
一种极压型涡轮机油油泥控制方案的研究
2022-06-30 08:53赵佳佳
石油商技 2022年2期
赵佳佳
中国石化润滑油有限公司上海研究院
涡轮机油主要用于电站发电涡轮机、船舶以及工业涡轮机驱动装置。根据应用场合、设备不同可分为非极压和极压型涡轮机油。极压型涡轮机油主要用于涡轮机配套系统中带有齿轮减速箱等调速装置、工业驱动装置及其相匹配的控制系统的润滑,使用工况较为苛刻。因此,除了要求具有极佳的氧化安定性、防锈性和抗乳化性能之外,还应具有优异的极压抗磨性能,保证涡轮机长期稳定运行。
极压型涡轮机油一般使用含有活性元素的硫磷类极压抗磨剂,其作用机理一般认为是添加剂分子首先吸附于金属摩擦副表面,在高温高负荷的条件下,分子中的活性元素与金属反应,形成具有低剪切强度的消耗保护层,从而达到减少金属摩擦副表面摩擦和损耗的目的[1]。但由于其活性较高,在一定程度上可能影响油品的氧化安定性能[2]。与非极压型涡轮机油相比,极压型涡轮机油易出现油泥析出速率快、轴瓦温度升高、结焦快等问题,影响油品的使用寿命。因此,有必要开展一种油泥控制性能更优的极压型涡轮机油的方案研究。
本文采用四球机试验法对涡轮机油常用的极压抗磨剂进行润滑性能评定,并采用烘箱快速模拟老化试验方法重点考察对油品油泥控制性能的影响,以确定极压型涡轮机油油泥控制性能更好的技术方案,为极压型涡轮机油油泥控制性能提升及产品开发提供参考。
试验部分
原材料
涡轮机油母液(按现有涡轮机油配方调制,不含极压抗磨剂),市售极压型涡轮机油;不同极压抗磨剂,元素分析情况见表1。
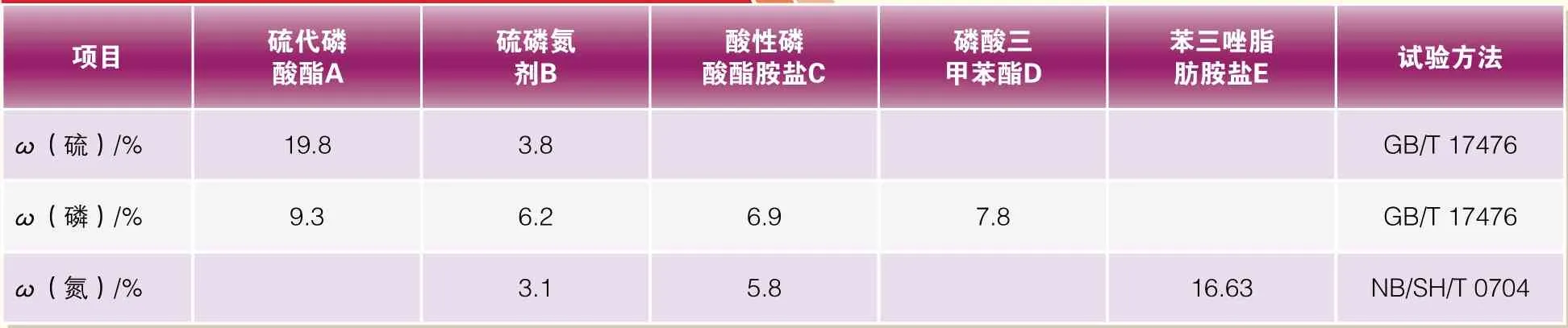
表1 极压抗磨剂类型和元素分析
试验仪器
电热恒温鼓风干燥箱(型号:DHG-9146A):上海爱斯佩克环境设备有限公司;四球摩擦试验机(型号:MQ-800):济南试金集团有限公司;MPC Color 漆膜倾向指数测试仪(型号:RM200-C4QC):Fluitec;磁力搅拌器(型号:ZNCL-BS180*180):上海越众仪器设备有限公司;等离子发射光谱仪(SPECTRO ARCOS):德国斯派克分析仪器公司。
试验方法
最大无卡咬负荷PB值测试
采用GB/T 3142-82(同ASTM D2783)进行测试。所用钢球为上海钢球厂生产的二级GCr15 标准钢球(AISI-52100),直径12.7 mm,硬度59~61 HRC,主要成分(质量 分 数) 为:0.95%~1.05%C,0.15%~0.35%Si, 0.20%~0.40%Mn,<0.020%S, <0.027%P, <0.30%Ni,<0.25%Cu, 1.30%~1.65%Cr。测定试验时间10 s,用读数显微镜(精度:0.01 mm)测量3 个下试球的磨斑直径,取平均值,两次试验磨斑直径误差不超过5%。
极压抗磨剂在涡轮机油中起到提高油品极压抗磨性能的作用,同时,作为一种极性物质对油品的氧化安定性尤其是油泥的控制会产生负面影响。本文通过四球机试验法对涡轮机油常用的极压抗磨剂(硫代磷酸酯A、硫磷氮剂B、酸性磷酸酯胺盐C、磷酸三甲苯酯D 和苯三唑脂肪胺盐E)进行极压性能评定,并采用烘箱快速模拟老化试验方法重点考察对油品油泥控制性能的影响。试验结果表明,极压抗磨剂活性越高,润滑性能越好,对油品油泥析出量的影响越大。高活性的硫代磷酸酯剂(S/P)与磷酸三甲苯酯剂(P)或苯三唑脂肪胺盐剂(N)复配使用具有协同效应,能够使油品在润滑性能和油泥控制方面实现较好的平衡。本研究可为极压型涡轮机油油泥控制性能提升及产品开发提供参考。
烘箱模拟老化试验
参考油品热稳定性测试试验方法BEM 274-Nippon Oil Company(NOC)Thermal Stability (modified)测定油品油泥生成情况。本试验使用电热恒温鼓风干燥箱,温度设定在150 ℃,烧杯中装入350 g 油品放置168 h,进行模拟老化试验。
油泥测定
参考Dry-Tost 试验方法ASTM D7873 中油泥测试方法。样品经过烘箱模拟老化后,取100 g 油样,通过恒重后的0.1 μm 滤膜进行过滤,用200~300 mL 石油醚冲洗滤膜,对过滤后的滤膜再次进行恒重,称重计算油泥量。
漆膜倾向指数ΔE(MPC)测定
测定标准为ASTM D7843。样品经过烘箱模拟老化后,取50 mL溶剂和 50 mL 油进行充分混合,通过0.45 μm 滤膜进行过滤,由MPC Color 手持分光光度计进行测量。
结果与讨论
极压抗磨剂的选择
根据所含活性元素的不同,极压抗磨剂可分为氯型、硫型、磷型、有机金属型、硼型、稀土化合物型、纳米粒子型、离子液体和含氮杂环化合物等几类。含氯型极压抗磨剂因环保问题和遇水易产生HCl,已逐渐被淘汰。有机金属盐型、硼酸盐型极压抗磨剂为含灰分添加剂,不宜在涡轮机油中使用,纳米型和离子液态型极压抗磨剂是研究的热点,但目前市面上成熟的产品较少。
一般含磷极压剂在低速高扭矩下效果最好,其作用机理主要有“化学抛光”理论[3]和 “亚磷酸铁保护膜”原理[4],但该膜在高速冲击下表现差,而硫元素在高速冲击下效果突出,因此现有技术通常将活性硫元素引入到含磷剂分子结构中得到硫磷型化合物[5],应用广泛。含氮杂环化合物,尤其是苯三唑脂肪胺盐衍生物,同时具有润滑、防锈和抗氧等多效性能,与含硫极压剂复合有很好的协同作用[6,7],应用前景良好。酸性磷酸酯胺盐又称磷氮剂,是由合适的酸性磷酸酯和相应有机氮化合物反应而制得,具有优良的极压抗磨性、抗腐蚀性、防锈性和抗氧化性[8],克服了活性磷酸酯酸性高、腐蚀性强、磷保持能力差的缺点[9,10]。
因此,重点考察硫代磷酸酯A、硫磷氮剂B、酸性磷酸酯胺盐C、磷酸三甲苯酯D 和苯三唑脂肪胺盐E 五类极压抗磨剂在涡轮机油中的性能表现。
不同极压抗磨剂极压性能的考察
实验室通过四球机试验法(GB/T 3142)对不同极压抗磨剂以不同加剂量加入涡轮机油母液中的极压性能PB值进行测试,同时与市售相同质量等级、牌号的极压型涡轮机油的PB值进行对比。根据测试,市售极压型涡轮机油的PB值保持在800~900 N 水平。考察结果见图1。
从图1 可以看出,加入一定加剂量的硫代磷酸酯A、硫磷氮剂B、酸性磷酸酯胺盐C,均能有效提高涡轮机油的PB值,并且随着加剂量的增加而进一步提升,达到市售极压型涡轮机油的水平。其中硫代磷酸酯A(S/P 型)效果最佳,这可能与S 型极压抗磨剂效果及其活性大小有关,通常高S 含量的添加剂比低S 含量添加剂对于提升极压性能更有效。单独使用磷酸三甲苯酯D和苯三唑脂肪胺盐E 时,无法达到市售极压型涡轮机油的性能水平。
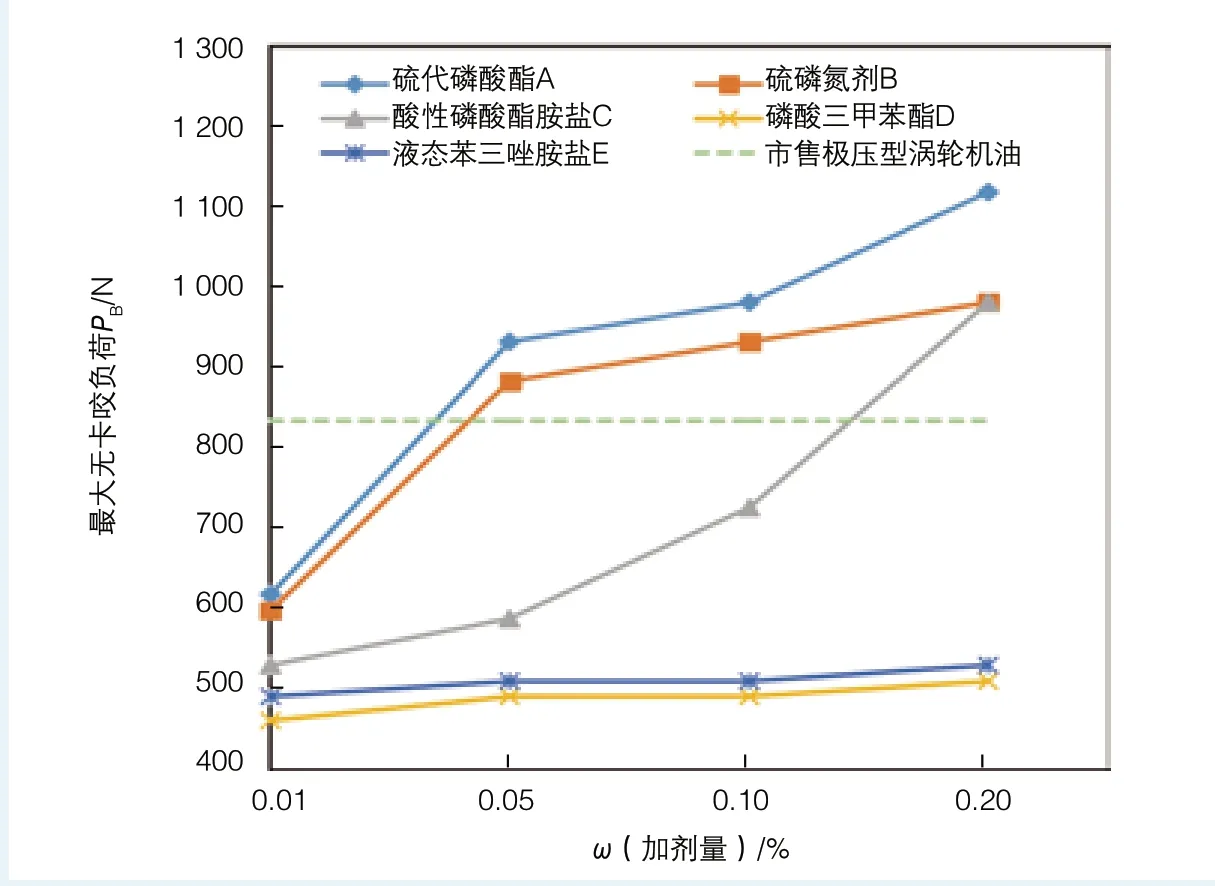
图1 不同极压抗磨剂极压性能考察结果
不同极压抗磨剂对涡轮机油油泥生成控制影响的考察
本文采用烘箱模拟老化试验方法(150 ℃,168 h)对不同类型极压抗磨剂等量加入涡轮机油母液老化后产生的油泥量进行考察,结果见表2,与极压剂润滑性能对应关系见图2,油品老化后外观,烧杯底部油泥沉积情况以及油品MPC 膜片外观见图3~图5。

图2 极压抗磨剂润滑性能与油泥生成量关系

图3 老化油样瓶底外观
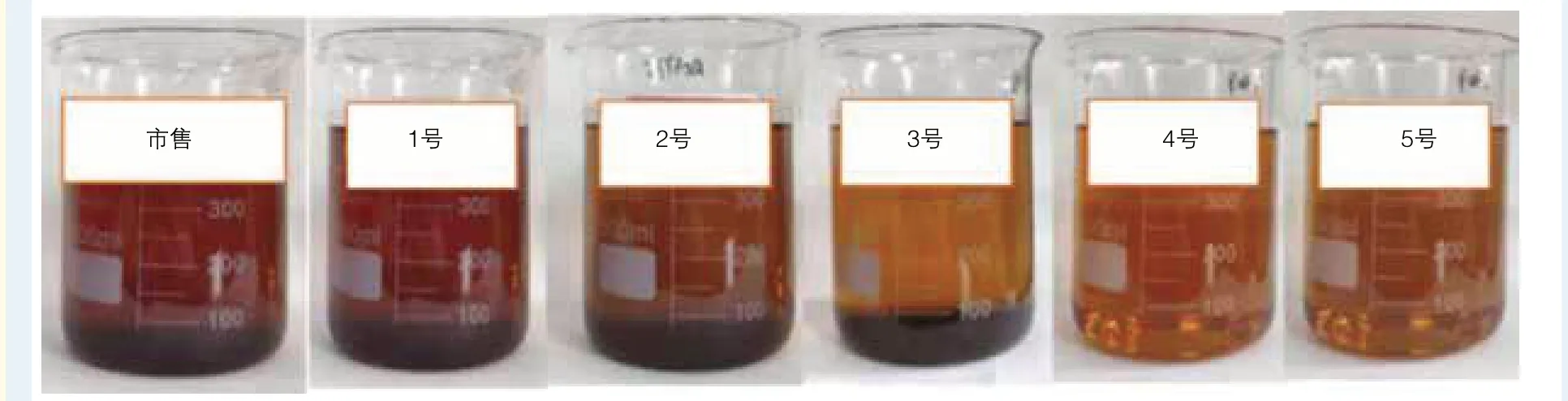
图4 老化油样冷却后外观
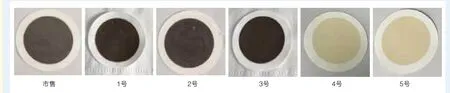
图5 老化油品MPC膜片外观
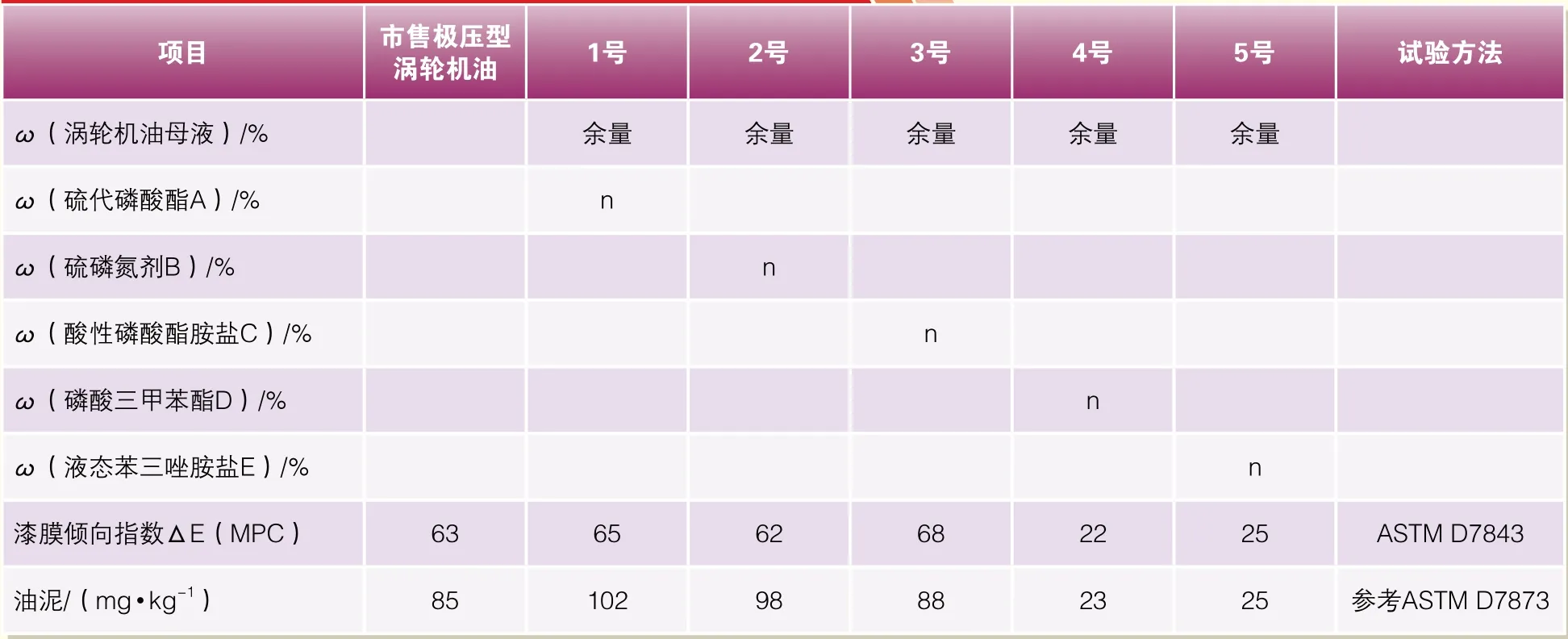
表2 不同极压抗磨剂在涡轮机油母液中的油泥情况考察结果
从上述考察结果可以看出,在相同的试验条件和加剂量下,不同类型的极压抗磨剂对油品的油泥生成量影响程度不同,这与不同极压抗磨剂在油品中易受热分解,产生自由基等活性物质,促进油品劣化,或自身降解析出沉淀的情况不同有关。其中,加入硫代磷酸酯A、硫磷氮剂B、酸性磷酸酯胺盐C 的油品的变化更明显,老化后烧杯底部油泥量和MPC 值更大;补加磷酸三甲苯酯D 和苯三唑脂肪胺盐E 的油品老化后外观、油泥析出和MPC 值变化较小。
综上所述,硫代磷酸酯A、硫磷氮剂B、酸性磷酸酯胺盐C 在显著提升油品的极压抗磨性能的同时,对油泥生成量的影响也更大。其中,硫代磷酸酯A 与硫磷氮剂B、酸性磷酸酯胺盐C 相比,对PB值的提升效率相对更大,且提高单位PB值所增加的油泥生成量更低,优于硫磷氮剂B、酸性磷酸酯胺盐C,磷酸三甲苯酯D 和苯三唑脂肪胺盐E 油泥生成量较少。
平衡油泥生成量和极压抗磨效果,将进一步对磷酸三甲苯酯D 或苯三唑脂肪胺盐E 与硫代磷酸酯类A 复配进行考察,在保障油品极压性能的同时,降低硫代磷酸酯类A的加剂量,减小油泥生成量,进一步减少极压抗磨剂对油品氧化安定性的影响。
极压抗磨剂复配对涡轮机油油泥生成控制影响的考察
根据以上考察结果,对硫代磷酸酯A 分别与磷酸三甲苯酯D、苯三唑脂肪胺盐E 复配方案的极压抗磨性能和油泥生成情况进行考察,并与市售极压型涡轮机油产品进行对比,分析结果见表3,MPC 膜片外观见图6。
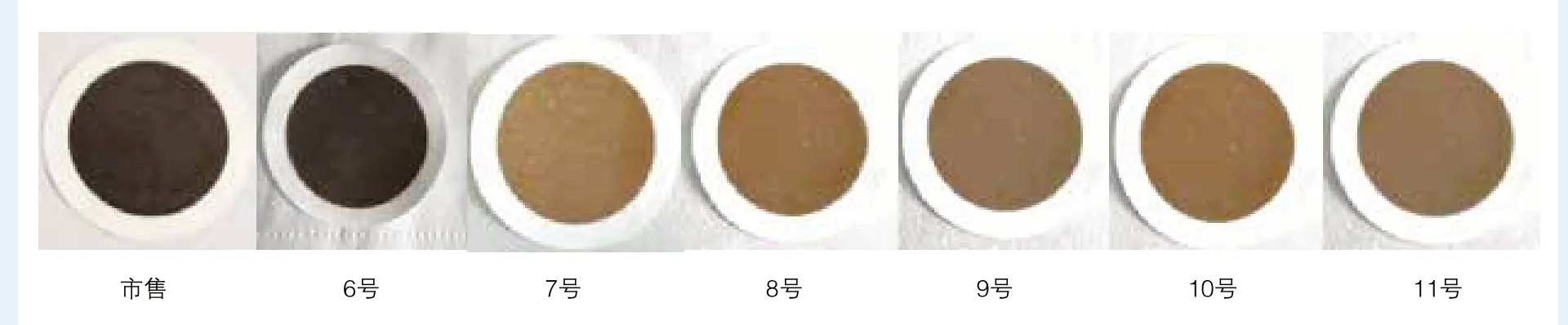
图6 老化油品MPC膜片外观
从表3 可以看出,硫代磷酸酯A 与磷酸三甲苯酯D 或苯三唑脂肪胺盐E 复配使用,可以通过降低硫代磷酸酯A 的使用量降低油泥析出量。通过复配比例的进一步调整,可以达到满足油品的极压抗磨性能的要求的同时,提升油品的油泥控制性能。与市售极压型涡轮机油产品相比,复配方案调制的极压型涡轮机油产品在油泥生成控制和MPC控制性能方面具有显著优势。
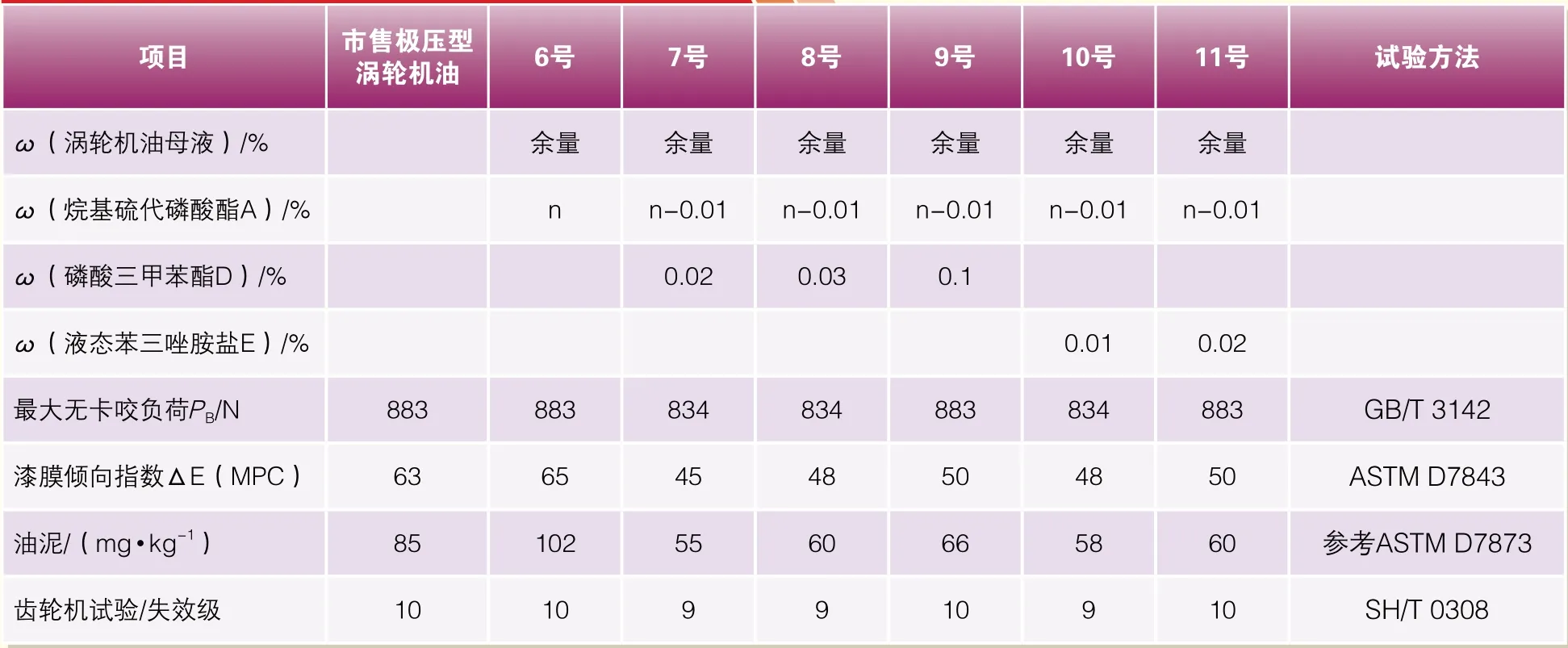
表3 极压抗磨剂复配考察结果
极压抗磨剂复配对涡轮机油其他理化性能影响的考察
根据以上研究结果,9 号和11号方案在极压抗磨和油泥析出控制性能表现最好。为进一步验证复配方案的配方适应性,继续考察这2个方案对涡轮机油其他理化性能的影响,结果见表4。
从表4 可以看出,采用硫代磷酸酯A 与磷酸三甲苯酯D 或苯三唑脂肪胺盐E 复配方案调制的油品与市售极压型涡轮机油各理化性能数据相当,且旋转氧弹值有一定程度的提升,说明该极压抗磨剂复配方案具有良好的配方适应性。

表4 9号及11号方案理化性能分析
结论
通过对不同极压抗磨剂对涡轮机油油泥析出控制性能影响的考察及提升优化,表明采用硫代磷酸酯A(S/P 型)与磷酸三甲苯酯D(P 型)或苯三唑脂肪胺盐E(N 型)按一定比例复配使用可以有效降低极压型涡轮机油油泥生成量,并具有良好的配方适应性,为提升极压型涡轮机油抗氧化及油泥生成控制性能提供了方案参考,为电站发电涡轮机、船舶以及工业涡轮机驱动装置安全平稳运行提供了良好的润滑技术支撑。
[4] Forbes E S, Battersby J.Application of adsorption/reaction of mechanism to lo ad-carrying results[J].ASLE Trans,1974,17(4): 268-270.
[5] 杨宏伟, 杨士亮, 孙世安,等. 极压抗磨剂的发展现状及作用机理研究[J]. 当代化工, 2012, 41(9):3.
[6] 唐 红 金, 梁 宇翔, 陈 晓 伟,等.液态苯三唑脂肪胺盐合成及性能研究[J]. 石油炼制与化工, 2013,44(2):66-69.
[7] 李清云, 韩笑, 方堃,等. 润滑油添加剂苯三唑脂肪胺盐的研究进展[J]. 当代化工, 2015, 000(010): 2 365-2 367, 2 370.
[8] 续景, 伏喜胜, 张龙华. 酸性磷酸酯胺盐的性能及其应用[J]. 石化技术与应用, 2002(04):236-238.
[9] Shaw D J. Introduction to Col loid and Surface Chemistry(Third Edition)[C]. London: ReprintedPrutter Worth Co Ltd,1983: 113 -115.
[10] Komatsuozaki S, Nakano T,Uematsu T, et al. An Examination of Antiweld Film Fromed by Reaction Between Metaland Extreme -Pressure Agents in Metel Forming[J]. Lu bEng, 1985, 41(9):543-549.
猜你喜欢
油气田环境保护(2022年3期)2022-07-04
农药学学报(2021年4期)2021-08-26
润滑油(2021年3期)2021-06-15
山西农业科学(2020年11期)2020-11-19
四川建筑(2020年3期)2020-07-18
石油工业技术监督(2020年12期)2020-04-02
建材发展导向(2019年21期)2019-11-28
火工品(2019年3期)2019-09-02
时代汽车(2018年6期)2018-07-15
北京理工大学学报(2016年6期)2016-11-22
