
基于RSM与NSGA-II的热冲压模冷却水道优化设计
2022-06-20 13:25袁俞哲杨海波刘晓龙何艳兵陈学文
模具工业 2022年6期
0 引 言
随着制造业的飞速发展,汽车的轻量化、安全性能成为人们关注的热点
。为了保证汽车安全性能的同时实现轻量化,高强钢被应用于汽车车身的制造。然而高强钢成形性能较差,传统冲压较难满足汽车高强度零件的生产,因此工业生产中应用热冲压技术,在提高高强钢成形性能的同时可降低回弹,保证零件成形精度
。
热冲压工艺一般包含加热、转移、成形、保压淬火、镭射等流程。高强钢的马氏体转化在模内保压淬火环节完成,马氏体转化情况主要取决于冷却温度和冷却速率
。冷却水道的结构、排布等对该过程的冷却温度、速率、均匀程度等方面有着重要影响,决定了成形零件的最终性能。同时,水道设计还会影响模具的强度和使用寿命
。因此,热冲压模冷却水道设计的合理性成为了当前热冲压行业所关心的核心问题之一。热冲压模的设计仅凭借工程经验较难达到预期的成形与冷却效果,在最初设计后常需经过多次试模与修模,而在设计过程中借助数值仿真和数学模型进行模拟预测能够节约时间与试模成本,提高效率。以下基于响应面法(response surface methodology,RSM)函数模型与NSGA-II结合的数值仿真对热冲压模冷却水道设计和寻找最优结构参数组合的方法展开讨论,为热冲压模设计与生产提供参考和依据。
1 研究对象
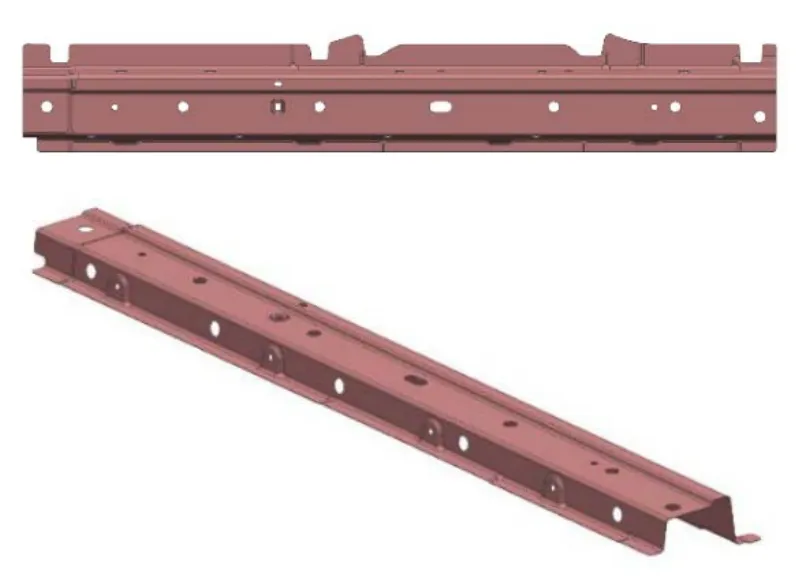
如图1所示,以某汽车门槛加强板总成为例,对其热冲压模下模开展水道设计与优化。由于门槛加强板总成的对称性,取其中一侧作为研究对象,该加强板总成的外形尺寸为1 271 mm×201.8 mm×75.8 mm。冲压板料为异形板,规格为1 281.4 mm×314.5 mm×1 mm,如图2所示。

板料材料为22MnB5钢,图3所示为材料应力应变曲线,由热模拟试验机模拟生产线上板料加热保温出炉自然冷却到进入模具冲压的温度后进行恒温拉深获得,热物理性能如表1所示
。

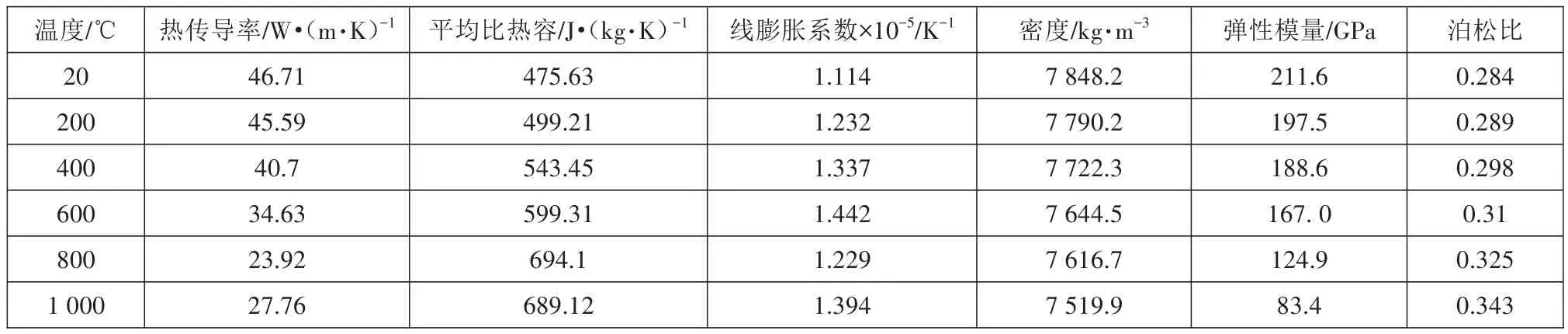
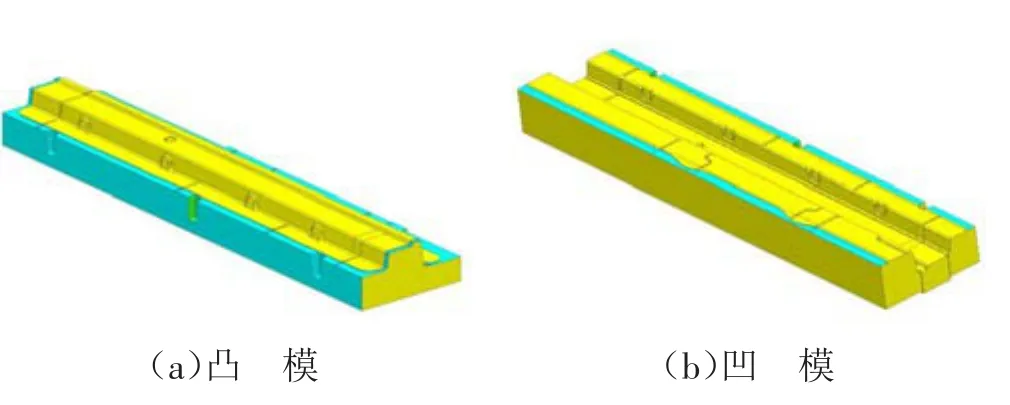
成形该零件的模具如图4所示,凸、凹模的规格 分别为1 360 mm×303.5 mm×137.5 mm和1 360 mm×316 mm×138 mm。上模由两侧压边部分和中心部分组成凹模,凸模在下模。凸、凹模材料为H13钢,材料热物理性能如表2所示
。

2 设计与优化方法
2.1 水道布局与参数范围确定
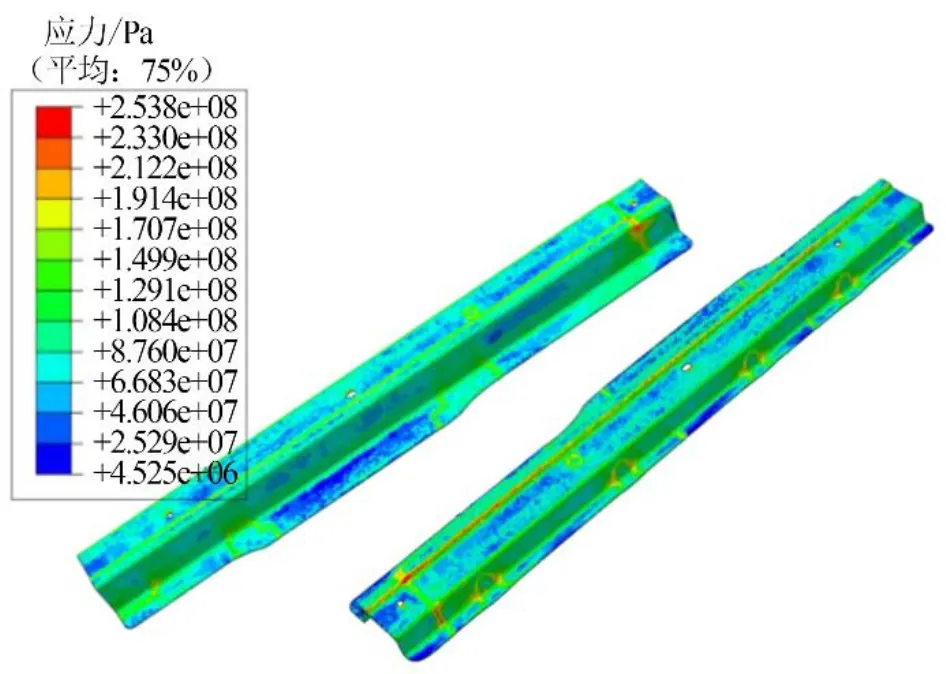
为了研究模具在服役过程中的受力情况,在ABAQUS中对该汽车门槛加强板总成的冲压过程进行仿真计算,上模冲压速度设置为0.25 m/s,时间为0.3 s,板料温度为750℃,获得了板料成形后应力分布及板料、模具接触面的接触压强分布情况,分别如图5、图6所示。
按GB3358-1982《统计学名词及符号》的规定一律采用斜体排印。(1)样本的算术均数用英文小写中位数用M;(2)标准差用英文小写s;(3)标准误用英文小写Sx;(4)t检验用英文小写t;(5)F检验用英文大写F;(6)卡方检验用希文小写χ2;(7)相关系数用英文小写r;(8)q检验用英文小写q;(9)概率用英文大写P(P值前应给出具体检验值,如t值、F值等);(10)比值比用英文大写OR。
在小学体育教学中,足球教学是不可或缺的重要组成部分,对于学生的身心发展有着重要的意义。同时,小学足球教学效果还承担着培养学生足球兴趣的责任,是为我国培养足球运动人才的首要阶段。但目前来说,小学体育足球教学中还存在着许多的问题和不足,影响了学生足球运动能力的提高,也限制了体育课堂的总体教学效果。因此,小学体育教师应不断提高自身的教学能力,引入现代化的教育理念和教学方式,反思和优化当前的足球教学模式,使其更加符合新时期小学体育教学的要求和学生身心发展的需要,促进学生足球运动能力的提升。

式中:
——待定系数
,
β
,
β
,
……
β
所构成的向量;
——各样本点的
值所构成的向量;
——各样本点的
值所构成的向量。

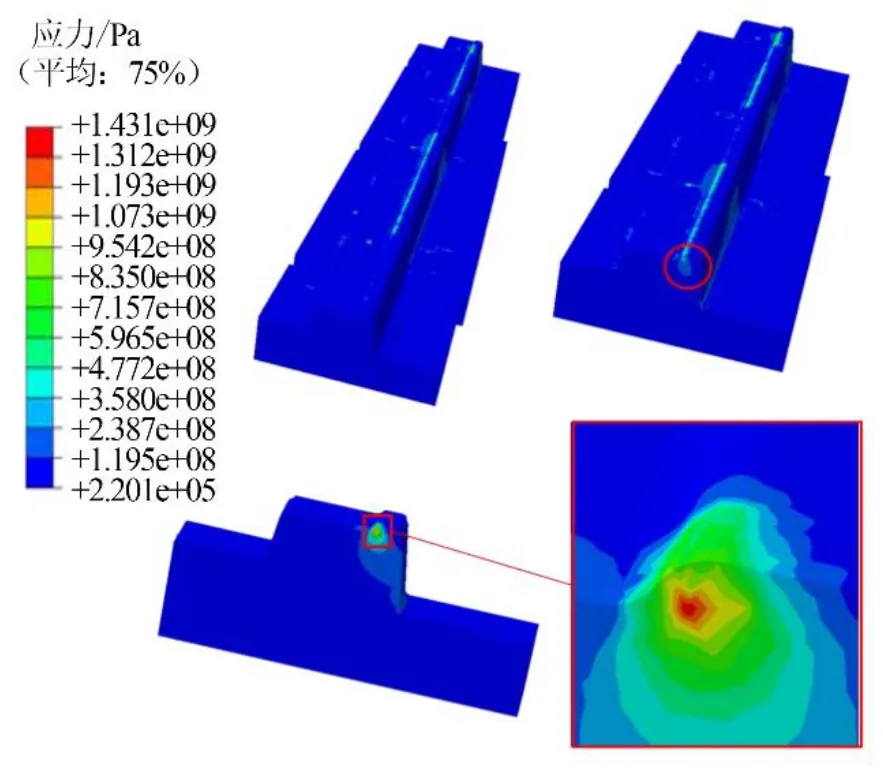
通过ABAQUS内部映射接触压强到无水道的凸模实体模型表面进行稳态静力学仿真计算,获得未加工水道的凸模实体在冲压阶段的应力分布情况,如图9所示。将凸模顶端凸台附近的高应力区视为水道设计的特殊区域并记为区域1;将区域1以外的视为水道设计的一般区域,如图10所示。

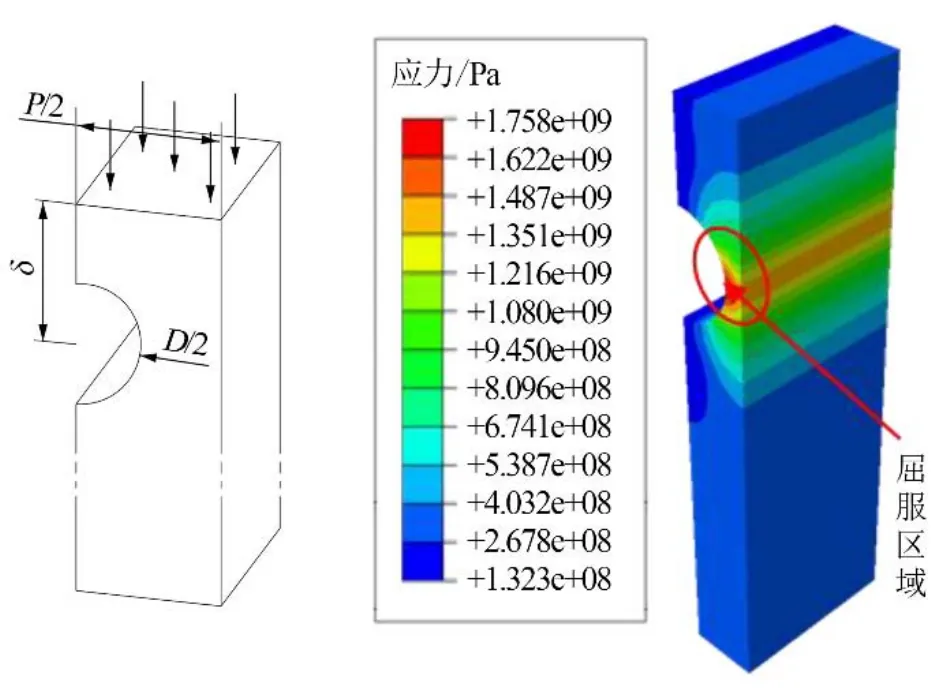
对于一般区域,模具水道附近型面较为一致且多为平面,将一般区域力学模型进行简化,如图11所示,该模型可用于试算主要结构变量(模具水道中心距
、水道直径
、水道中心与模具型面距离)在不同接触压强下的屈服风险。
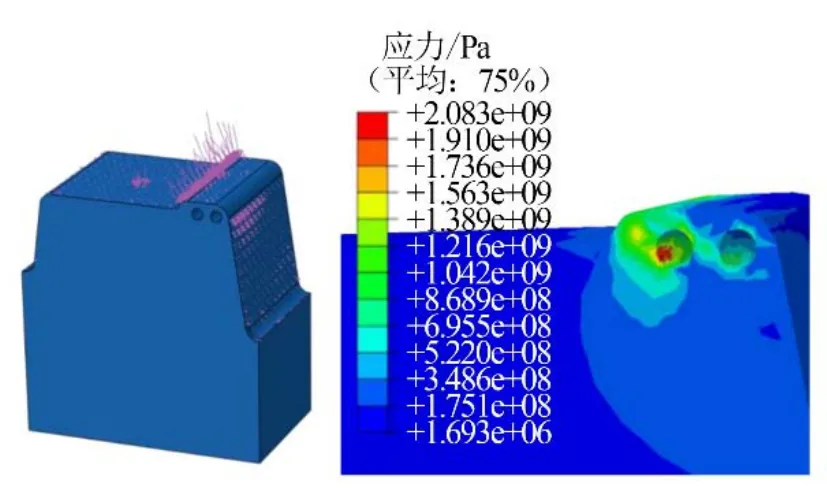
截取计算所得最大应力区域附近的模具段,并根据模具分块情况将中间部分作为区域1的设计参数试算模型,如图12所示,紫色箭头(浅色)示意映射到表面的最大接触压强分布。该模型可预测模具不同水道结构参数在最危险情况下的屈服风险。
对于多项式响应面函数的待定系数可以采用最小二乘法进行求解,如式(4)所示:

根据模具零件型面的特征,图14所示中间方框内型面在
方向上的延伸更长,与板料的接触面积更大,所以该区域的水道分布设计需要适应下模部分的结构需求,将模具这部分区域记为区域2。将区域2内水道的中心距作为单独变量
进行设计,区域2内水道的数目、直径以及与模具零件型面间距离与一般区域内的水道设计参数一致。

关于不同区域间过渡部分的水道结构参数,按照图15中的方法进行设计。过渡部分的水道中心距
变更为第1个区域水道中心距
与第2个区域水道中心距
之和的一半,其余水道结构参数与各自区域内结构设计参数保持一致。

将计算结果和各参数进行整理,最终设计变量为
、
、
、
、
、
共 6 个,结构参数及范围如表3所示。

2.2 仿真试验
采用基于最小距离最大优化准则、最优超立方采样的方法进行仿真参数组合试验设计,取样本数为40,维度与变量数一致(即六维),共进行40组仿真试验
。
对于热冲压工艺,成形零件性能均匀性和回弹取决于保压淬火时模具接触面温度的均匀性,生产效率取决于模具的冷却效率,模具零件的疲劳失效也与温度均匀性和冷却效率密切相关
。为了在确保成形零件质量的基础上提高生产效率、延长模具使用寿命,以模具零件型面温度的均匀度、最高温度和平均温度作为优化目标。其中,模具零件型面的最高温度记为
,可直接读取;模具零件型面的平均温度记为
,由式(1)表达;模具零件型面温度的均匀度通过温度标准偏差表征,记为
,由式(2)表达,
的值越小说明温度分布越均匀。
式中:
T
——模具零件型面单元平均温度,℃;
V
——模具零件型面单元体积,m
;
——模具零件型面单元总数。
在事件营销中,企业要想达到传播的广度和深度,首先第一传播媒介一定要选对。信息化社会的今天,网络媒体之所以成为企业营销渠道中不可缺失的一环,就在于其带来的巨大效应。杜蕾斯“百人试戴”直播能够掀起如此大的热议,得益于直播平台、社交平台等网络媒介的助力。
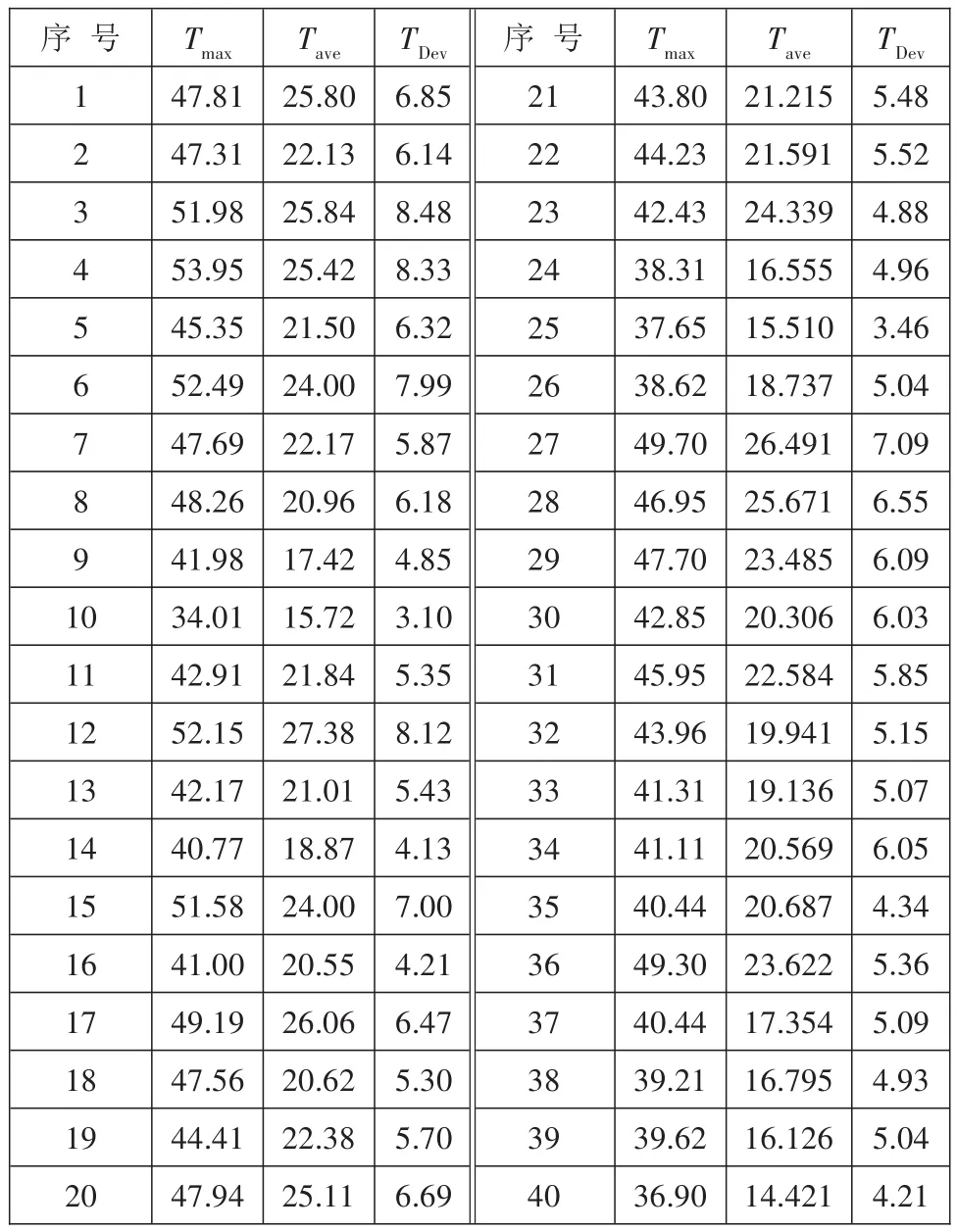
将第1个周期的模具零件型面温度与分布高低作为评判模具内冷却水道结构设计参数合理性的依据,冷却水温度为10℃、水路出入口压差为0.8 MPa,保压淬火为8 s、脱模时间为6 s。计算结果如表4所示。
造林密度与平均冠幅整体上呈现负相关关系;其回归方程分别表示平均冠幅y=-0.000 6x+4.063 5,相关指数R2=0.897 5,见图4。
健全的法律法规是金融风险防控的前提,目前对大数据的应用仍有很大的法律空白,国家应顺应形势的发展,出台行之有效的适应大数据发展的法律法规,让大数据在法律体制的保护下防范金融风险,为其保驾护航,这样大数据才能发挥出其应用的功效。
2.3 RSM函数模型构建
借助专业试验设计分析软件Design-Expert可以更快捷地处理试验结果,获得响应面函数并实现数据拟合分析等功能。使用简化二阶响应面函数模型拟合仿真结果所构建的
、
和
预测函数,分别通过式(5)、式(6)、式(7)表达。


根据试算的仿真计算结果可以描绘存在高屈服风险的设计区域,如图13所示,所有水道中心位置的设计应分布于该高风险设计区域的外部,同时参考各区域的参数范围选取表进行结构参数设计,可以保证模具的结构强度要求。将水道中心点
与型面偏置曲线上
点间的距离占偏置曲线
段(高风险设计区域外部分)的比例记为位置参数
,以此来选定区域水道的位置分布。

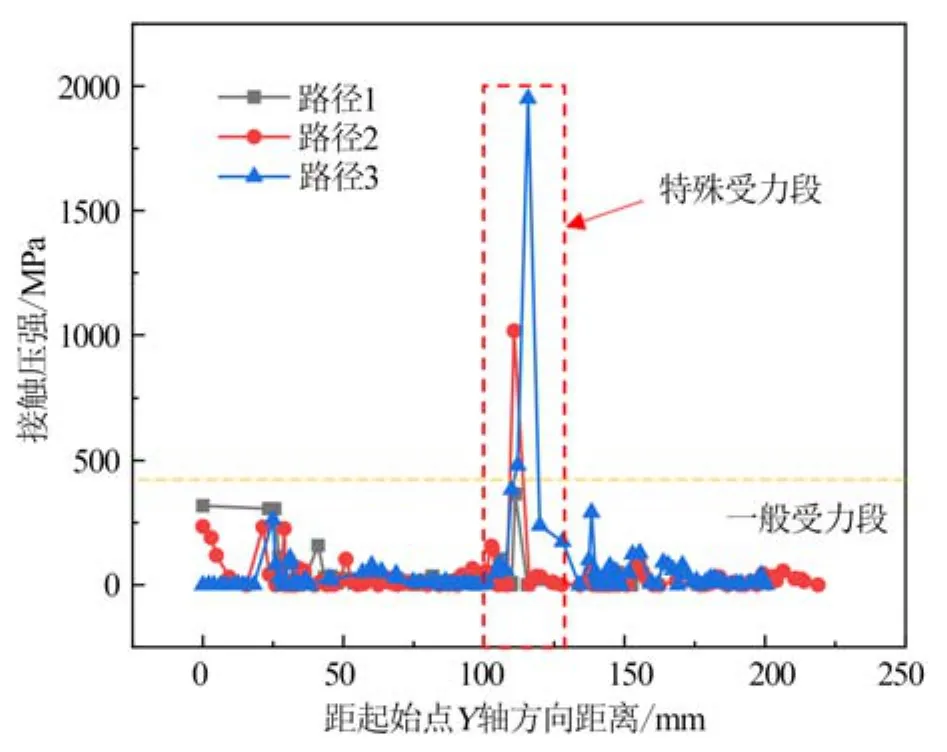
截取凸模具有形状尺寸特征的3个截面,如图7所示,在每个截面按
轴方向沿模具零件型面绘制各自路径上的接触压强分布趋势曲线,如图8所示。各特征截面的接触压强分布趋势类似,大部分区域的接触压强小于400 MPa,而在距截面路径起始点100~125 mm的区域具有较大的接触压强,该受力段对应顶端小凸台的凸圆角附近区域。
2.产业结构也需要进行调整和优化。发达国家实际上很早就开始走绿色经济和持续发展的道路,它们将污染较高且资源消耗严重的产业转移到发展中国家或者落后地区。对于我国来说,其作为有责任感的国家,自然不能学习这一方法,但是给我们的启迪就是,我国必须对自身的产业结构进行优化,针对污染型产业必须予以取缔,并大力支持和鼓励绿色环保企业。对于政府来说,也要为企业提供必要的政策支持,特别是要对那些高科技、绿色产业予以扶持,为绿色社会构建好的平台与空间。对于我们自身来说,也必须要有维护生态的社会责任,不奢侈消费,坚决举报环境污染现象。
多项式响应面模型是常用的近似模型
,以确定性的试验结果为基础,通过多项式拟合设计空间的方法,将代数多项式作为基函数,用最小二乘法求出代数多项式的系数,构建响应面函数模型
。多项式响应面函数模型的基本形式如式(3)所示:

表5所示为3个函数模型的拟合统计分析结果,3个函数模型的
均在0.8以上,符合拟合精度要求。Adeq精度用于测量信噪比,比率大于4表明信号充足,模型可用于导航设计空间。
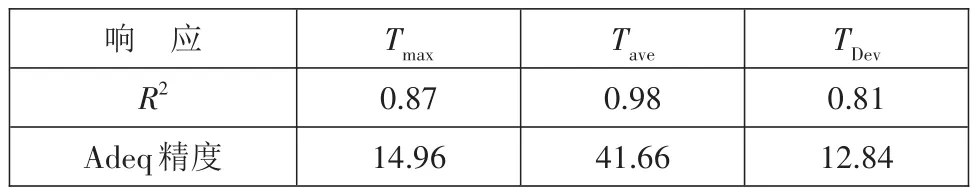
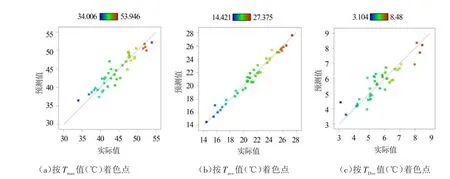
图16所示为3个响应函数模型的误差分析,图16中斜线表示45°无误差线,预测值数据点越靠近45°无误差线表示预测值与实际值越接近,模型预测越准确。3个函数预测点均分布在45°无误差线附近,其中平均温度
的预测点在45°无误差线附近分布最为紧密,预测效果最佳;温度均匀度
的预测点在45°无误差线附近分布较为稀疏,预测能力最弱。
2.4 优化预测
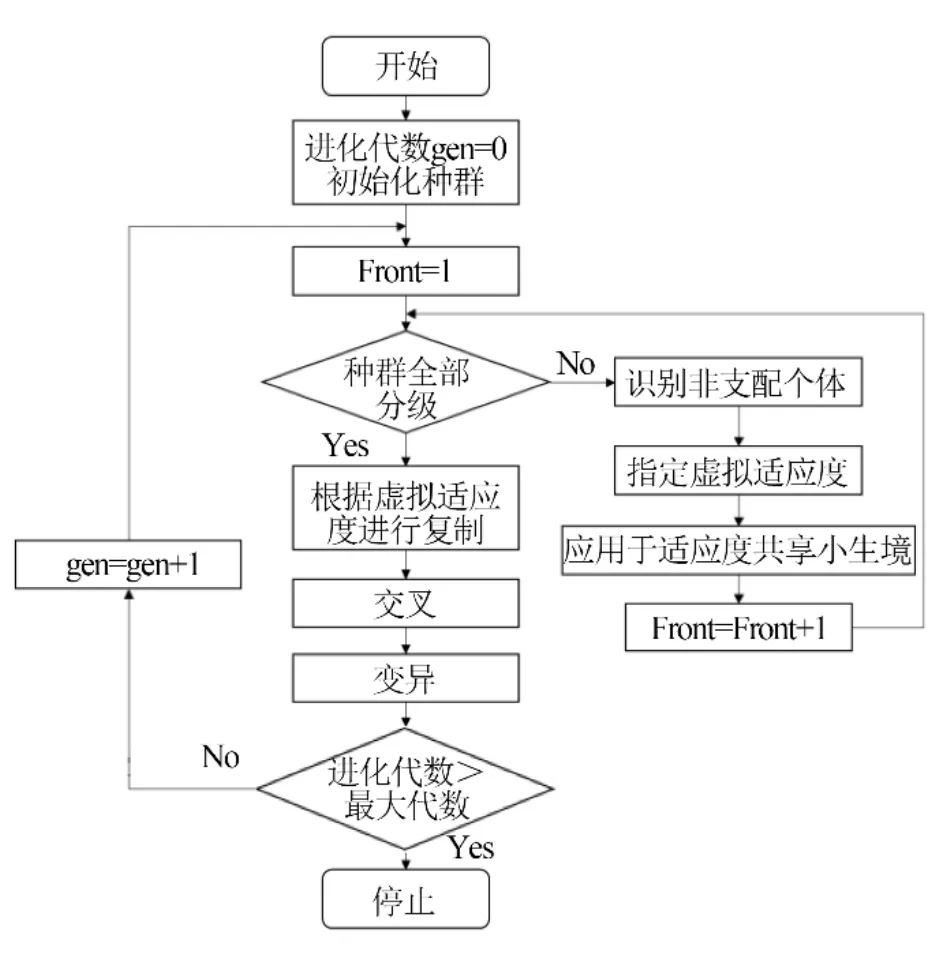
借助MATLAB应用NSGA-II遗传算法流程如图17所示
,结合上述3个优化目标的预测函数进行寻优获得Pareto最优解集。NSGA-II遗传算法参数设置如下:最优个体系数为0.3,种群大小为300,最大进化代数为600,停止代数为400,适应度函数偏差为1×10
。
为了寻求能够使最终模具表面温度最大值、均匀性、平均值均达到较小的结构参数组合,希望在Pareto最优点集中寻求三者同时分别与其所能达到的最小值最为接近的点。将Pareto点集中3个目标响应所能达到的最小值分别作为3个空间坐标值,获得空间内的参考点记为极值原点(见图18)。将3个响应在其Pareto点集空间范围的值分别进行归一化处理,通过计算选取到极值原点距离最小的Pareto点即为目标的预测最优选取点(见图18)。

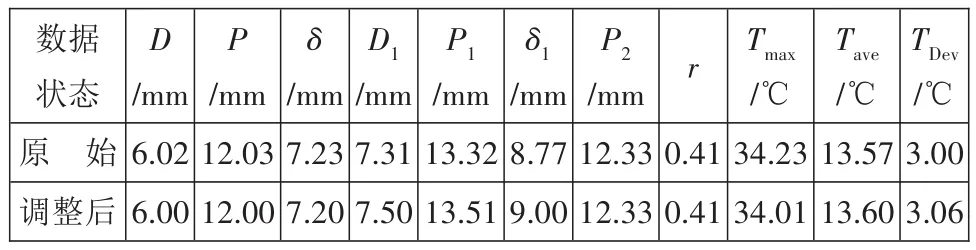
最优点原始参数组合和调整后参数的组合预测值如表6所示。
(3)流程化、人性化的设备养护及维修管理。设备的维护和维修费用对医院来说,常常是一笔糊涂账,因为没有体系化的管理和分析〔11〕。通过本系统,可以对设备的养护、维修进行全流程化、全电脑化、人性化的管理,管理者可轻松掌握全院各科室设备的维护、维修情况以及通过对设备的故障率进行分析,为将来的决策提供参照。另外,可对设备进行有效的监控和提醒,对定期需要保养的设备进行主动提醒,从而避免因忽视保养引起设备故障,让科室轻松地管理全院设备的使用、养护和维修状态〔12〕。
3 结果与讨论
3.1 预测最优参数组合的单周期仿真结果
比较经验设计(见图20(a))与优化设计(见图20(b))的水路结构及分布情况,经验设计的水道排布较为保守,对于截面不同位置均采用了相同的排布方式,而优化设计的水道排布则有明显区域性特征。
模具零件型面最高温度、平均温度和温度均匀度的结果记录在表7中。预测值均小于仿真计算结果,误差绝对值均在1℃以内。其中最高温度
的预测最为准确,绝对值误差百分比仅为2.05%;平均温度
的预测准确度也较高,绝对值误差百分比为4.96%;温度均匀度
的预测准确度欠佳,绝对值误差百分比达到了23.88%,由于其数值较小,在预测趋势无误的情况下预测值误差在可接受的范围内。

3.2 经验设计与优化设计结果比较
预测最优参数组合的单周期仿真结束时模具零件型面的温度分布情况如图19所示。
对分离出的7株产蛋白酶菌株的菌落形态进行观察鉴定。通过革兰氏染色和霉菌的乳酸石碳酸棉蓝染色,观察菌株的个体形态,并确定有6株菌为革兰氏阳性菌,观察结果见表4。

对2种水道结构的模具进行连续生产仿真,并监测模具热量累积点的温度变化情况,如图21所示,由于水道设计的不同模具热量累积区域的位置也不同,如图22所示,经验设计水道的模具高温区域分布在模具零件型面中部凸缘区域,优化设计水道的模具高温区域集中分布在模具零件型面的相对外侧区域。经验设计水道的模具高温区域温度明显高于优化设计,且高温点温度变化幅度较优化设计更高。
骑桶前去的想法似乎是突如其来的,但显然是在骑桶者想象自己像一个乞丐从而获得了老板夫妇的同情与帮助的幻象刺激下产生的。这二者之间有什么逻辑关联呢?这两种想法看起来都有些走火入魔想入非非,但隐藏着深刻的心理潜流。
黄冈市贫困地区26家农村基层医疗卫生机构基本药物使用情况调查 ……………………………………… 王文杰等(2):156


提取2种水道设计方式的模具在稳定阶段周期结束时的模具零件型面单元的仿真结果数据,计算获得模具零件型面最高温度、平均温度和温度均匀度如表8所示。优化设计的模具较经验设计的模具在服役时型面温度明显降低,最高温度下降19.48℃,平均温度降低16.55℃;温度均匀程度大幅度提高,改善了39.01%。

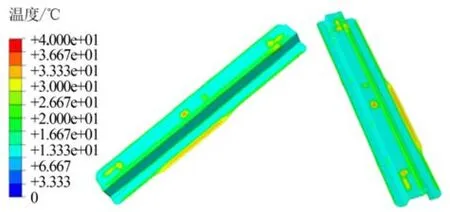
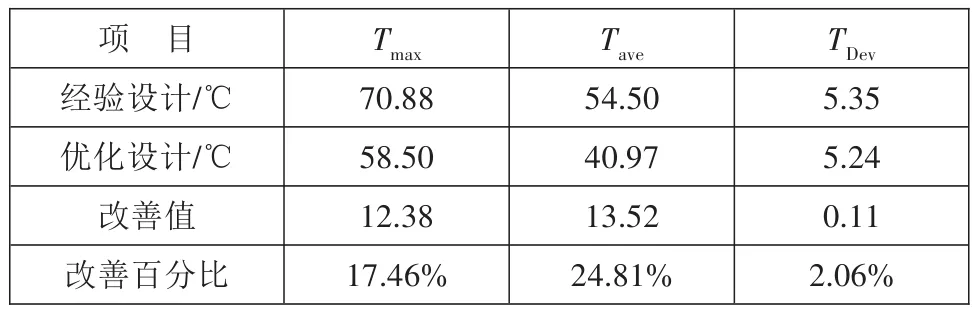
水道设计不同的模具在稳定阶段的成形零件脱模温度分布如图23所示,优化设计模具生产的零件脱模温度明显低于经验设计。提取板料单元仿真结果计算得到板料最高温度、平均温度、均匀程度如表9所示,优化设计模具生产的板料脱模时最高温度较经验设计降低了12.38℃,平均温度降低了13.52℃,板料均匀程度改善了2.06%。

对稳定阶段成形零件不同区域(见图24)的温度变化情况进行监测并获得监测点不同温度下的平均冷却速率,如图25所示。板料各监测点的冷却情况在2种设计中的趋势较为一致,优化设计中模具具有更大的冷却速率,在实际生产时将更有利于板料完成马氏体转变和提高生产效率。


按照模具在热冲压过程中所受到的最大接触力计算2种水道设计模具的应力分布情况,如图26所示。2种设计的模具最高应力位置相同且大小相近,均低于1 400 MPa;其余位置应力分布也较为类似,从截面应力分布可以看出优化设计的水道分布合理,没有降低模具零件的强度。

对2种模具生产的零件不同位置(见图27)的仿真回弹量进行测量,结果如图28所示。其中,柱状图为2种模具生产的零件各点回弹量绝对值的数值差,曲线展示了各点的回弹趋势。从图28可以看出,优化设计模具所生产的零件各点回弹在零件周围分布密度更高,且零件75%的点回弹量得到了改善,回弹量最高点(编号7)位置的回弹量减少了0.31 mm,总回弹量减少了4.17 mm。


4 结束语
通过对模具服役时应力分布情况进行分析划分,并借助特征替代模型确定了不同区域的结构参数设计范围和设计区域。通过RSM函数法构建了优化目标量(模具零件型面的最高温度
、平均温度
、温度均匀度
)的预测模型,结合NSGA-II算法得到了水道结构设计参数的最优组合。经过单周期仿真验证,优化设计模具零件型面的最高温度
为34.08℃、平均温度
为14.31℃、温度均匀度
为 4.02 ℃,误差分别为-0.07、-0.71、-0.97℃,预测结果较为准确。将优化设计水道的模具与经验设计水道的模具进行连续生产仿真,并从温度、强度和成形零件质量3个方面进行了比较,结果表明:优化设计模具零件型面最高温度下降19.49℃,平均温度降低16.55℃,温度均匀程度提高了39.01%;优化设计模具生产的零件脱模时最高温度降低了12.38℃,平均温度降低了13.52℃,均匀程度改善了2.06%;优化设计水道模具最高应力大小与经验设计相近,强度满足设计要求;优化设计模具生产的零件最大回弹量相对于经验设计减少了0.31 mm,总回弹量减少了4.17 mm。
[1]刘 强.智能制造理论体系架构研究[J].中国机械工程,2020,31(1):24-36.
[2]战立强.热冲压成形技术的介绍及模具设计要求[J].内燃机与配件,2018(10):141-142.
[3]刘雪飞,贾卓翰,张 谦,等.超高强度钢板热冲压成形同步淬火相变不均匀性影响因素分析[J].塑性工程学报,2019,26(2):245-252.
[4]刘冬福.冷却水道设计对热冲压模具疲劳寿命的影响研究[D].长沙:湖南大学,2019:17-44.
[5]慕延宏.硼钢分区加热冲压与热力相变耦合建模仿真研究[D].北京:北京科技大学,2019:48-67.
[6]佟 莹,张 乐,王 玄,等.高强度钢板热冲模冷却水道工艺参数多目标优化[J].模具工业,2017,43(10):6-12.
[7]冯 迪,林高用,刘 健,等.H13钢热变形行为的数学模型[J].钢铁,2010,45(5):52-56.
[8]魏诗萌,孙 杨,王福山,等.搅拌摩擦焊搅拌头疲劳寿命的模拟研究[J].焊接技术,2019,48(4):5-9,113.
[9]MCKAYM.D,BECKMANR J,CONOVER W J.Comparison of three methods for selecting values of input variables in the analysis of output from a computer code[J].Taylor&Francis Group,2012,21(2):239-245.
[10]BOX G E P,WILSON K B.On the experimental attainment of optimum conditions[J].Journal of the Royal Statistical Society:Series B(Methodological),1951,13(1):1-45.
[11]谢 翌,严春城,阮登芳,等.基于响应面模型的波瓣混合排气系统近似模型研究[J].推进技术,2016,37(6):1037-1048.
[12]DEB K,PRATAP A,AGARWAL S,et al.A fast and elitist multiobjective genetic algorithm:NSGA-II[J].IEEE Transactions on Evolutionary Computation,2002,6(2):182-197.
猜你喜欢
汽车实用技术(2022年11期)2022-06-20
机电信息(2022年9期)2022-05-07
中国水运(2022年4期)2022-04-27
扬子江(2019年3期)2019-05-24
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18
环球时报(2019-02-13)2019-02-13
饮食与健康·下旬刊(2018年3期)2018-04-11
小猕猴智力画刊(2018年2期)2018-02-26
科技资讯(2016年5期)2016-08-13
