
建筑钢结构焊接施工技术分析
2022-07-02 01:38边伟超
中国建筑金属结构 2022年6期
边伟超
0 引言
在建筑建设理念逐渐转变的过程中,钢结构成为建筑工程的关键结构形式。而焊接是钢结构施工的关键环节,只有科学应用焊接施工技术才能保障施工质量。因此,本文对建筑钢结构焊接施工技术进行简要分析。
1 钢结构与焊接概述
1.1 钢结构
钢结构指的是钢制材料制成的结构,是关键的建筑结构。钢结构主要是由钢板、型钢等材料制成的钢柱、钢梁以及钢桁架等构件,应用了镀锌等工艺。在钢结构当中,各个部件与构件之间需要通过焊缝、铆钉等方式连接起来。相比于传统的建筑结构,钢结构具有自重轻、操作简单等优势,所以在超高层等建筑中的应用范围较为广泛。
1.2 焊接
焊接又被称为熔接,指的是通过高温、加热或高压等方式将金属或热塑性材料连接起来的技术。焊接主要包括熔接、压焊以及钎焊等方式,其中熔焊指的是对材料进行加热连接;压焊指的是对材料施加一定的压力;钎焊指的是利用熔点较低的金属材料当作钎料,并将其与焊材连接起来。
2 钢结构焊接技术
2.1 低温焊接技术
传统的钢结构焊接技术主要包括低温焊接技术与高温焊接技术,其中低温焊接技术的应用频率较高。低温焊接技术所应用的焊接温度相对较低,但仍然需要做好保温工作与防护工作。即在焊接之前,焊接人员需要通过有效措施将焊接区域密封起来,从而减少焊接过程中的热量损耗。其次,在低温焊接过程中需要先对钢材料进行预热,且需要确保预热温度不超过焊接温度。此外,在焊接时若应用气体保护焊这种方式,焊接人员需要做好气瓶的保护工作。
2.2 高温焊接技术
高温焊接技术所采用的焊接温度较高,且对焊接材料的强度有较高的要求。在全面处理焊接材料的焊缝与接头时,焊接人员需要确保焊接材料的各项指标符合要求,且需要确保焊接材料的冲击韧性符合要求,这样才能够提高焊接质量。
2.3 电加热技术
传统的钢结构焊接施工包括焊前预热与焊后保温等环节,而这些环节都应用到了火焰加热的方式。但建筑工程中钢结构的交叉点较为复杂,且钢板厚度与构件的截面较大,利用火焰加热的方式可能会出现加热不均匀等情况,便会影响到钢结构焊接质量。而应用电加热技术可以增强加热温度的可控性与加热的均匀性,有利于提高钢结构焊接质量。在应用电加热技术时,焊接人员需要根据钢结构的形状、尺寸选择合适的电加热器,之后利用电脑控制加热过程。焊接人员需要先进行钢结构中心位置的加热,再进行焊缝及其两侧的加热,并根据材料情况明确加热温度。在完成焊道焊接之后,需要立即进行后热,一般需要将温度控制在250~300℃。如果外界环境的温度在0℃以下,需要适当提高后热温度。
2.4 焊接应力实时监测技术
为了提高焊接质量,需要利用监控系统实时监测焊接应力。即在焊接过程中,焊接人员需要利用自动化监测系统对腰桁架、钢管柱等部位的应力情况与应变情况进行实时监测,从而充分掌握钢结构中的规律,并根据实际情况调整施工计划,从而降低出现钢结构变形等问题的几率。
3 建筑钢结构焊接施工技术的应用
某高层建筑的总高度为252m,外围应用了十字形钢柱截面,其中间属于多层形式的腰桁架,内圈核心筒位置需应用加密梁,对焊接质量有较高的要求,且作业难度相对较大。该工程当中应用了钢管柱、十字柱、组合柱等不同类型的钢结构,需要进行全位置焊接、平焊、立焊。
3.1 焊接工艺
(1)科学选择焊接方法。该工程的焊接熔敷量相对较大,且各个工序之间的衔接较为紧密,因此需要采用二氧化碳气体保护焊这种方式进行焊接。相比于其他焊接方式,二氧化碳气体保护焊具有多重优点。首先,该焊接方式的焊接效率较高,且不会造成钢结构出现严重变形等情况。其次,该焊接方式的灵活性较强,具有较强的表面抗锈能力。此外,该焊接方式的经济性较强,不需要进行熔渣处理。但是,二氧化碳气体保护焊会受到风等外界因素的影响,且焊接过程中可能会造成气孔等问题。因此,在采用这种焊接方式时需要综合分析环境因素,并做好焊接保护工作,保障焊接质量不受影响。
(2)科学选择焊接材料。在进行钢结构焊接时,施工单位需要根据实际情况科学选择焊材(如表1 所示)。
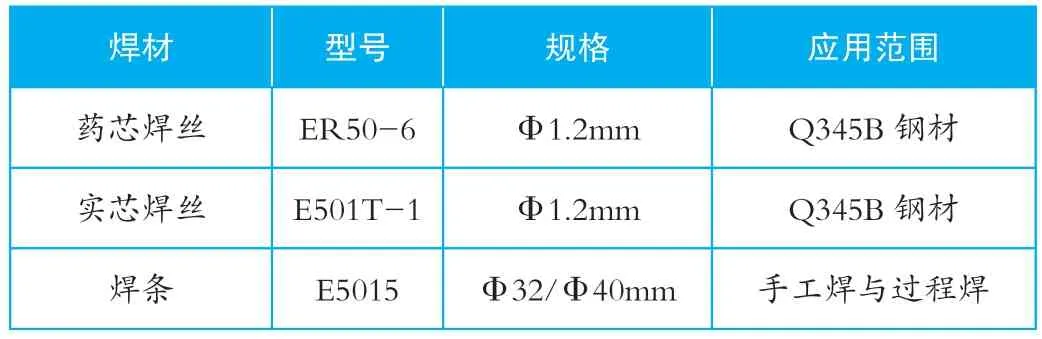
表1 钢结构焊接焊材
(3)科学选择坡口形式。为了有效应用钢结构焊接技术,焊接人员需科学选择坡口形式。该建筑工程的钢结构属于中厚板,所以焊接量相对较大,很难控制钢结构变形情况。如果没有做好坡口设计工作将直接影响施工质量。首先,若坡口的角度过小将无法满足熔合比的要求,可能会导致钢结构根部没有完全焊透,继而加大熔敷量与收缩应力。同时,会导致深窄焊缝的成型系数较小,会影响到一次结晶的效果。其次,若坡口的角度过大将会增加焊接量,导致焊缝出现变形收缩等情况。且会影响到钢结构的初始应力,加大钢结构的控制难度。此外,若选择的坡口形式不合理会加大钢结构变形的几率,缩小操作空间。
因此,在该建筑工程中选择了V 形坡口与K 形坡口,并将坡口角度设置为了40±2°。
3.2 焊接过程控制
(1)优化焊接顺序。钢结构焊接与土建有较大的关系,因此施工单位需要每隔三四层设置一节深化钢柱。例如,需要根据土建进度提前进行一层的对接立缝焊接。在焊接层面钢梁时,焊接人员需要先焊接外圈梁,从而降低焊接收缩对应力造成的影响,避免钢结构出现严重的变形情况。在焊接十字柱与组合柱的对接缝时,需要先利用对称焊接的方式进行腹板焊缝的焊接,从而通过纵向应力提高十字缝的焊接质量。组合柱腹板的焊缝属于K 形坡口,因此需要安排两名焊接人员进行反向焊接。在焊接过程中,需要先对十字缝进行分段焊接,之后再根据先长后短的原则进行焊接。其次,腹板右侧有T 形缝,属于组合柱的现场拼接立缝,其侧板面相对较宽,若利用电立焊法进行焊接可能会导致腹板变形。所以需要安排两米焊接人员进行对称分段焊接,即先进行打底层的焊接,再进行填充层与盖面层的焊接。
(2)科学控制焊接参数。为了提高焊接质量,焊接人员需要科学控制焊接参数。即焊接人员需要控制板厚、坡口形式、电流、电压、气体流速以及焊接速度等参数,并根据实际情况进行调整。
(3)科学控制操作环境。该建筑属于高层建筑,所以大多数钢结构焊接施工环节都属于高空作业。在焊接过程中可能会受到环向气流等因素的影响,会加速焊缝冷却。因此,在施工过程中焊接人员需要通过有效措施保障焊接质量。例如,焊接人员可以利用药芯焊丝代替实芯焊丝、缩短焊道、加大二氧化碳气体流量,从而提升焊接质量。若在冬季施工,需要安装防风平台,从而有效控制操作环境,减少风、低温等因素的影响。
4 建筑钢结构焊接施工技术中的问题
4.1 焊接技术与焊接材料问题
在社会经济快速发展的过程中,建筑工程的规模与数量不断攀升,钢结构也在建筑工程中发挥着重要作用。但是,钢结构焊接质量仍然比较低,这是由多种因素造成的。例如,焊接人员的焊接技术水平较低、所选择的焊接材料不合理等。
4.2 气孔问题
钢结构焊接过程中经常出现气孔等问题,且以现有的技术水平无法有效解决这一问题,需要积极引进先进技术。首先,在焊接过程中若没有做好防风工作就可能会导致气体进入熔池当中,继而造成气孔。同时,若没有做好焊丝清理工作与焊接材料的烘焙工作也会造成气孔现象的出现。若想避免气孔的出现,焊接人员需要做好焊丝清理工作并科学选择烘焙工艺与防风手段。其次,在焊接过程中需要有效控制焊接速度,若出现气孔问题需及时利用机械打磨技术进行处理。
4.3 局部变形问题
在钢结构焊接过程中,若存在焊接材料刚度不符合要求或质地不均匀等情况就会导致钢结构出现收缩变形等问题。且若没有做好焊缝的处理工作也会导致钢结构出现收缩变形等情况。其次,若焊接人员没有按照相关规定进行焊接可能会出现操作失误的情况,继而导致钢结构出现局部变形。钢结构局部变形不仅会造成应力的集中,也会严重降低钢结构的性能。若想控制变形问题,焊接人员需要科学进行焊接缝的设计,增强焊接缝分布的匀称性。同时,焊接人员也需要控制焊接细缝的密度,避免钢结构出现局部变形。
4.4 人员问题
人员问题主要包括焊接人员问题、技术人员问题与质量检验人员问题。(1)焊接人员问题。焊接人员是焊接技术的应用人员,其专业能力将影响焊接质量。从实际情况来看,焊接人员的技术水平相对较高,但是其职业素养、工作态度等各个方面存在一定的问题。因此,施工单位需要定期对焊接人员进行考核。(2)技术人员问题。当前,国内技术人员的资格认证系统主要包括全国统一的职业资格考试系统与企业内部的职称评定系统。其中,国家统一的职业资格考核具有要求严格等特点,但是相关部门还没有将焊接技术纳入职业资格考核范围当中。而企业职称评定系统属于企业内部行为,无法进行统一规定。(3)质量检验人员问题。建筑钢结构焊接质量检测人员主要包括无损检测人员与质量检验人员这两种,其中无损检测人员具备国家发放的资格证书,而质量检验人员仅受到岗前培训,不具备大量的专业知识,无法准确把控焊接质量。
5 提高建筑钢结构焊接施工质量的策略
5.1 优化焊接与切割工艺
钢结构在建筑工程中发挥着重要作用,而焊接技术影响着钢结构的稳定性,只有提高焊接质量才能充分展现钢结构的价值与性能。施工单位需要不断优化焊接材料及焊接与切割工艺,避免焊接过程中出现气孔等问题。(1)施工单位需要科学选择焊接材料。常用的焊接材料有焊条、焊丝、焊剂等,需要根据工程要求明确焊接材料的参数,确保焊接材料的质量符合施工要求。(2)施工单位需要优化焊接与切割工艺,提升工艺应用质量。例如,在自动化与智能化技术不断发展的过程中,施工单位可以将智能化焊接与智能化切割应用在钢结构焊接当中,这样不仅可以节约原材料,也可以改善施工品质。
5.2 提高焊接技术水平
在钢结构施工过程中,科学应用焊接技术可以提升钢结构的施工质量,施工单位需从多个方面入手提升焊接技术应用水平。即施工单位应积极引进先进技术与材料,提升钢结构焊接水平。一方面,施工单位可以在传统的低温焊接技术中应用一些新技术。钢结构焊接一直存在冬季低温焊接难度大等问题,传统的焊接技术也无法有效减轻环境影响,因此需要将一些新技术应用在低温焊接技术中。施工单位可以选择氢元素含量较低的焊接材料,并做好焊接材料的保温与烘焙工作,从而维持焊接材料的特性;在焊接前需要做好预处理工作,避免直接焊接影响到焊接材料的性能,同时也需要搭设一些防护空间,提高预处理质量;需要对焊接部位进行提前预热,并适当增加焊缝的宽度与长度,避免后续出现收缩裂纹等情况;在完成焊接后需要做好保温工作,避免钢结构受到低温的影响,降低钢结构出现裂纹的几率。另一方面,施工单位可以在厚钢板结构焊接技术中应用一些新技术。在建筑建设水平不断提升的过程中,钢结构所采用的钢板厚度会不断增加,因此需要优化厚钢板焊接技术。在焊接过程中,焊接人员需要先科学选择坡口形态,为厚钢板的焊接提供便利。例如,焊接人员可以选择双U 型坡口,也可以选择X 型坡口。在明确坡口形态后,焊接人员应明确坡口角度。若是单面焊接可以将角度设置得小一些,从而控制焊接残余应力。
5.3 提高人员素养
钢结构焊接的专业性较强,焊接人员的素养将直接影响钢结构焊接质量。且焊接技术与焊接材料不断变化,对焊接人员提出了更高的要求。为了让焊接人员掌握更多的焊接技术,施工单位需加大对焊接人员的培训力度与考核力度。施工单位可以将焊接人员培训与考核工作划分为岗前培训、岗位培训与专业考核。(1)岗前培训。施工单位需要提高焊接人员的聘用门槛,确保所选择的焊接人员具备丰富的焊接经验、大量的专业知识与较高的技术应用水平,从本质上提升焊接队伍的素养。在上岗之前,需要对焊接人员进行岗前培训,增进焊接人员对建筑钢结构焊接的了解,并对焊接人员进行一定的测试,确保焊接人员持证上岗。(2)岗位培训。在施工过程中,施工单位也需要加强培训,提高焊接人员的技术应用水平,让焊接人员根据建筑工程的实际情况选择合适的焊接方法与材料。
6 结语
钢结构施工是建筑工程施工的关键环节,施工单位需要充分了解建筑工程的实际情况,科学选择焊接方法与焊接材料,加强焊接过程控制。同时,为了避免出现气孔、局部变形等问题,也应当提高焊接技术水平与人员素质,从而提高建筑工程的施工质量。
猜你喜欢
中国金属通报(2022年1期)2022-06-02
山东冶金(2022年1期)2022-04-19
锻压装备与制造技术(2021年2期)2021-07-19
项目管理技术(2016年6期)2016-05-17
大型铸锻件(2015年4期)2016-01-12
应用科技(2015年5期)2015-12-09
河南科技(2014年18期)2014-02-27
河南科技(2014年3期)2014-02-27
城市地质(2012年2期)2012-03-20
中国工程咨询(2012年12期)2012-02-13
