的影响。
Bi等通过引入初始残余应力、铣削载荷、夹具、铣削顺序和刀具轨迹等影响变形的关键因素,揭示薄壁件加工变形趋势,经试验验证最大的变形误差为19%,此模型可用于加工变形预测。张以都和张洪伟采用有限元方法,分析了初始残余应力、铣削力、加工路径对工件变形的影响。廖凯等以铝合金的力学特性为研究基础,分析了应力分布与变形分布之间的映射关系,并构建出薄壁件的应力与加工变形的函数表达式,进而实现对加工变形的预测。姬伟在确定装夹方案之后,采用单元生死技术对多框类薄壁件施加初始残余应力载荷,分析变形结果得出多框类薄壁件的变形规律。
利用数值模拟方法,模拟铣削加工过程及研究铣削加工过程中多种参数之间的联系成为可能,考虑多种因素使仿真过程更加接近于实际加工,并分析多种因素对变形的影响。铣削力、铣削温度、装夹布局、初始残余应力以及加工后的残余应力等因素对薄壁件加工变形趋势有一定的规律,因此通过以上因素可以实现对薄壁件加工变形的预测,并对薄壁件加工工艺的制定提供了一定指导意义。
5 薄壁件铣削变形控制
为减小及控制薄壁件加工变形,国内外学者对控制薄壁零件的变形量展开大量研究,主要包括加工工艺优化、辅助支撑技术、高速切削技术和数控补偿技术等。
5.1 加工工艺优化
针对加工工艺优化薄壁件变形的研究主要从装夹布局、走刀路径以及切削参数优化等方面展开。
5.1.1 装夹布局优化
因薄壁零件自身刚性低,在加工过程中受到夹具的夹紧力作用,会影响工件形状发生相应变化。若由于装夹支撑点选择不当,产生附加应力,使薄壁件发生明显的变形;在铣削过程中,铣削力与夹紧力会有一定的耦合作用,使原有的残余应力和加工过后新产生的残余应力为达到平衡状态将重新分布,从而导致薄壁零件变形。装夹系统对薄壁件加工精度的影响受到国内外学者的关注。
Siebenaler和Melkote使用FEM(Finite Element Method)方法研究夹具系统对薄壁件变形的影响,建立改进的整体夹具系统模型,如图11所示,改进后的夹具能明显降低框架类薄壁件的变形量。

图11 夹具组件示意图[87]Fig.11 Schematic diagram of fixture assembly[87]

图12 框架结构工件及其夹具设置示意图[89]Fig.12 Schematic diagram of frame structure workpiece and its fixture setting[89]
Deng和Melkote加工过程中,通过强迫振动模型,模拟出切削载荷对夹具-工件动态特性的影响,由于材料去除对夹具-工件动态特性所需最小夹紧力有所降低,表明在加工过程中动态的改变夹紧力可以适当减小加工变形。Wan等针对薄壁多框类零件,考虑到两侧板间的耦合作用,基于拉格朗日法建立了夹具-工件系统的动力学方程,设计了2种装夹方式,如图12所示,经试验验证夹具支架在不同高度的支撑位置对减小变形量的有显著的效果。
Fei等提出在刀具-工件接触区的背面增加支承夹具元件的方法为控制工件加工变形,如图13所示,在铣削过程中,夹具元件将与铣刀以相同的速度进行移动,建立了新型刀具-工件-夹具系统的动力学模型,对工件进行了变形分析。经试验验证,此方法可以减小薄壁件的变形量,说明提出新方法的可行性和有效性。

图13 支承夹具元件原理图示意图[90]Fig.13 Schematic diagram of supporting fixture elements[90]
董跃辉和柯映林研究不同装夹方案对薄壁框架类零件加工变形的影响,利用ABAQUS软件对夹具支撑点位置、加载方式和装夹顺序进行模拟仿真,通过对变形量的分析,得出一种最优的装夹方案。秦国华等研究装夹元件的数量和夹紧顺序对薄壁零件变形的影响,建立装夹方式的数学模型,根据最小能量法得到最优装夹方案,提高了薄壁件的加工精度。倪丽君、路冬、张婷等利用遗传算法对框架类零件的装夹布局和夹紧力的多目标优化,将优化后的模型,利用有限元软件进行仿真分析,不仅有效地减小变形量,并提高了变形的均匀度。
于金和高彦梁主要针对航空薄壁件,在铣削过程中,研究多点柔性工装布局对加工变形的影响,结合有限元技术、正交实验理论和多元非线性回归的方法,提出以支撑单元的布局为设计参数,再通过遗传算法得出最优的装夹布局。实验结果表明:采用多点柔性工装布局的最大变形量和平均变形量分别比均匀分布布局降低了53.0%和54.4%,比正交实验变形的结果降低了19.0%和8.9%。
在薄壁件加工过程中,合理的装夹布局使得加工变形在一定程度上得到改善。刚性装夹主要靠摩擦力使工件定位,由于工件与装夹系统的材料是固定,之间的摩擦系数相对是确定的,因此需要足够的摩擦力时,就需要增加夹紧力,会使工件发生变形;相比之下采用柔性装夹时,多布置支撑点,提高了夹紧力的利用率,可以减小最大的夹紧力,从而减小薄壁零件的变形量。
5.1.2 走刀路径优化
走刀路径是指刀具从对刀点开始运动,到加工程序结束所经过的路径,由切削路径及非切削空行程2部分组成。走刀路径对工件变形是间接影响,而非直接相关的,主要包括2个方面:一是残余应力对变形影响:由于加工路径的不同,工件内的残余应力释放顺序有所差异,致使工件变形也不相同。二是工件刚性对变形影响:随着材料不断被去除,工件刚性逐渐降低,不同的加工路径会对整体工件刚性产生影响,从而会对变形结果有所差异。走刀路径优化可以解决工件的残余应力变形和弹性变形。
Huang等基于带触发式测头的自动测量系统,实现在线实时测量叶片的加工变形,建立了刀具偏差路径补偿模型,形成自适应薄壁件侧铣的加工方法,经实验验证得该方法能减小叶片的变形量,提高了其加工精度。
Li和Zhu为减少变形引起的加工误差,采用最小区域准则将加工表面拟合到采样点上,实现了刀具轨迹的优化定位。基于距离函数的微分性质,定量描述加工误差在刀具轨迹调整下的变化,将补偿加工变形误差的刀具路径优化问题,归结为一个混合整数线性规划问题,再利用分枝定界法解决混合整数线性规划问题。最后,通过补偿前后预测与五轴铣削叶片试验的对比,验证了此误差补偿模型和算法的有效性。
吴红兵和柯烈强等利用有限元软件建立双面框类零件的仿真模型,研究走刀路径和加工顺序对工件变形的影响,通过分析得出:在后续的加工过程中可以通过下一步走刀路径进行校正,对称的加工路径对各框加工变形影响较小。
Wang等基于有限元法建立薄壁件铣削过程模拟模型,主要研究肋条结构对薄壁件加工变形的影响。如图14所示,从毛坯到工件的加工过程示意图,因在加工过程中随着工件厚度减小最大变形量逐渐增大,在半精加工时,留有肋条结构,肋条间距有20、30、40和50 mm,肋条宽度有3、4、5、6 mm,通过仿真分析得出:如图15(a)所示,随着肋条间距增大变形明显增大;如图15(b)所示,肋条宽度增加对变形影响很小。
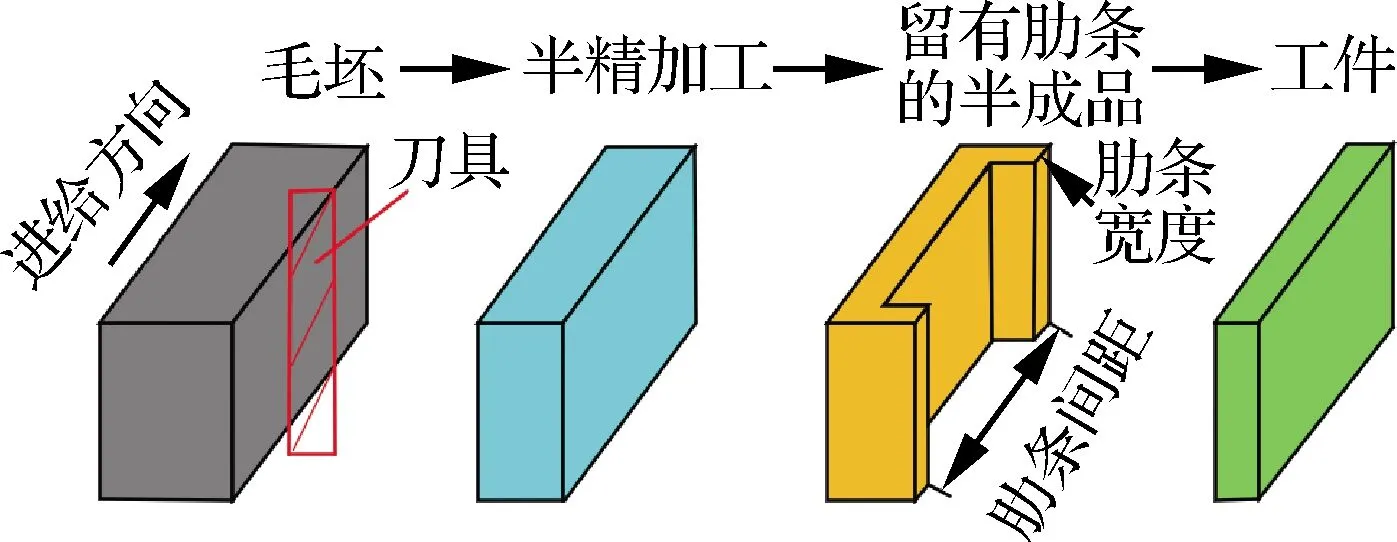
图14 工件的切削过程[105]Fig.14 Cutting process of workpiece[105]
马伟针对“九宫格”类型的腔体薄壁件,研究不同加工路径对薄壁件加工变形的影响,如图16所示不同的加工路径。通过分析变形数据得在腔体内最优的加工路径是采用“外”“内”的铣削加工方式,所加工的工件变形量是最小的,如图17所示。
目前关于走刀路径和加工顺序的研究,大多是针对单框类零件或多框类薄壁件,通过不同走刀顺序,对比加工后工件的变形量,从而得出最小变形量的走刀路径,可以对实际加工提供一定的指导意义。目前研究的框架数量较多的是3×3,但是对于整体薄壁框架类零件如飞机蒙皮等,框架数量众多,导致走刀路径和加工顺序呈指数增加,因此对薄壁多框架类零件更全面的最优路径研究还有待提升。

图15 肋条间距以及肋条宽度对变形的影响[105]Fig.15 Influence of rib spacing and rib width on deform-ation[105]

图16 不同加工走刀路径[14]Fig.16 Different machining paths[14]

图17 不同走刀路径的变形三维图[14]Fig.17 Three dimensional deformation map of different tool paths[14]
5.1.3 加工参数优化
铣削速度、进给量、铣削宽度、铣削深度是铣削加工中最基本的切削参数,这些参数常常是根据加工经验或者切削用量手册得出,但此参数对复杂曲面的薄壁零件可能不太适用。因薄壁件加工变形量是随着材料去除率增大而增大,为追求更高材料去除率时,但不希望薄壁件加工过程中发生更大弹性变形。通过优化后加工参数可适当的降低切削力的载荷,减少薄壁件的弹性加工变形。针对以上问题,国内外学者对铣削加工参数的优化展开研究。
Sridhar和Babu基于正交试验法得到影响薄壁件加工变形的重要参数及加工变形最小的加工参数组合。Li等研究不同的精加工铣削阶段,采用不同的铣削深度对薄壁件加工变形的影响。以航空框架类零件为例,结果表明,在精加工过程中分别采用0.08、0.025、0.01 mm的铣削深度,能有效地控制薄壁件的变形量。Xue等提出一种基于有限元法和遗传算法的同步优化算法,以最小变形量为目标函数,得到最佳的切削速度为97.3 m/min,进给率为0.142 mm/z。如图18所示,通过仿真结果对比,优化后的铣削参数可以大幅度地降低薄壁件的变形量。

图18 未优化和优化切削参数之后的变形量对比[108]Fig.18 Comparison of deformation before and after optimization of cutting parameters[108]
胡权威等提出一种有限元正交优势分析方法,分析铣削速度、铣削深度、铣削宽度、每齿进给量对铣削加工变形的影响程度,再以减少薄壁件加工过程中的变形为目标函数,得到最优的铣削参数组合。并通过薄壁框架类零件进行验证,运用正交优势分析优化后的铣削参数组合,得到的最大变形量显著减小。薛迪利用ABAQUS软件进行静力学仿真,将不同铣削参数下得到最大变形量的数据作为样本,通过遗传算法对铣削参数优化,经仿真和实验对比,优化后的铣削参数不仅减小了最大变形量,在一定程度上提高了生产效率,对实际加工具有指导意义。
丛靖梅等提出了根据工况映射与薄壳应力贴合的残余应力变形仿真预测方法,利用支持向量机建立残余应力响应预测模型,然后再采用遗传算法对铣削参数进行优化,以残余应力变形为约束、最大加工效率为目标对进给速度、切削速度和切削深度进行优化,把铣削宽度和其他1个设计变量的优化值作为固定值时,研究其他2个设计变量,增加切削效率时对残余应力变形的影响,如图19所示,结果证明:通过遗传算法得到了给定约束条件下的最优切削参数组合是:进给速度为0.059 9 mm/z;切削速度为72.562 7 m/min;铣削深度为0.109 0 mm。
在加工过程中,采用优化后的铣削参数不仅可以减小和控制薄壁件的加工变形量,满足加工精度要求,还能提高加工效率,因此对铣削参数合理的优化对生产制造具有重要的指导意义。
5.2 辅助支撑技术
在铣削薄壁类零件时,采用辅助支撑技术主要是提高薄壁零件加工过程中的刚性,从而减小加工过程中的弹性变形量。辅助支撑技术控制薄壁零件变形的研究主要有相变材料辅助支撑和镜像铣削加工2大类。

图19 设计变量的切削参数对残余应力变形的影响[111]Fig.19 Influence of cutting parameters of design variables on residual stress and deformation[111]
5.2.1 基于材料相变的辅助支撑
Obara和贾广杰等为解决薄壁零件的加工变形问题,提出将低熔点材料注入结构腔内辅助铣削的方法,提高了薄壁件的刚性及加工精度。于金等利用相变辅助支撑对航空接头处的薄壁件变形问题进行研究,利用ABAQUS仿真软件对有、无石蜡基填充材料对工件进行模拟仿真,得出加工后零件变形结果。在工件上选取路径,如图20(a)所示,在工件上选取路径,如图20(b)所示,有辅助支撑可以有效地减小变形量。

图20 在有/无辅助支撑情况下的变形分析[114]Fig.20 Deformation analysis with and without auxiliary support[114]
采用相变辅助支撑可以提高薄壁零件的刚性,从而提高薄壁件的加工精度,但是会增加其加工工艺步骤,在一定程度上会降低加工效率。
5.2.2 镜像铣削加工
镜像铣削加工系统是由2台同步运动的卧式加工机床和柔性夹具组成,2台机床的主轴头一个是支撑头,另一个是加工头,二者同步运动,如同镜像分布在加工工件的两侧,其原理如图21所示。

图21 镜像铣削加工系统原理示意图Fig.21 Schematic diagram of mirror milling system
目前,法国的Dufieux Industrue公司和西班牙M.Torrs公司是世界上生产镜像铣削加工设备的主要厂商。由于国外关于镜像铣削的研究成果或者技术不对外公布,国内镜像铣削技术起步较晚,近年许多学者对镜像铣削加工系统展开大量研究,开发了多种类型的镜像铣削装置。肖聚亮等提出用于镜像铣削装置带有2个随动支撑头,2个支撑头通过真空吸附和固定薄壁件以及交替运动。上海交通大学、南京航空航天大学等高校对镜像加工装置都有研究。
采用镜像铣削加工方式可以提高薄壁件的刚度,能减小铣削加工过程中的变形量;还能避免多次装夹导致的重复定位误差,保证加工精度,提高加工效率。但是目前的镜像铣削加工的零件主要是薄壁平板,对于外形复杂的薄壁件仍需要进一步研究。
5.3 高速切削技术
高速切削(High Speed Machining,HSM)的概念在1931年首先被德国物理学家Carl.J.Salomon提出;20世纪80年代Seguy等展开对高速机床、刀具以及加工工艺进行研究,对高速加工技术的发展起到重要作用。经过众多学者的努力,使得HSM理论更加成熟和完整。该理论主要内容是:在传统的切削速度范围内,切削温度和切削力随着切削速度的增加而变大,当切削速度超过一个值时,切削温度和切削力随着切削速度的增加反而会降低,可以解决弹性变形和残余应力变形。从1990年初,欧洲、美国和日本将HSM应用到工业中,经过不断地发展,到21世纪初将HSM成功应用在航空航天薄壁类零件的制造过程中。
HSM对变形过程中的影响,如图22所示,高速切削简化模型,第1变形区减小,剪切角变大;第2变形区的接触长度减小,前刀面受到载荷作用减小,所以HSM的切削力大幅下降;再由于切屑排出速度很高,切削过程中大部分的热量被切屑带走,降低了切削温度。

图22 高速切削过程简化模型Fig.22 Simplified model of high speed cutting
从上述对HSM分析得:由于切削力降低,在加工薄壁类零件时,刀具-工件产生的变形会相应地变小,提高零件的尺寸和形位精度;因为大部分的热量被切屑带走,HSM相比于传统切削,工件的温升减缓,工件的热变形减小。在HSM时,刀具的悬伸量一般较短,刚性好,可采用小轴向切深,大径向切宽,切削效率高,适合用于薄壁类零件加工。因此,高速切削加工薄壁零件的精度较高,是以后制造技术的发展趋势。
5.4 数控补偿技术
工件受到切削力的作用下,工件会发生弹塑性变形,随着材料的不断去除,在走刀过后,工件会有部分回弹,出现让刀现象,从而造成薄壁件上厚下薄。按照变形程度,将刀具进行附加的偏摆去解决解决薄壁件的弹性变形。
Liu等针对切削力引起工件弹性变形的误差补偿问题,提出一种基于动态特征的实时变形误差补偿方法,建立动态特征模型,然后根据动态特征模型计算变形量,最终实现了基于功能块的弹性变形加工误差补偿。为验证该方法的可行性,选择铝合金薄板材料,其长为115 mm、高为30 mm、厚为2 mm,如图23所示,通过对有、无弹性变形加工补偿的误差分析,变形量与加工误差均小于10.06%。
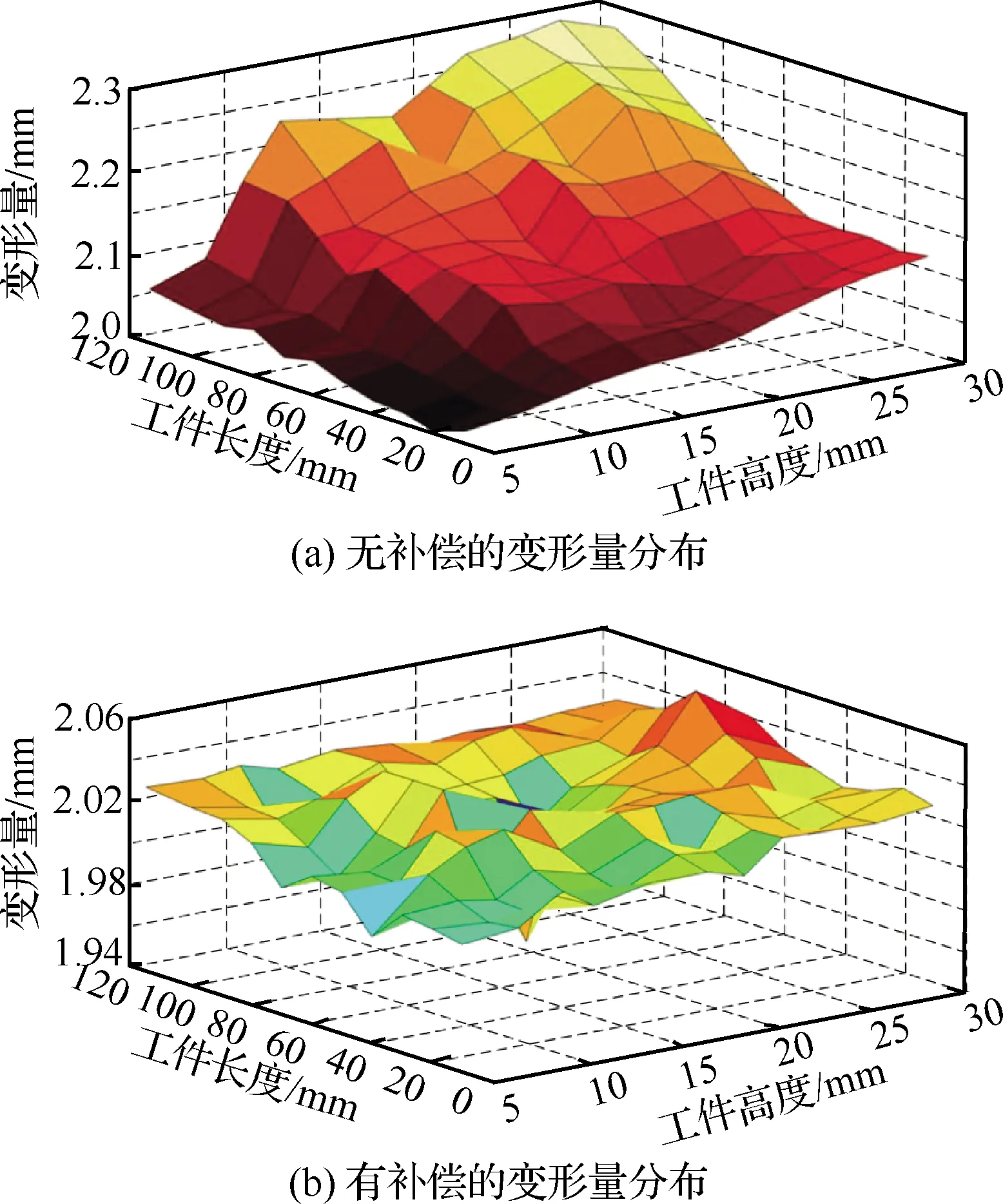
图23 切削力对弹性变形加工误差的影响[124]Fig.23 Influence of cutting force on machining error of elastic deformation[124]
王志刚等利用ANSYS软件对薄壁框体零件进行有限元仿真分析,采用数控编程方法补偿让刀量,保证薄壁件的加工精度。张攀和陈蔚芳提出了一种离线的主动补偿方法,主要考虑在加工过程中,由于薄壁零件刚度低,在力的作用下产生的让刀现象所引起的变形。通过VC++和MATLAB混合编程的方法处理数据,可生成直观的图形并修改刀位轨迹,如图24所示,通过实例分析,补偿之后的最大变量比补偿之前的最大变形量明显减小。

图24 修正刀具轨迹图[125]Fig.24 Correction of tool path[125]
为解决薄壁件上厚下薄的问题,在数控编程中,在刀具原走刀的基础之上,按照变形程度,使刀具进行附加的偏摆,来补偿因回弹产生的让刀量,可以通过数控补偿技术,一次走刀将残余材料切除,并能保证薄壁件的加工精度。
目前,关于解决薄壁类零件变形问题,通过工艺优化、装夹布局、辅助支撑技术、高速切削技术以及数控补偿技术进行分析,从而保证薄壁件的加工精度,在特定的零件中可以达到理想的效果。由于薄壁零件的结构复杂且多变,主要是采用有限元软件对其进行分析,为提高仿真效率,往往对薄壁件需要进行简化,对于整体类薄壁件来讲,从简化之后的模型得出的结果,对实际的加工指导效果不佳。刀具路径补偿不仅全是刀具位置的变化就能实现补偿,还需要刀具姿态发生相应的改变,若出现补偿路径不光顺,则实际的加工精度会降低等问题,很难推广到一般的应用。基于人工智能算法可以提高计算效率,但是人工智能算法需要训练模型,训练的模型是在特定的参数下进行的,若参数发生相应的变化,则需要重新训练,因此人工智能算法检测变形的应用受到一定的限制。
6 基于数字孪生的薄壁件铣削过程优化
随着物联网、大数据、云计算等新一代信息技术与制造业的融合与发展,借助新一代信息技术实现制造的物理世界与信息世界的互通互联与智能化操作,进而实现智能制造。数字孪生是以数字化方式创建物理实体的虚拟模型,借助数据模拟物理实体在现实环境中的行为,通过虚实交互反馈、数据融合分析、决策迭代优化等手段,为物理实体增加或者扩展新的能力。数字孪生面向薄壁件铣削过程将充分利用数据、模型、智能等多学科的技术,提供更加实时、高效和智能的服务。
通过数字孪生理论在物理空间与虚拟空间之间建立联系,对加工仿真、预测及控制技术对制造业有着革命性的意义,但目前关于数字孪生技术仍在探索阶段。针对刀具系统故障预测精度不高的问题,Christiand和Kiswanto提出微铣削加工刀具磨损状态监测新方法,建立模拟微铣削过程的动力学模型,利用主轴电机的电流数据预测刀具的磨损状况,在监测刀具磨损异常方面取得良好效果,为数字孪生技术用于刀具磨损监测方面提供思路。Luo等提出基于数字孪生模型和孪生数据驱动的混合预测维修算法,通过对刀具寿命预测进行实例分析,表明此方法比单一方法具有更高的精度。Qiao等提出基于数据驱动的五维数字孪生模型以及深度学习的混合模型预测方法,建立加工刀具状态预测的预测技术,从收集到的信号中提取特征和标签,送入神经网络进行训练,得到误差最小的训练模型。再将后续测量数据放入训练好的模型中,以帮助预测刀具系统的状态。在刀具系统故障预测中得到相应的体现,但在预测与控制薄壁件加工变形中还未得到应用。
薄壁类零件在实际过程中变形的影响因素众多,如残余应力、刀具磨损、刀具-工件的振动、刀具-工件系统的变形反复迭代、装夹布局、随着材料不断去除引起工件刚度变化、工件加工过程中的温度变化等因素,工件产生变形的原因是由以上因素的耦合作用导致。基于切削机理方面研究,无法将以上因素综合考虑对变形的影响;根据有限元仿真技术研究,可以比切削机理方面考虑的因素多,但是耗时较长、加工过程比较理想化。通过解析模型和有限元模型结合,成为后台运行的程序,采用传感器等通讯手段获得现场的加工信息。建立一套以数字孪生为基础的薄壁件加工变形预测与控制平台。利用数字孪生技术模型指导与决策的方法,能够弥补解析模型和有限元仿真模型的能力短缺,基于真实数据驱动数字孪生体更新,响应实际薄壁类零件的加工状态以及实现对薄壁件变形预测与控制,从而降低成本、提高薄壁件的加工精度。基于此对数字孪生技术实现对薄壁类零件的变形的预测与控制进行探索。
在物理实体和虚拟世界间通过数据融合搭建数字孪生模型平台,可以大幅度地提升薄壁件变形预测速度和实时控制与优化薄壁件变形量,提高其加工精度。基于数字孪生技术,建立了铣削薄壁件加工过程的整体框架,如图25所示,该框架主要由5个部分组成,分别为物理实体层、孪生信息层、孪生数据、云决策层以及连接。

图25 基于数字孪生技术的铣削薄壁件加工过程整体框架Fig.25 Overall frame of milling thin-walled parts based on digital twin technology
物理实体层主要有五轴拓璞机床物理实体、传感器以及从采集信号后的处理,采用多种特征分析的方法,分别从时域、频域和时频域等方面提取特征。通过通讯模块将物理实体层采集的相关数据传输到孪生信息层,经在虚拟空间中处理后的信号再反馈给物理实体层,进行迭代交互融合。孪生信息层包括五轴拓璞机床虚拟模型和加工过程中参数数据。通过收集存储加工过程中的历史数据,可作为智能算法训练的数据源,为云决策平台的搭建提供支撑。数字孪生驱动为解决预测和控制薄壁件加工变形问题提供了新的思路,通过孪生数据驱动,将实时数据传到训练模型中,实现模拟预测和状态监测,通过传入的实时数据不断的优化更新模型以及扩充加工过程中的历史数据量。通过云决策层能实现过程的可视化,以及物理实体层实现自我感知、自我预测、自我决策的重要依据,预测和控制薄壁件加工质量。通过云决策提供重要的加工依据,面向铣削薄壁件加工过程孪生模型的不断交融合和迭代优化,可以更加真实地反映和模拟出薄壁件的加工状态,并且更加精确地做出预测和控制薄壁件的加工质量,使得面向铣削薄壁件数字孪生模型越来越准确。
目前,随着数字孪生技术的不断发展,众多学者和企业投入到数字孪生的研究中,促进了数字孪生的应用,以数字孪生为基础的薄壁件加工变形预测与控制,相比其他预测与控制薄壁件变形的方法,利用数字孪生技术模型指导与决策的方法具有以下优点:
1) 可以通过孪生模型对薄壁件加工过程的虚拟仿真模拟,能实时反映出薄壁件加工过程中的状态,对薄壁件加工质量精确的预测与控制,提高铣削效率和降低成本。
2) 当物理实体层中的加工条件发生变化,在数字孪生模型中,能够自动地对比不同薄壁件的加工策略,并把最优的策略返回物理实体层,并自动控制物理实体执行。
3) 将智能算法与数字孪生技术结合,对薄壁件加工全过程的状态模拟、实时监控,提前虚拟验证加工参数、工艺等,根据薄壁件加工过程中的数据找出不足,对下一次加工过程迭代优化,既能对上一步的变形量进行补偿,也能降低本步的变形量;也使孪生数据、加工过程的历史数据以及数字孪生体的迭代升级。
7 结论及展望
综述了薄壁件铣削过程中加工变形预测与控制方法,在结合薄壁零件的结构特性及工艺特点的基础上,对薄壁零件的变形因素进行归纳总结,并对主要变形因素做简要分析;结合国内外研究,分别阐述了铣削力模型和建立薄壁零件变形预测与控制技术的方法;为弥补解析模型和有限元仿真模型的不足,采用传感器等通讯手段获得现场的加工信息。建立以数字孪生为基础的薄壁件加工变形预测与控制系统框架,进而提高薄壁件的加工精度。通过近年的相关文献分析,主要结论如下:
1) 通过对薄壁零件的结构特点和工艺特点进行分析,归纳出薄壁零件的变形因素,并对主要变形因素做简要说明。由于导致加工变形的因素有很多,不能仅局限于主要的变形因素,仍需要对其它的变形因素深入研究。
2) 铣削力是铣削加工过程中重要的物理量之一,因薄壁件刚性弱、结构复杂等特点,铣削力的变化直接影响薄壁零件的加工变形,较为准确的铣削力模型不仅有利于优化切削参数,还可以为预测以及控制加工变形提供参考依据。但现有的研究中铣削力系数假定为固定值,无法全面地描述铣削特性;用等效铣削厚度模型代替瞬时铣削厚度,将铣刀刀尖轨迹简化为圆弧,然而实际铣削加工中轨迹为次摆线轨迹,要建立与实际一致的瞬时铣削厚度模型还面临很大的挑战。
3) 在铣削力模型基础上,分析铣削力对工件弹塑性变形的影响;另一方面基于数值模拟仿真预测加工变形研究,数值模拟仿真可以综合考虑多种因素使仿真过程更加接近于实际加工状况,进而实现对加工变形的影响进行分析及预测。但是大多数的预测变形理论模型都是基于典型的薄板矩形建立的,很难准确地模拟出复杂的航空薄壁件铣削加工过程中的实际变形情况;数字模拟仿真可以考虑多种因素,但是其时耗较长,需考量精度与效率之间的关系。
4) 工艺优化、辅助支撑技术、高速切削技术以及数控补偿技术已经在控制薄壁件加工变形研究中得到应用,其作用机理主要是改善薄壁件加工过程中的物理量、残余应力的重新分布或提高加工过程中薄壁零件的刚度,从而实现降低对加工变形量的影响。但是,根据已有的控制变形方法,实时反馈加工变形控制的研究较少,需进一步研究。
5) 搭建以数字孪生为基础的薄壁件加工变形预测与控制平台。在普通的数控基础上,将刀具-工件系统、虚拟仿真加工过程再现、加工过程中的实时数据、多源异构信息融合和智能算法进行集成。利用数字孪生技术指导与决策实际加工过程,可实现对薄壁件实际加工过程的孪生及薄壁件变形预测与控制,再基于真实数据驱动数字孪生体更新迭代优化和智能算法提高了数值模型的准确性,从而保证薄壁件的加工质量。因数字孪生技术的概念研究较多,落地实践的应用相对较少,尚待深入研究。
目前,预测与控制薄壁件加工变形是以仿真模拟的方法展开研究,与实际加工状态相似的情况进行仿真,将仿真得出的数据应用到实际的加工过程,可以对实际加工提供一定的指导意义。然而实际加工状况是多变的,有些实际加工状况难以在仿真过程中实现。数字孪生的概念在21世纪初开始被提出,若数字孪生技术在切削加工过程中应用一定会带来制造业的又一次技术革命。随着真实数据驱动数字孪生体的不断更新,实现实际薄壁类件的加工状态以及薄壁件加工变形预测与控制,将大幅提高薄壁件的加工精度及加工过程的安全性。要想实现薄壁件加工过程变形预测与控制的数字孪生的应用落地,目前还存在以下难点:
1) 孪生数据不充分、不精准、和难以把物理实体数据、虚拟模型数据以及服务应用数据融合,现在基于仿真方法的薄壁件变形预测与控制的本质是“形似”而非“神似”,还无法满足数字孪生中对孪生体模型的要求。
2) 物理实体与数字孪生体信息交互的实时性难以实现,因此对软硬件的计算效率和精度提出更高要求。对于软件来讲,目前对于薄壁件变形预测与控制的仿真方法有所不足,在计算中经常遇到收敛性、网格的畸变会导致数据的不精确以及耗时耗力效率低等问题;对于硬件来讲,海量数据的处理以及信息的传递需要更高性能的计算机提供支撑,才能有效地降低物理实体与孪生体之间信息交互的延迟时间。
猜你喜欢
航天制造技术(2022年4期)2022-09-30
汽车实用技术(2022年12期)2022-07-05
汽车实用技术(2022年6期)2022-04-02
装备维修技术(2020年10期)2020-11-19
商情(2020年4期)2020-03-23
中国新闻周刊(2017年7期)2017-03-22
数字技术与应用(2016年11期)2017-02-09
东方教育(2016年9期)2017-01-17
科技资讯(2014年26期)2014-12-03
短篇小说(原创版)(2010年7期)2010-06-28