
基于局部特征的数控加工工艺复用技术研究
2022-06-20 13:25黄钰晨孙志晖王华昌李建军
模具工业 2022年6期
0 引 言
随着数字化技术的深度应用,在制造领域积累了丰富的CAD/CAM设计成果,为新产品的设计制造提供了宝贵的知识资源
。研究表明,在新产品的研发设计中,约有40%是重用过去的设计方案,约有40%是对当前已有部件的微小修改,只有20%是新设计,因此方便、准确地获取和重用已有的相似设计成果,是提高产品开发效率和质量、缩短产品开发周期的有效途径
。当前常见的工艺复用系统设计思路主要分为基于规则推理和基于实例推理,这2种方法虽然在一定程度上提高了企业数控加工的效率,但总体还存在数控加工工艺复用粒度粗、系统灵活性差、可移植性不高等问题。以下针对当前模具零件数控加工工艺复用系统存在的问题,提出基于数控加工特征模板的数控加工工艺复用系统。不同于传统方式基于整个零件设计数控加工工艺复用流程,该方法针对零件的局部特征设计数控加工特征模板,实现了特征级别的数控加工工艺复用过程,提高了整个数控加工工艺复用系统的灵活性,扩大数控加工工艺复用系统的应用范围。
人类通过亿万年的进化不断完善自身各部位的功能,同时也将其带入语言之中,如“shoulder”一词,指人体的“肩部,肩膀”。古今中外,很多人都是利用这一部位的功能,达到“挑、扛、支撑”的目的。于是,“shouldered the boat”就表示“扛起船”,“shouldered the responsibility”表示“承担责任”。这也表明,人体词的功能特征是可以向抽象域映射的,产生的隐喻义也可以是动作性的。
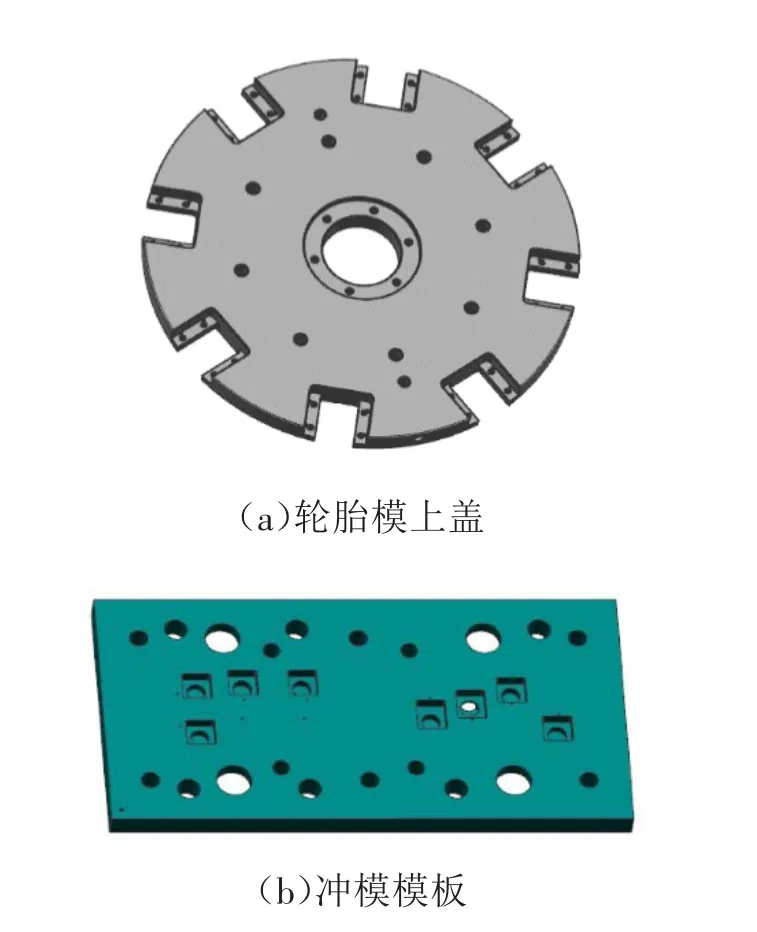
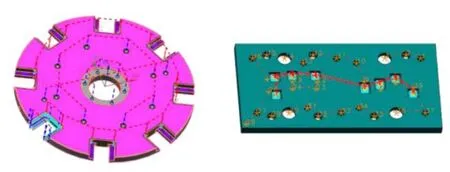
图1(a)所示为轮胎模上盖,图1(b)所示为冲模模板。虽然2个零件在整体外形上存在差异,但是其局部特征都是以孔类和槽类特征为主,选用这2个零件作为数控加工工艺复用系统研究对象。
1 局部特征数控加工工艺复用系统
1.1 相关概念定义
系统设计一系列基本概念,包括数控加工特征、加工特征子图、加工特征模板,各定义描述如下。
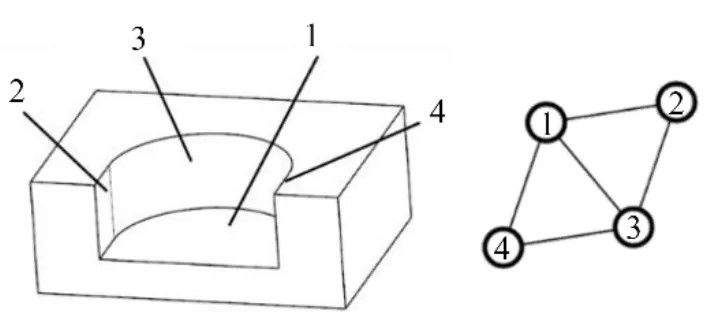
(1)数控加工特征:由1组相邻面构成,且与1组数控加工工艺信息相关联。通过关联的数控加工工艺信息可以制造对应的数控加工特征。图2所示为U形槽加工特征,其关联数控加工工艺信息包括具体加工方法、加工刀具信息、切削参数等。

(2)加工特征子图:利用加工特征组成面创建的属性邻接图(maching feature graph,MFG),其定义为:

其中,
={
,
,
,…,
v
},代表图中节点的集合,对于集合中任意元素
v
均有加工特征面
f
与其一一映射;
={
(
,
),
(
,
),…,
(
f
,
f
)},表示图中边的集合,对于集合中的任意元素
(
f
,
f
),均有加工特征面
f
、
f
形成的公共边与其一一映射;
P
代表图中面节点属性的集合,包含面标识符、面类型等信息;
P
代表图中边的属性集合,包含边的类型、边的凹凸性等信息。
6)异构数据的兼容性:针对不同综自厂家和防误系统,可以针对不同的系统进行抽象建模,模型可以包容全部的重要信息和内部逻辑关系,保证信息的无遗漏传输。
(3)加工特征模板(machine feature template,MFT)为具体加工特征几何拓扑信息与数控加工工艺信息的集合,其定义如下:

其中,MFG
为上述定义的加工特征子图,用于表示加工特征的几何拓扑信息;KB(knowledge base)为加工特征工艺知识库,包含加工特征所有的数控加工工艺信息。
1.2 局部特征数控加工工艺复用系统总体设计
系统结构如图3所示,主要包含加工特征模板定义、加工特征识别、加工特征信息提取和数控加工工艺推理4个部分。

基于专家系统的设计思想实现加工特征知识库。作为人工智能领域一个重要的分支,专家系统是一类具有专门知识和经验的计算机智能系统,通过知识表示和知识推理技术解决领域专家才能解决的复杂问题。在基于规则的专家系统中,知识通常用一组规则表达,具有IF(条件)THAN(行为)的结构,将数控特征工艺知识库表示为加工特征工艺库与特征工艺规则库的集合。
(1)设零件属性邻接图为
,从特征模板库中循环取出特征子图
,直到特征模板库遍历完成。
数控加工工艺推理模块根据输入的加工特征信息,结合加工特征工艺知识库,通过知识推理来模拟加工工艺决策过程,选择合适的加工操作并设置加工参数,完成数控加工工艺复用流程。
2 加工特征识别算法
2.1 特征识别流程
目前,常见的特征识别算法包括基于规则推理的特征识别算法
、基于图的特征识别算法
和基于体分解的特征识别算法
等。采用基于图的特征识别方法,通过子图匹配的方式实现特征识别过程。同时为了减少图匹配算法的时间复杂度,采用合理的剪枝规则对搜索过程进行优化。整个特征识别模块分为定义特征和识别特征2个部分,特征识别流程如图4所示。

特征识别流程具体步骤描述如下。
(1)创建加工坐标系,确定加工特征刀具轴方向。
数据可视化的基本思想,是将数据库中的每一个数据项看作是一个独立的图形元素,从而将大量的数据集合构成图像,使得用户可以发现隐藏在数据背后的信息并可进行交互式处理的方法、理论和技术。从而将复杂的数据信息得以更加直观地表达出来。
年龄通过了显著性检验,说明年龄对外出务工意愿具有显著影响。年龄系数值为0.915,其实际意义为年龄每增大1年,其外出意愿为原来的0.915倍。0.915小于1,表明年龄越大,劳动力外出务工的意愿越小。青壮年劳动力的视野更开阔,对就业收入、行业及机会等有更高要求,被城镇更多的就业机会、更高的劳动报酬所吸引,从而外出务工意愿更强烈。
特征识别完成后,另一个重要步骤是根据下游应用提取特征信息。在机加工过程中,需要根据加工特征几何尺寸信息进行数控加工工艺决策。定义系统需要提取的基本加工特征信息,主要分为几何类信息和参数类信息,如表1所示。
(4)提取零件所有面边信息,计算面边属性,生成零件属性邻接图,其定义与MFG
一致。
从Z公司孵化器业务发展的起步阶段来看,虽然其孵化器业务经营情况还不理想,存在一定的问题,但一直以来,Z公司高度重视孵化器业务的发展,通过认真分析研究内、外环境,充分利用Z公司发展孵化器业务的有利条件,Z公司对孵化器业务进行了重新的部署和安排,使孵化器业务进入了快速发展阶段,取得了显著的成效。
(5)通过子图同构匹配算法,将整个零件属性邻接图与加工特征模板中保存的加工特征子图进行匹配,根据匹配结果进行特征识别,结束特征识别流程。
2.2 子图匹配算法
(4)根据当前匹配状态
,选择
、
中节点构成候选匹配对集合
(
),循环判断
(
)中匹配对
p
是否为有效匹配对。若
p
为有效匹配对,则将匹配对
p
保存到
(
)中,更新匹配状态为
′,基于匹配状态
′创建搜索分支继续进行匹配,搜索完成后进行回溯;若
p
为无效匹配对,选择
(
)中下一个候选匹配对
p
,继续进行有效性判断。

基于搜索的图匹配算法是当前图同构判定算法中比较成功的一种算法,代表算法有Ullmann算法、VF2算法和Nauty算法
。其中基于VF算法改进的VF2算法通过在搜索过程中对搜索树进行合理剪枝,使同构判定时间减少。以下基于VF2算法进行子图同构匹配,算法具体步骤如下。
加工特征识别和加工特征信息提取是数控加工工艺复用系统的关键步骤,直接影响后续功能模块执行的效果。加工特征识别算法为局部特征匹配合适的加工特征模板,确定加工特征工艺知识库。加工特征信息提取是算法对加工特征的几何信息及参数信息进行提取,其结果作为工艺推理系统的输入。
采用SPSS 17.0对数据进行统计学分析。荷瘤鼠体质量、抑瘤率、AI以及HE染色结果等计量数据采用 表示,多组数据组间分析应用单因素方差分析,每两组间数据分析应用SNK-q法,组内数据正态性检验采用W检验。检验水准α=0.05(双侧)。
(2)若节点数
<
,则匹配失败,回到步骤(1)继续执行。
(3)设中间匹配状态
保存匹配过程信息,有效匹配对集合
(
)保存有效匹配对信息。

(5)若搜索过程中发现
(
)包含
中所有节点,保存当前特征识别结果,继续搜索其他分支,直到所有分支搜索完成。
教育是国之重器、发展的根本,而卓越工程师计划又是“新时代工科创新型人才”培养的方向、目标与根本,学科竞赛是创新型人才培养的方法与途径,也是提高学生实践技能和动手能力的重要环节。我们的学生可以通过学科竞赛来加深自己理论知识与创新实践能力的融合度,提高自身在未来就业中的竞争力;学校则可以通过学科竞赛来增强学校的科研创新能力,实现卓越工程师的培养目标。最终完成建设创新型国家和人才强国战略目标,同时,也为社会主义现代化强国建设提供强大的人才支撑。
(6)当前特征子图搜索完成,则回到步骤(1)继续执行。
匹配对的有效性判断首先要满足节点属性和对应边属性的匹配。此外,为了加快搜索速度,需要提前对无法到达最终匹配状态的分支进行剪枝优化。由于研究涉及的图匹配过程均为无向图匹配,将文献[7]中匹配规则进行简化。
(2)若选择特征定义模式,则转到步骤(3)继续执行;若为特征识别模式,则转到步骤(4)继续执行。
大刘点点头,说道:“智者千虑,必有一失,人难免会有百密一疏呀,你想如果我们有了物业公司,配备了保安,强化了小区的规范管理,那再神的小偷也进不了我们的家门呀。”
为防止芯棒展宽过程中出现板坯料中间尺寸偏大,两端偏小的情况,特制专用芯棒进行进一步展宽,展宽至宽度约为2000mm,高度约为440mm。

规则(3)表示节点
与当前匹配节点
(
)中节点的关系和节点
与当前匹配节点
(
)中节点的关系要一一对应。规则(4)中Card表示求集合中元素的个数,该规则表示
在
(
)中的相邻节点的数目需要≥
在
(
)中的相邻节点的数目。规则(5)表示
的相邻节点中不在
(
)中,且与
(
)中节点不相邻的节点数目需要≥
的相邻节点中此类节点的数目。
2.3 局部特征加工边界获取算法
(3)遍历零件的所有面,从中选择用户指定的特征组成面,生成加工特征子图并保存,结束特征识别流程。
纳入标准:年龄为(57.37±9.02)岁;手术前未接受放疗、化疗等辅助治疗,手术后根据需要行放疗、化疗等治疗;有完整的病理资料和随访资料;手术后诊断病理结果为子宫内膜腺癌;知情并同意参与本研究的患者。排除标准:未行淋巴结切除术、有复发性子宫内膜癌及转移性子宫内膜癌的患者;病理诊断结果为子宫间质肉瘤或伴有其他部位恶性肿瘤的患者;不同意参与本研究的患者。

几何类信息主要用于确定特征加工区域,根据信息子类别分别应用于不同的加工刀路策略。参数类信息主要应用于加工工艺决策过程,根据工艺规则选择合适的数控加工工艺来确定加工特征。上述大部分特征信息可以通过B-rep模型中保存的几何拓扑信息获得,其中槽类特征加工边界信息的获取相对困难,针对一般的槽类特征,提出一种创建加工特征侧壁面组相交线的加工边界获取方法,具体步骤如下。
(1)根据图匹配结果得到零件加工特征组成面。将加工特征组成面中的所有侧壁面按照环边的凸凹性、连续性分组,获得加工特征侧壁面组。对于槽类加工特征的所有侧壁面组,循环执行以下步骤。
(2)遍历侧壁面组中侧壁面的所有邻面,找到该侧壁面组的顶面与底面。
(3)创建辅助平面,该平面平行于侧壁顶面与侧壁底面,且保证辅助平面与侧壁顶面与侧壁底面的距离相等。
(4)获取辅助平面与该侧壁面组相交形成的相交线,将该相交线作为当前侧壁面组的加工边界信息。
图7(a)所示为采用上述方法绘制的加工边界信息,图7(b)所示为根据上述加工边界信息生成的2D加工刀路。

3 数控加工工艺推理
加工特征模板定义:根据用户指定的加工特征组成面,生成加工特征子图,与用户提供的加工特征工艺知识库一起构成加工特征模板。
加工特征工艺库是制造某一种加工特征需要的所有加工操作的集合。对于A类槽特征,其加工过程可能包含钻孔、粗铣、精铣、倒角等系列操作。在不同特征尺寸及工艺条件下,粗铣操作可能包含粗铣槽底操作 1(CX1)、粗铣槽底操作 2(CX2)、粗铣侧边操作1(CX3)、…中的1个或多个。保存上述所有可能出现的粗加工操作,构成A类槽特征粗加工操作组。将A类槽特征其他可能存在的操作分组保存,其抽象表示如表2所示。

对于工艺库中的每一个加工操作(machining operation,OP),在NX软件中,其具体可以定义为:

其中,OP
(operation template)为加工操作模板,将轮胎模零件常用的加工操作保存为操作模板,如平面铣、型腔铣、深度轮廓铣等加工操作;
(machining area)表示加工区域,是指零件加工过程中需要进行切削的区域,通常2D刀路的加工区域由加工边界组成,3D刀路的加工区域由加工特征面组成;
(cutting tool)表示加工刀具,对应加工操作所需要设置的加工刀具信息,包括刀具类型、刀具编号、刀具直径、刀刃长度等;
(operation parameter)表示加工操作参数,是指工艺复用过程中根据实际加工情况设置,用于控制数控刀路生成的参数,其中部分参数(切削模式、步距、部件余量等)在制作操作模板时确定,另一部分参数(每刀切深、进给率和转速等)根据加工特征参数信息确定。
对比词库除了汉日对比,还明确了新词的词源及其国别,并标有日汉双语词义注解,为考察词义变化与新词构成特点创造了条件。
通过对数控工程师的设计经验进行提炼、总结,形成特征工艺规则库。数控加工工艺复用过程中,根据加工特征的参数信息、工艺要求,利用规则推理的方式从加工特征工艺库中选择合适的加工操作,生成特征数控加工工艺方案。U形槽特征加工操作部分推理规则定义如下。
IF(圆角半径在某一范围内)
到现如今,可以说几乎所有的顶级克什米尔产地蓝宝石,都是130年前挖出来的。这也直接导致了历年拍卖会上,克什米尔蓝宝石的价格屡创新高,次次刷新交易纪录!
THAN 选择操作ZK1,设置加工参数
,
,…;
IF(基准面宽度在某一范围内)AND(槽深度在某一范围内)
THAN 选择操作 CK1,设置加工参数
,
,…;
测试前三份问卷装订成册。得到被试班级班主任协助后,以班级为单位进行团体施测。测试者采用统一指导语向被试说明填写要求。被试签知情同意书后在课堂上统一完成测试当堂收回。
IF(存在45°倒角)AND(倒角尺寸在某一范围内)
THAN选择操作DJ1,设置加工参数
,
,…。
经过工艺推理后,U形槽特征的数控加工工艺方案如图8(a)所示,包含粗加工、精加工、倒角等系列操作。确定加工特征的工艺方案后,系统为每个加工操作设置加工区域信息、刀具信息以及加工操作参数,生成加工特征数控刀路,如图8(b)所示。

4 案例测试结果
测试模具企业提供的模具零件,其部分典型加工特征数控加工工艺复用刀路如图9所示,部分轮胎模、冲模模板类零件数控加工工艺复用刀路如图10所示。

5 结束语
针对当前数控加工工艺复用系统中存在灵活性差、可移植性不高等问题,提出基于局部特征模板的数控加工工艺复用方法。该方法将数控加工工艺复用细化到特征级,允许用户针对局部特征定义加工特征模板,提高数控加工工艺复用的灵活性。通过基于图的特征识别算法实现了局部特征与特征模板的匹配,定义加工特征信息并对加工特征信息进行提取。根据加工特征信息以知识推理的方式进行工艺决策,完成整个数控加工工艺复用流程。采用上述方法,研发了基于NX的模具数控加工工艺复用系统,并利用轮胎模零件和冲模零件进行测试,发现系统可以准确识别各类孔和复杂槽的加工特征,生成的数控刀路质量良好,满足企业的实际加工生产需求,提高了数控编程的效率,有效验证了该数控加工工艺复用方法的可行性。
[1]狄远德,徐家连.CAD/CAM在模具设计与加工中的关键技术[J].西安科技大学学报,2014,34(1):115-118.
[2]陈松威,王华昌,李建军.基于三维特征检索的数控工艺模板匹配算法[J].模具工业,2018,44(8):8-14.
[3]BABIC B,NESIC N,MILJKOVIC Z.A review of automated feature recognition with rule-based pattern recognition[J].Computers in Industry,2008,59(4):321-337.
[4]谢 飞,郭 宇,张红蕾,等.基于图和子图同构算法的制造特征识别方法[J].南京航空航天大学学报,2018,50(3):390-396.
[5]赵 鸣,王细洋.基于体分解的MBD工序模型快速生成方法[J].计算机集成制造系统,2014,20(8):1843-1850.
[6]FOGGIA P,SANSONE C,VENTO M.A performance comparison of five algorithms for graph isomorphism[C]//Proceedings of the 3rd IAPR TC-15 Workshop on Graphbased Representations in Pattern Recognition,2001:188-199.
[7]CORDELLA L P,FOGGIA P,SANSONE C,et al.A(sub)graph isomorphism algorithm for matching large graphs[J].IEEE Transactions on Pattern Analysis and Machine Intelligence,2004,26(10):1367-1372.
猜你喜欢
煤气与热力(2022年3期)2022-03-29
电焊机(2020年3期)2020-09-10
考试与评价·高二版(2020年2期)2020-09-10
卫星电视与宽带多媒体(2020年7期)2020-06-19
计算机辅助工程(2019年3期)2019-10-21
华东师范大学学报(自然科学版)(2019年3期)2019-06-24
中国建筑金属结构(2019年4期)2019-05-15
求学·理科版(2017年6期)2017-06-23
智能制造(2017年2期)2017-05-23
电脑爱好者(2015年22期)2015-09-10
