
组分配比对松木/聚乳酸激光烧结成形性能的影响
2022-07-01 09:17庞桂兵郭艳玲李明颖
电加工与模具 2022年3期
张 慧,庞桂兵,郭艳玲,李 健,李明颖
( 1. 大连工业大学机械工程与自动化学院,辽宁 大连 116034;2. 东北林业大学机电工程学院,黑龙江 哈尔滨 150040 )
激光选区烧结(selective laser sintering,SLS)是增材制造技术中一种基于粉床熔融沉积的打印工艺[1-2]。 SLS 由于加工的灵活性和材料的高利用率等优势[3],在工业制造、航空航天、创意艺术、生物医学等领域得到广泛应用[4-5]。 目前,常用的SLS 材料有聚合物基体、金属基体和陶瓷基体[6],然而高成本的耗材、设备及维护对SLS 技术的广泛应用有一定阻碍[7]。 同时,由于社会对能源使用和环境问题的日益关注,SLS 技术的发展迫切需要扩大可用材料的多样性,特别是低价格、可持续、高性能的耗材[8]。
聚乳酸(PLA)是一种线型热塑性脂肪族聚酯,来源于可再生物质,具有良好的可降解性、生物相容性[9]。 PLA 及其复合材料在增材技术的应用中,很大程度上作为熔融沉积分支技术的耗材[10-12],仅有一小部分PLA 基材料为其他增材技术开发。 例如,Patricio 等[13]采用一种结合熔融沉积技术和细胞沉积技术的生物质设备打印出用于组织工程的聚乳酸/聚己内酯支架,试验结果表明该支架具有优良的机械性能和生物相容性。 Tiziano 等[14-15]研究了聚乙二醇对用于直写3D 技术支架的PLA 基液体混合物的增速作用,包括相关表面结构、几何结构、微观结构的变化以及对PLA 基3D 打印支架降解速率的调制作用。虽已有一些关于PLA 激光烧结研究的报道[16],但满足SLS 技术加工要求的粉状PLA 打印耗材尚未产业化。 PLA 的激光烧结成形过程面临着材料难获得、收缩变形大、成形性能不理想、过程稳定性差等诸多挑战,导致PLA 激光烧结技术缺乏系统性的研究结果,阻碍了技术的发展与应用。
针对上述问题,本研究提出了制备一种由松木粉和PLA 组成的可降解用于SLS 的木塑复合材料(简称P-PLA),其中松木粉为填充剂,目的在于提高PLA 的可成形性,降低材料在SLS 加工过程中的收缩变形。 通过研究P-PLA 的SLS 可加工性,基于多层SLS 试验结果与材料的物化特性,获得了合适的SLS 工艺参数, 并探究了组分配比对PLA 和PPLA 热行为和流变性能的影响,以及对SLS 制件力学性能、尺寸精度和微观组织等性能的影响。
1 实验部分
1.1 原材料与仪器
实验原材料包括:松木粉,外观为淡黄色,松装密度0.19 g/cm3,干燥后备用;PLA 3052D,外观为白色粉末状,松装密度0.52 g/cm3。
实验仪器包括:ZS-350 旋涡振荡筛、SHR-50A高速混合机、STA 449F3 同步热分析仪、TGA 5500热重分析仪、AFS 360 快速成形设备、Byes 3003 电子万能力学实验机、SRZ-400E 熔融流体速率测定仪、FEI Quanta 200 扫描电子显微镜等。
1.2 材料制备
(1)将松木粉和PLA 粉末分别置于温度100 ℃和45 ℃的恒温箱干燥处理12 h,期间每隔3 h 翻动一次粉末,使粉末均匀受热。
(2)将干燥处理后的两种粉末分别按一定的质量比进行混合,先低速(750 r/min,15 min)、后高速(1500 r/min,5 min),混粉过程中料缸物料温度控制在40 ℃以内。 其中, 样品中松木粉添加量分别为10%、20%、30%和40%, 分别简称为10%P-PLA、20%P-PLA、30%P-PLA 和40%P-PLA。
(3)将混合制备好的P-PLA 粉末密封保存,防止再次受潮。
1.3 激光烧结成形
图1 是激光烧结的成形原理,采用AFS 360 快速成形设备执行, 该设备配备波长为10.6 μm 的CO2激光器,辊轮铺粉层厚≥0.1 mm,光斑直径约为0.4 mm。 基于材料热性能和5 层SLS 试验结果,获得组分配比对P-PLA 激光烧结成形性能影响的参数:预热温度137 ℃、预热时间2 h、激光功率22 W、扫描速率2000 mm/s、扫描间距0.15 mm、分层厚度0.2 mm。
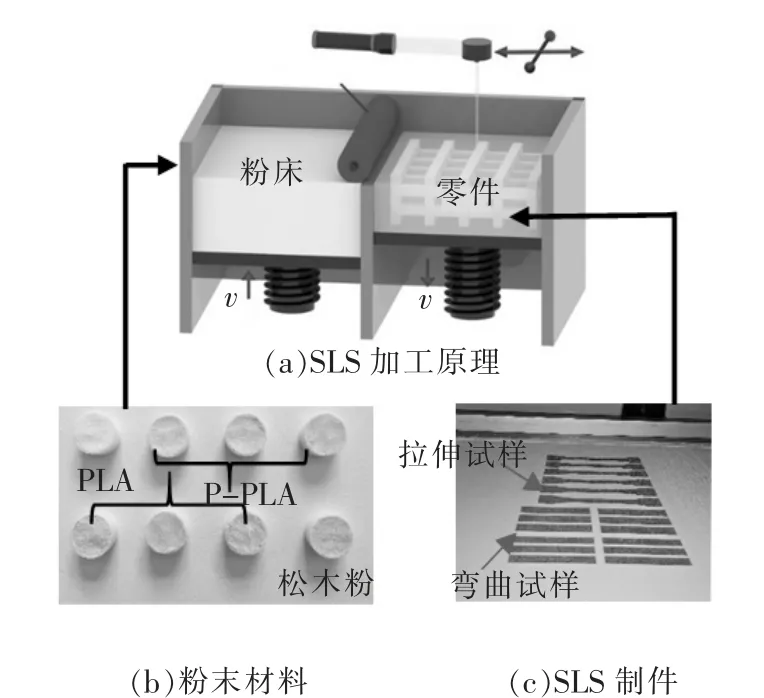
图1 P-PLA 粉末激光烧结实验
1.4 性能表征
粉末的热性能采用同步热分析仪表征,升温速率为10 ℃/min,测试温度为40~240 ℃;热降解温度采用热重分析仪表征,测试速率为10 ℃/min,测试温度为40~600 ℃;熔体流动指数(MFI)采用熔融流体速率测定仪检测,测试区间为150~165 ℃,测试标准参照ISO 1133:2005。
制件的力学性能采用电子万能试验机测试,每组测试6 个试样,测试结果取平均值,测试标准参照ISO 527-1 和ISO 178:2001;尺寸相对误差通过式(1)进行计算:

式中:Rac为实际尺寸,mm;Rid为模型尺寸,mm。
当Vr>0 时,表示制件发生膨胀,实际尺寸大于模型尺寸;当Vr<0 时,表示制件发生收缩,实际尺寸小于模型尺寸。
2 结果与讨论
2.1 粉末性能
图2 描述了PLA 3052D、20%P-PLA 和30%PPLA 的热性能变化,可见纯PLA 的玻璃化转变温度Tg为65 ℃, 结晶温度Tcc为109 ℃。 当Tcc为100~120 ℃时,PLA 中既存在有序度较低的α′型晶体,也存在有序度高的α 型晶体[17]。 PLA 分别在150 ℃和154 ℃处存在双峰吸热的熔化峰[18], 其中低温峰(Tm1=150 ℃) 发生了α 型晶体的熔化和α′晶型到α晶型的相变,而高温峰(Tm2=154 ℃)与α′-α 晶相变过程中形成的α 晶的熔化有关[19]。 事实证明,此PLA的Tm低于左旋聚乳酸(PLLA)或右旋聚乳酸(PDLA)的Tm(170~180 ℃)[20]和立体复合晶体PDLA 的Tm(220~230 ℃)[21],这证明PLA 3052D 在不需要高温的情况下便易于加工。
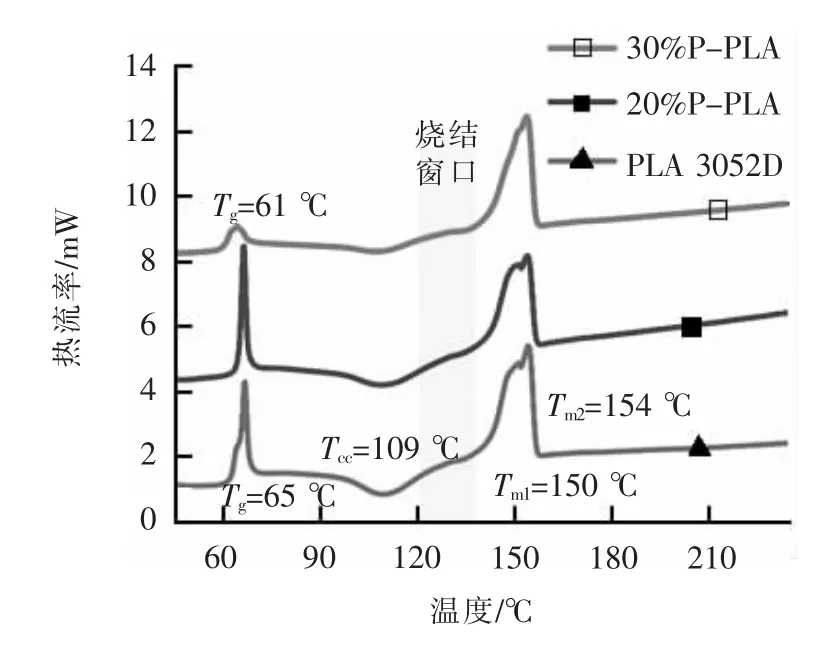
图2 PLA 3052D 及P-PLA 的热性能变化曲线
激光烧结加工的烧结窗口由结晶的结束温度和开始熔化的温度决定。 从20%P-PLA 和30%PPLA 的热性能曲线可看出,松粉的添加量对P-PLA的Tcc和Tm几乎没有影响,30%P-PLA 的Tg大约为61 ℃。因此,PLA 和P-PLA 烧结窗口为123~140 ℃,结合试验结果选定合适的预热温度为135~140 ℃。
图3 是PLA 3052D 与松木粉的TGA 曲线,可见两者的热分解温度(Td)分别为300 ℃和275 ℃。在300~385 ℃区间内,PLA 质量急剧下降, 温度达400 ℃时PLA 便完全分解;而松木粉在275 ℃左右开始热分解, 但到600 ℃以上的高温才充分燃烧掉。 加入松木粉会降低PLA 的热稳定性,但能提高它的可成形性, 需要注意的是,P-PLA 的加工温度不得高于组分的最小Td,否则会降低材料的性能。
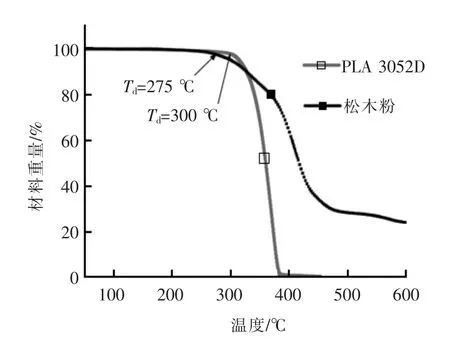
图3 P-PLA 组分的热重曲线
表1 是PLA 3052D 和P-PLA 在150~165 ℃区间内的熔体流动指数,流动指数越高表明流动性越强。 结果表明,PLA 和P-PLA 的熔体流动性随加热温度的升高而提高; 对于不同质量比的P-PLA,流动性随松木粉含量的增加而降低。 研究表明,材料的MFI 与其熔体黏度、材料相容性密不可分,聚合物基复合材料的熔体黏度在一定条件下随温度升高而降低[22-23],此外非熔融松木粉的加入增加了PPLA 的熔体黏度,导致MFI 随松木粉添加量的增加而降低的趋势[24]。
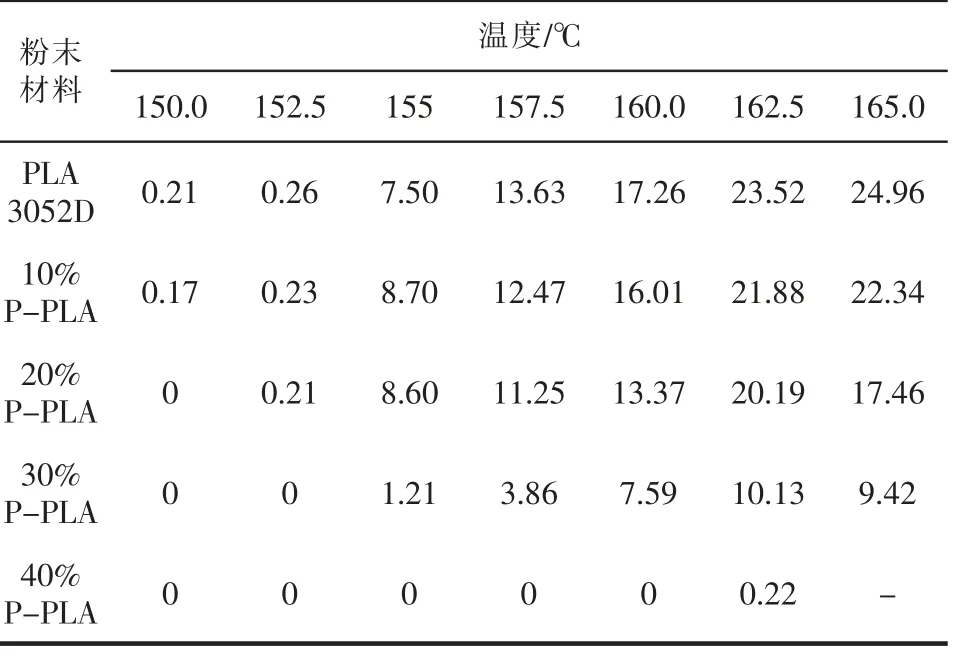
表1 不同配比P-PLA 的熔融流动性能 单位:g/10 min
值得注意的是,松木粉含量为20%~40%时,PPLA 的MFI 在162.5 ℃时最高,从结果可知,这是由于PLA 与松木粉在此温度下的相容性达到最佳。松木粉含量为40%时P-PLA 几乎没有熔体流动性,这可能是因为PLA 与松木粉在高温下的熔体流动性差异较大所导致。
2.2 制件性能
表2 展示了PLA 3052D 和P-PLA 激光烧结制件的密度、拉伸强度和弯曲强度,可见这些指标都随着松木粉含量的增加而降低,过高的松粉用量时会导致制件的力学性能差、易断裂。 课题组还研究了以松木粉和改性聚醚砜(CoPES)为原料的木塑共混物(P-CoPES)的成形性能,对比两种制件的力学性能对比见图4。
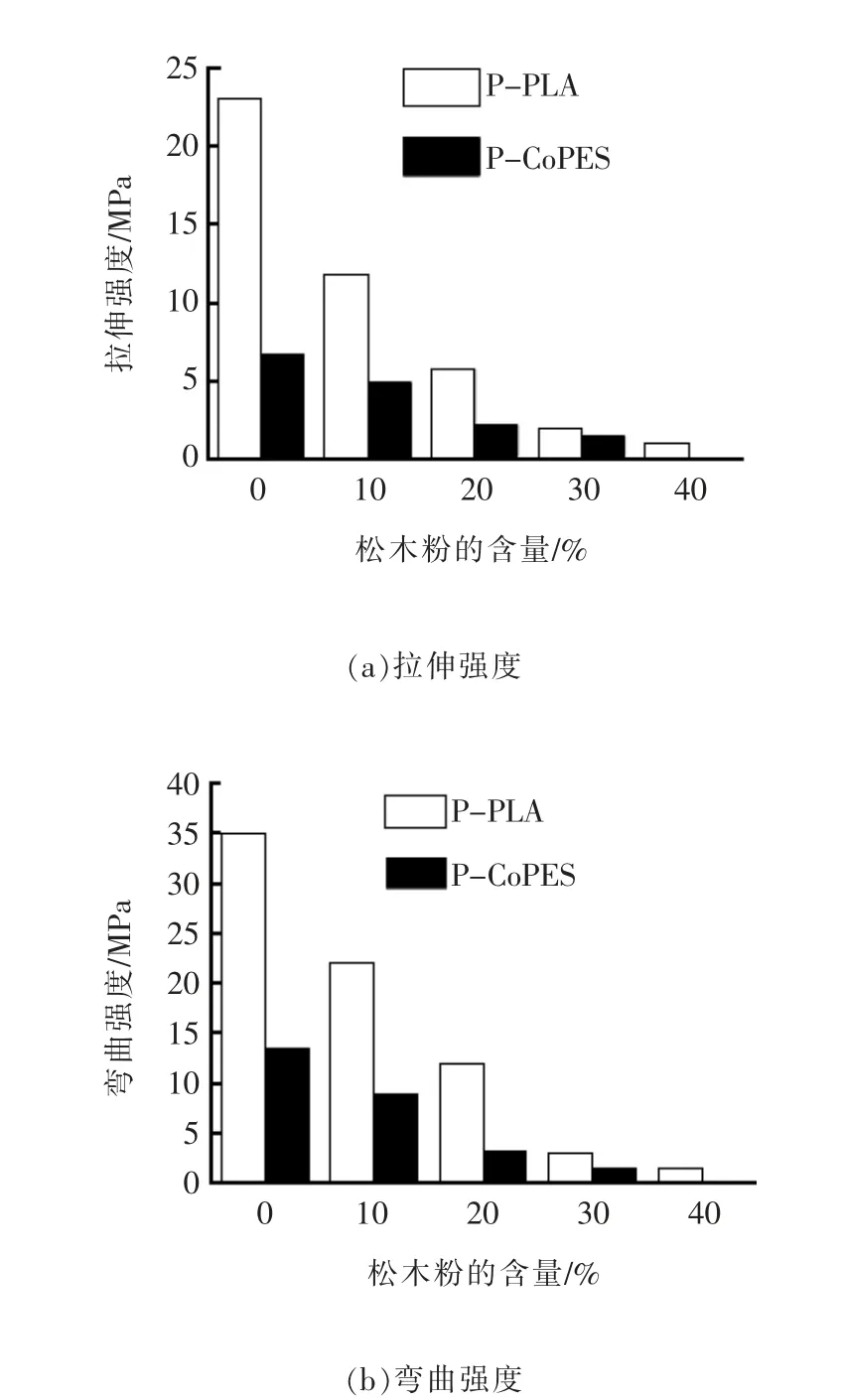
图4 不同组分配比下P-PLA、P-CoPES 激光烧结制件的力学性能
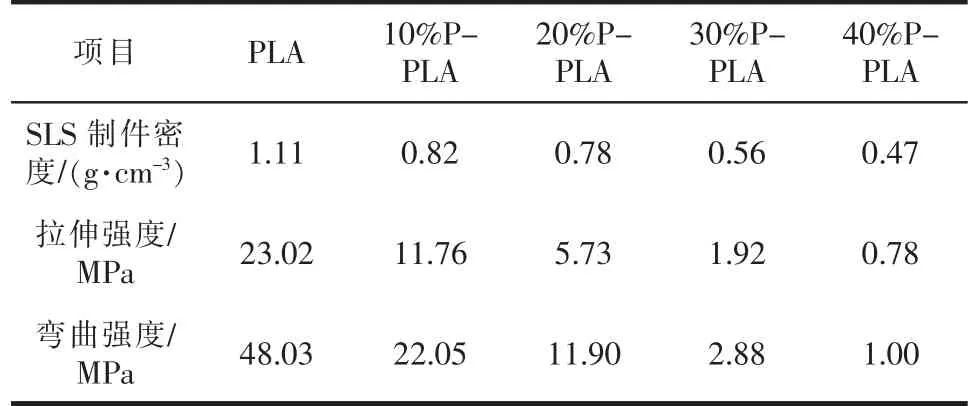
表2 不同组分配比P-PLA 激光烧结制件的力学性能
通过对比图可知,PLA 激光烧结成形制件的力学强度大幅领先于CoPES 激光烧结成形制件。当松木粉添加量低于20%时,PLA 和CoPES 作为基体材料,其性能对相应制件的力学性能起着至关重要的作用;当松木粉添加量高于30%时,两种制件的力学性能显著下降,已无法开展后续应用;当松木粉含量为40%时,P-CoPES 制件在取用过程中已难以保持完整的结构。
图5 是PLA 3052D 和P-PLA 激光烧结制件的断面微观形貌, 可揭示制件力学性能下降的原因。由图可见,PLA 和10%P-PLA 激光烧结制件中存在一些圆形凹坑,这可能是由于共混物没有完全干燥在SLS 加工过程中高温下产生蒸汽而形成。 PLA 激光烧结制件相对致密,颗粒几乎完全熔化,仅存在一些封闭的气孔;随着松木粉含量的增加,制件的气孔和未闭合通道明显增多,这会严重导致制件的力学性能下降。 实则,P-PLA 激光烧结制件的力学性能、微观形貌随松木粉含量的变化趋势与MFI 值变化趋势有较大关系, 松木粉含量增加,P-PLA 熔体的黏度随而升高,这意味着熔体的凝聚和烧结动力将被阻碍,使制件内部出现孔隙和未闭合通道。
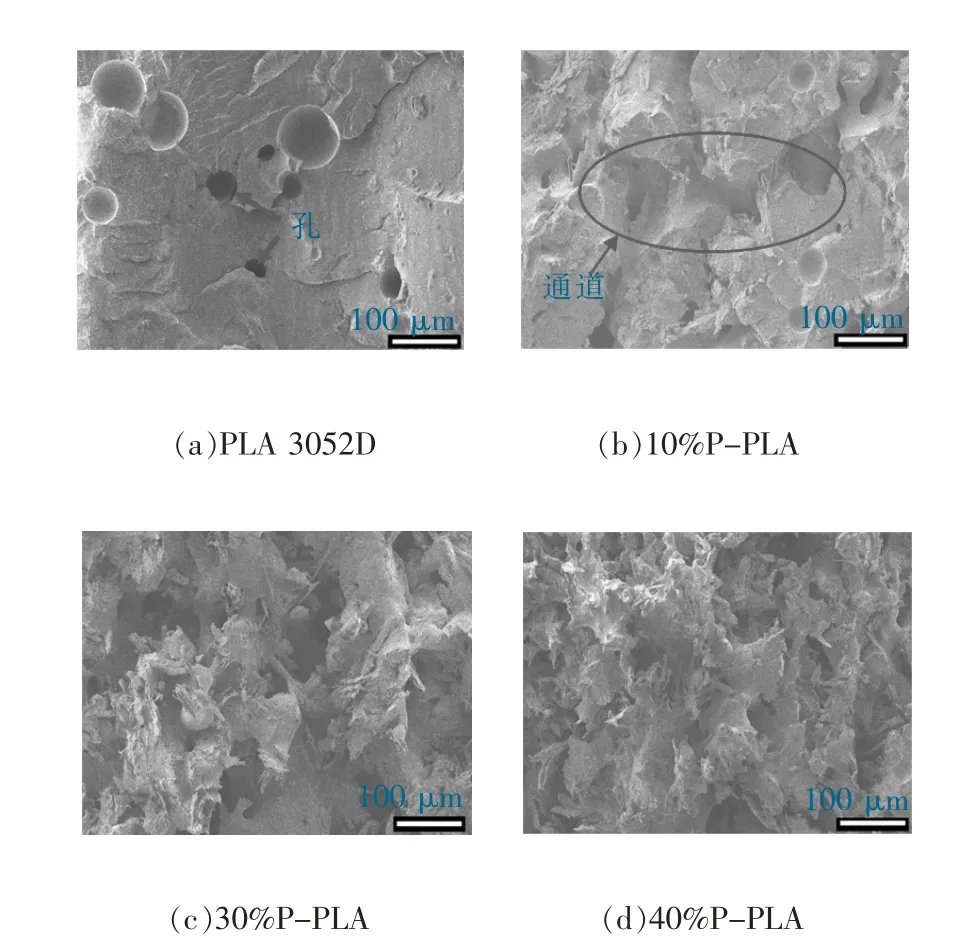
图5 PLA 3052D 和P-PLA 激光烧结制件断面的微观形貌
另一方面,松木粉的存在限制了PLA 熔体的运动, 随着更多的松木粉支撑零件结构,PLA 熔体在凝固过程所产生的收缩和残余应力也会降低,使PPLA 制件的形变减小。表3 是组分配比对P-PLA 激光烧结制件X-Y 平面和Z 方向的尺寸相对误差的影响,其中正值为膨胀、负值为收缩,可见松木粉的加入有助于降低制件的收缩率。 结果显示,当松木粉的添加量为30%时, 制件在X-Y 平面的相对误差值最低,收缩率从4%降至0.31%;当松木粉的添加量为40%时, 制件在Z 方向的相对误差值最低,从3.25%的收缩变为0.13%的膨胀。

表3 不同组分配比P-PLA 激光烧结制件的尺寸相对误差
3 结论
松木/聚乳酸共混物是一种可激光烧结成形的木塑复合材料,通过研究这两种材料的物化特性获得激光烧结成形的工艺参数,研究组分配比对松木/聚乳酸激光烧结制件性能的影响,得到以下结论:
(1)松木粉的添加含量几乎不影响共混物的结晶温度和熔融温度, 也不影响材料的加工温度,但会降低共混物的玻璃化转变温度和热降解温度,影响熔体的流动性与制件的力学性能。
(2)随着松木粉含量的增加,松木/聚乳酸共混物的熔融流动性能降低,导致激光烧结制件的孔隙率升高、力学性能降低,但最终制件的形变降低且尺寸精度提高。
猜你喜欢
化工管理(2022年27期)2022-11-15
化工管理(2022年15期)2022-11-15
化工管理(2022年24期)2022-11-09
大型铸锻件(2022年4期)2022-08-16
铝加工(2022年3期)2022-07-07
冶金能源(2022年1期)2022-02-18
发明与创新·大科技(2020年6期)2020-06-22
科学与财富(2020年33期)2020-03-10
幸福·悦读(2017年2期)2017-03-07
中国信息化·学术版(2013年7期)2013-09-03
