助剂添加量对共挤薄膜尼龙专用料性能的影响
2022-06-20 14:23马英哲姚利陈晓杭
天津化工 2022年3期
马英哲,姚利,陈晓杭
(天津长芦海晶集团有限公司,天津 300450)
本论文中共挤薄膜尼龙专用料是利用公司现有共混生产线进行技术开发,同时利用我公司特有的共混涂覆技术探究共挤薄膜尼龙专用料进行规模化生产的可能性。 目前我公司开发的共混涂覆技术达到了国际先进水平,为共挤薄膜尼龙专用料的开发提供了良好的工艺思路和技术平台,对下一步共挤薄膜尼龙专用料的开发打下了坚实的基础。 我公司现有的共混生产线运转良好且整个生产全智能化管理,为共挤薄膜尼龙专用料的规模化生产也奠定了良好的基础。
1 实验部分
1.1 实验原料与设备
原料:PA6, 天津长芦海晶集团有限公司生产;助剂,日本宇部。
设备:共挤吹膜实验机(永邦五层吹膜机);真空干燥箱;高速混料机SHR-10A;熔指测定仪RL-Z1B1+;氧指数仪JF3、拉力试验机XLWB 等。
1.2 实验原辅料
PA6 切片添加量为90%~95%,助剂添加量为5%~10%。
1.3 实验步骤
1.3.1 造粒 分十一组进行实验, 原料(PA6 切片)和助剂总添加量为100 份,助剂最低添加量为5%,最高添加量为10%,为更好评估助剂添加量,要求每组实验配比差异为0.5%,将原料和助剂在高速混合机中混合15min 至均匀, 为规避含水量对产品吹膜时造成的影响,混合前要求原料在真空干燥箱中以110℃烘6h。
1.3.2 共挤吹膜
将混合均匀的共挤膜尼龙专用料切片用于五层共挤膜, 其中尼龙层置于C 层,A、B、D、E 为PE 层,各吹膜机条件见表1,待实际熔体压力稳定后,取共挤成型薄膜进行检测。

表1 吹膜机条件设置
对混合均匀的共挤膜尼龙专用料和吹膜成型的薄膜进行检测,检测方法和国标依据如表2。

表2 吹检测方法和依据
2 结果与讨论
2.1 不同助剂添加量对氧气透过量及熔体流动速率的影响
氧气透过量是评定薄膜阻隔性的重要指标,在23℃环境中,测量24h/m2每平方米薄膜氧气的透过量,数值越低,说明阻隔性越好。 熔体流动速率是表征共挤薄膜尼龙专用料加工性能的重要指标, 用于薄膜加工的尼龙料,熔体流动速率通常要求≤10(g/10min)。 表3 和图1 是不同助剂添加量对氧气透过量及熔体流动速率的影响。
从表3 和图1 中可以看出:随着助剂添加量的增加,熔体流动速率逐渐增加,氧气透过量逐渐减少,且每种添加量所制的产品,氧气透过量均达到指标要求,当添加量≥8%时,随着添加量的增加,氧气透过量变化不大。 综合考虑性能及成本因素,助剂最佳添加量为8%~8.5%。
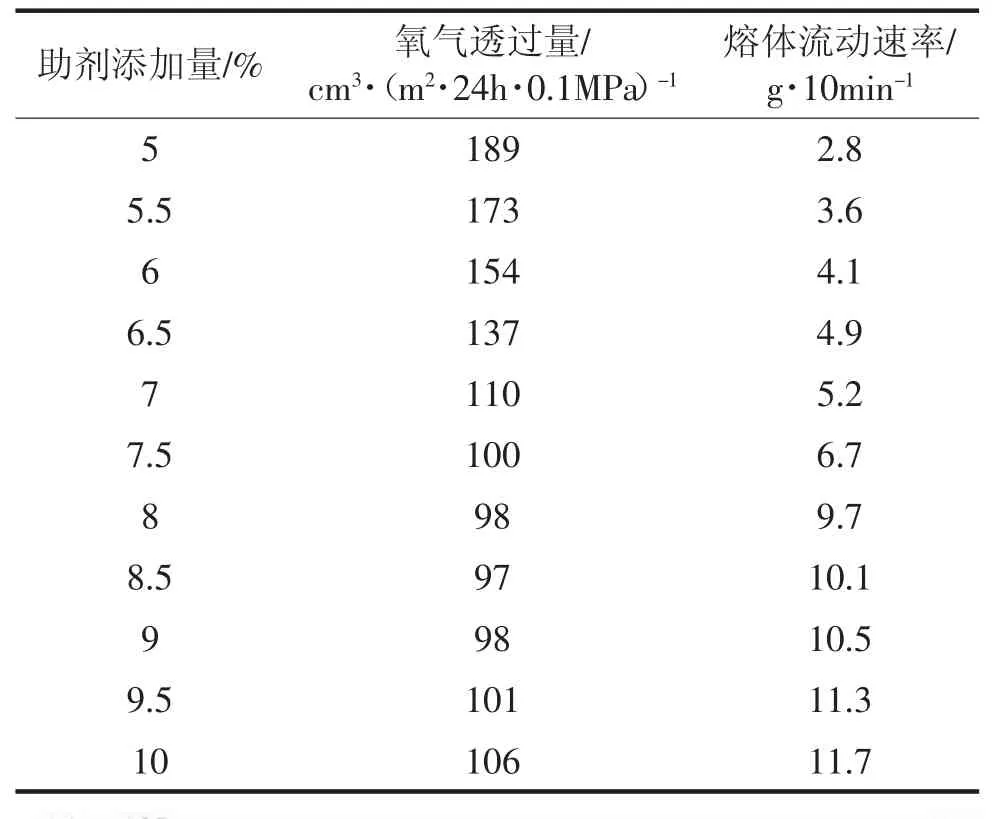
表3 不同助剂添加量对氧气透过量及熔体流动速率的影响
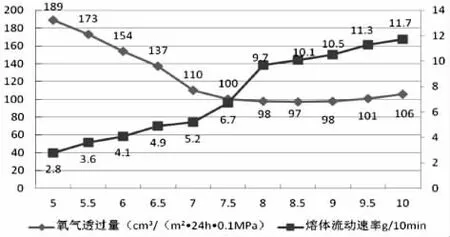
图1 不同助剂添加量对氧气透过量及熔体流动速率的影响
2.2 不同助剂添加量对拉断力的影响
拉断力(横向、纵向)是表征薄膜的重要指标,拉断力越大,薄膜质量越好,助剂的添加量直接影响到薄膜的拉断力,表4 和图2 是不同助剂添加量对拉断力的影响。
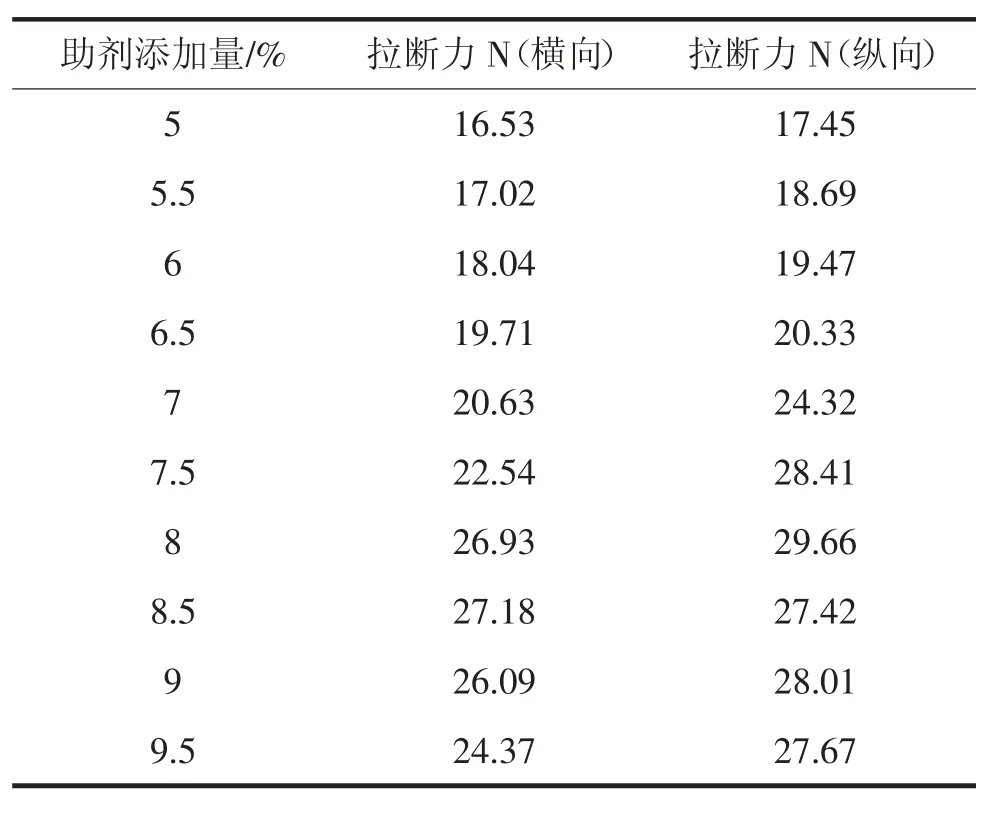
表4 不同助剂添加量对拉断力的影响
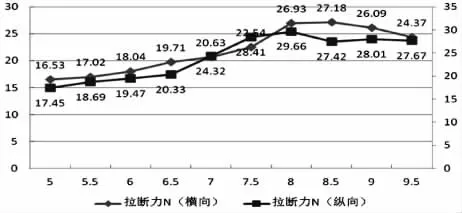
图2 不同助剂添加量对拉断力的影响
从表3 和图2 中可以看出:随着助剂添加量的增加,拉断力逐渐增加,当添加量<6%时,横向拉断力不满足指标要求,当添加量>8%,纵向拉断力略有下降,助剂添加量建议在6%~8%。
3 结论
经上述实验研究可知: 助剂添加量对共挤薄膜尼龙专用料性能的影响,随着助剂添加量的增加,熔体流动速率逐渐增加,氧气透过量逐渐减少,当添加量≥8%时, 随着添加量的增加, 氧气透过量变化不大,随着助剂添加量的增加,拉断力逐渐增加,当添加量<6%时,横向拉断力不满足指标要求,当添加量>8%,纵向拉断力略有下降,考虑性能及成本因素,确定共挤薄膜尼龙专用料助剂最佳添加量为8%。
猜你喜欢
今日农业(2020年20期)2020-11-26
纺织科学研究(2020年1期)2020-05-21
小学科学(学生版)(2019年7期)2019-08-01
中国塑料(2016年4期)2016-06-27
中国塑料(2016年3期)2016-06-15
当代化工研究(2016年7期)2016-03-20
现代塑料加工应用(2016年6期)2016-02-28
华东理工大学学报(自然科学版)(2015年3期)2015-11-07
科学启蒙(2015年9期)2015-09-25
橡胶工业(2015年8期)2015-07-29