
津西2 000 m³高炉焖炉和复风操作实践
2022-07-06 08:54赵建宇李建伟
中国钢铁业 2022年4期
赵建宇 李建伟
1.前言
津西股份2号高炉有效容积2000m3,高径比2.522,属于矮胖型高炉。设计有三个铁口成“Y”型布置,30个风口。为积极响应国家环保号召,于2021年3月14日满料焖炉。因公司前期烧结工序“去限产”,烧结产能不能满足高炉需要,只能配加部分落地矿。考虑到落地矿性能相对较差,专门制定了严谨复风准备工作和一系列技术方案,以保证复产后快速全风。本次 高炉因环保限产共计休风17天54分钟,于4月1日0:42送风,32分钟后引气,4月3日9:00全风操作。
2.焖炉操作
2.1 焖炉前期准备工作
科学选择焖炉配料参数是高炉顺利复风达产的核心。本次焖炉配料的原则是确保炉内充分升温,炉缸能储存足够的热量,确保渣铁有充足的物理热及良好的流动性。为此,焖炉料由净焦+负荷料组成,并分多段陆续交替加入,保证了复风后炉缸热量充足、炉料透液性及透气性良好。最终设定焖炉全焦比1.4t/t, 预定铁水含硅1.5%,渣碱度R2=0.9%,吨铁渣比438.2kg。另外,为确保复风后生成的炉渣在低温具有良好的流动性,焖炉料按设定铁中锰含量为0.99%,渣中CaF2含量3%,配加萤石、锰矿以降低炉渣黏度;利用硅石控制炉渣Al2O3在16%以下,并配加白云石提高炉渣MgO含量,改善炉渣流动性。其中负荷料降低球团矿配比至7%,减少了钛负荷,有利于促进渣铁流动性。见表1。
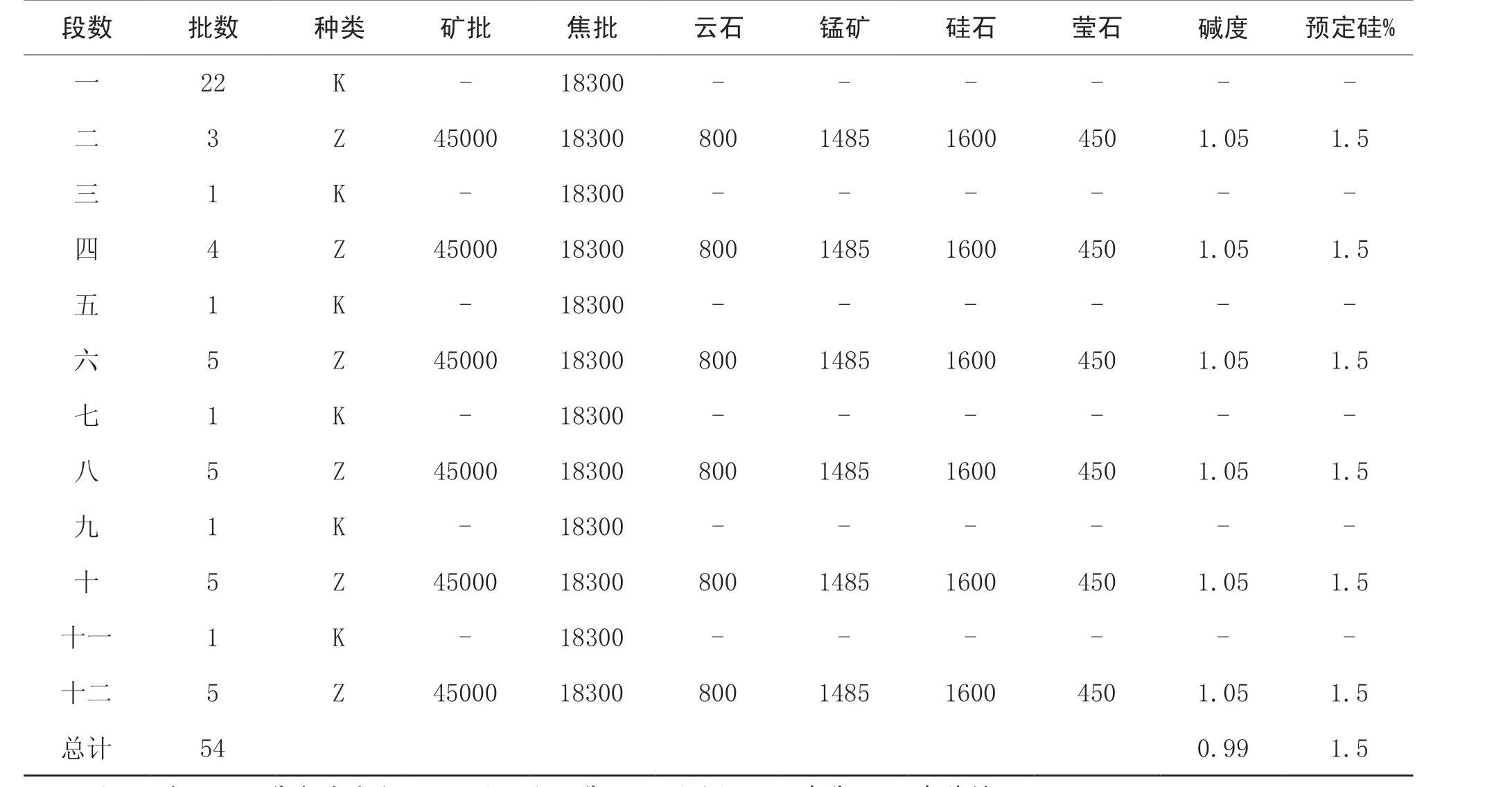
表1 焖炉料的组成 kg
2.2 休风操作
合理的焖炉料是高炉复产后能否快速顺产达产的关键。高炉于3月14日6:00开始,小时煤量由43吨逐步降低至25吨,16:30开始下焖炉料,逐步降低炉渣碱度,炉温由0.3%提至0.8%,铁水物理热1500℃~1530℃,最后一次1号铁口适当提高铁口角度、大喷铁口,出净炉内渣铁。停炉前炉况顺行,炉温符合焖炉预定值,渣铁流动性良好。3月14日23:48分休风停产焖炉。
2.3 密封工作
焖炉的目的是为了最大限度保证炉缸温度,减少高炉热损失,并为后续高炉炉况顺行提供有力保障。津西股份2号高炉本着“只有封好炉,才能开好炉”的原则,严密组织封炉工作。主要采取的措施:
(1)上部密封:为了有效做好炉顶密封工作,隔断空气与炉料的接触,故炉顶采取盖水渣封炉,总计加水渣约43吨。布完水渣后料面无明显火焰,炉顶温度控制在45℃以下,此时料线为1.3米。
(2)中部密封:适当降低冷却强度,休风停炉5小时后工业水循环泵停泵1台(共2台),停炉7小时后软水循环泵停泵1台(共2台),冷却壁软水流量在3200m3左右(每区800m3),停炉4天降至2400m3(每区600m3),一周降至1600m3(每区400m3)。
(3)下部密封:休风后迅速卸下吹管,每个风口堵泥量10cm后放入切割好的耐火砖,然后堵满小套,并在大套与小套之间填满河沙,外部用耐火砖砌筑放上有水炮泥,炮泥表面涂抹黄油,确保密封效果。
3.开炉操作
3.1 复风前准备工作
3.1.1 设备及能源介质方面
高炉送风前必须进行充分的设备调试、试车和各种能源介质的再确认,以及高炉送风前工艺和生产组织方面必要的准备工作,以确保高炉送风后各系统的运转正常和生产组织系统流畅,为高炉尽早恢复提供保障。送风前要对槽下上料及炉顶系统、炉前设备、冷却系统、渣处理系统、炉顶氮气及炉顶洒水装置、重力除尘器、热风炉及干法除尘系统、喷煤系统、自动化、仪表系统、能源介质9个系统进行确认。
3.1.2 送风风口的确定
本次开炉选定2号铁口出铁(2号铁口方向备有干渣坑),因此确定送风风口为2号铁口上方及周边15个风口送风,风口号为5号~19号,送风面积占全风口面积的50%。送风风口清净中小套内凝结渣铁,向下挖至全是燃烧焦炭,其标准是打开氧枪的氧气、压缩空气后,铁口上方风口前焦炭逐渐暗红,说明该铁口与上部风口通畅。未送风风口用砖堵好,外面再用有水炮泥堵上,确保送风后不能自动吹开。
3.1.3 铁口埋氧枪
考虑到2号高炉焖炉时间较长,炉缸温度低,冷凝渣铁流不动或流动性差,难以排出的问题,采取了埋氧枪开炉,氧枪提前20小时埋入铁口持续吹氧燃烧,提高炉缸温度,使炉缸内冷凝的渣铁熔化,加速形成炉缸渣铁,使其尽快从铁口排出。
3.2 复风操作
3.2.1 第一阶段,高炉复风—稳步恢复阶段
第一阶段高炉操作。4月1日0:42分开始送风,风压80kpa,风量2160m3/min,风温630℃,送风初始料线2.08 m,5号-19号共计15个风口送风,送风总面积0.1641m2(焖炉料线1.4,证明密封效果较好)。根据开炉方案,2号铁口出铁。
开炉料配加使用高碱度烧结矿/球团/块,比例为85%:7%:5%,减少了入炉料钛含量,并分批加入硅石、萤石及锰矿,目的是降低炉渣粘度,改善渣铁流动性,有利于铁水在炉内渗透和顺利排出。复风后补净焦2批,既补充热量又增加炉料透气性,1:15高炉引煤气成功。2:25出第一炉渣铁(约5吨左右)。见表2。

表2 出铁时间及渣铁成分 %
5:10分开始捅风口、加风,16:00-18:00期间,因炉前出铁不及时和炉温、碱度上行趋势,造成高炉透气性及透液性恶化,此时18号19号风口涌入部分渣铁。为把事故降到最小,高炉逐步由280kpa减风180kpa。4月2日6:00,炉温下降2.18%,炉内渣铁大量排出,气流逐步稳定,高炉逐步加风至283kpa,14:40分风压285kpa,高炉开始喷煤。见表3。

表3 高炉加风情况
3.2.2 第二阶段 高炉喷煤—全风、全风口阶段
第二阶段高炉操作。4 月2 日1 4:4 0 分风压285kpa,高炉风压加至全风的70%,开始喷煤,初始喷煤量10t/h,16:00开始富氧3000m³/h,此时送分风口占全风的80%。 4月3日9点风压410kpa,高炉全风操作,历时56小时18分。见表4。
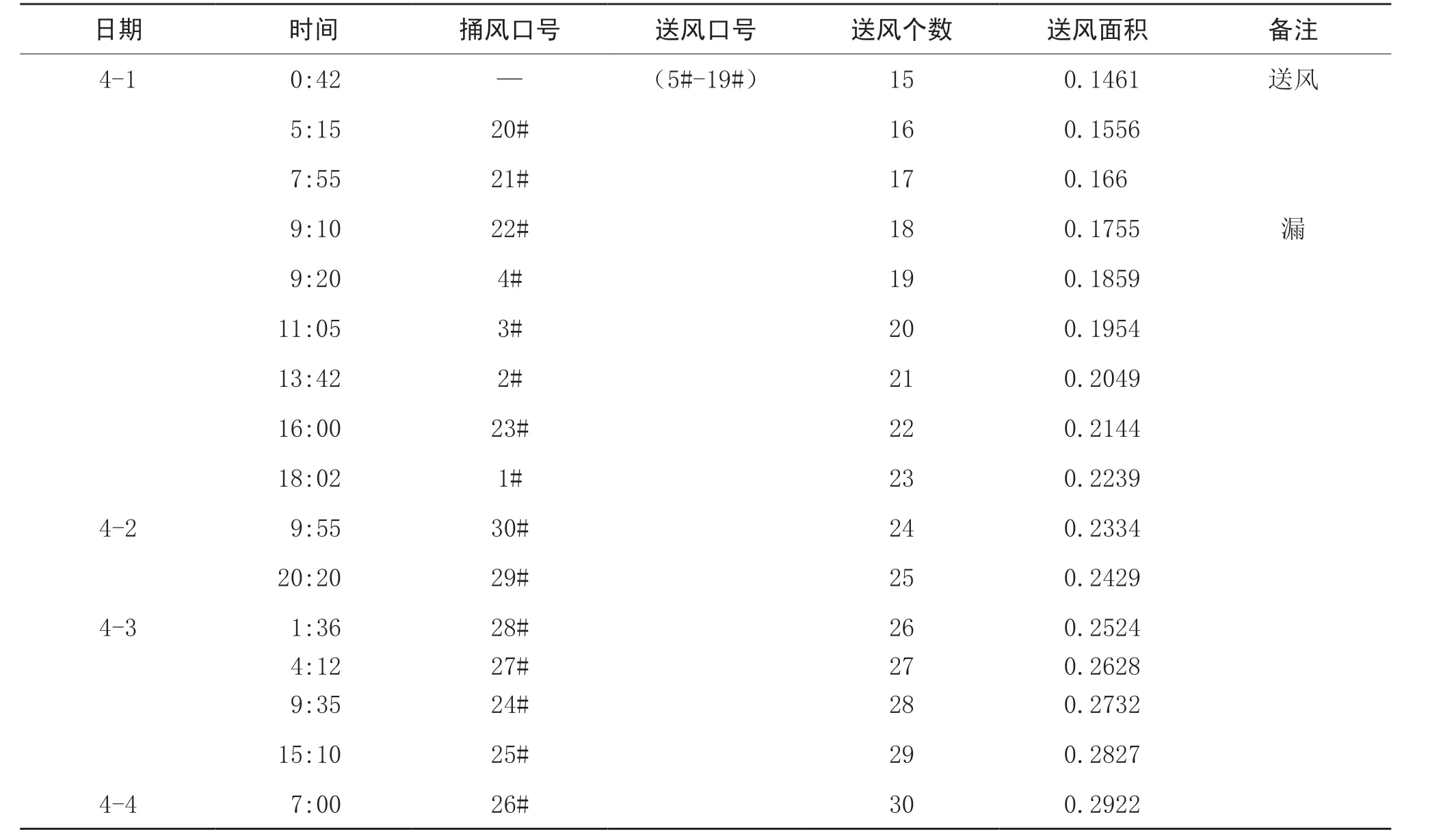
表4 捅风口情况
3.3.3 第三阶段 强化冶炼阶段达产
4月3日全风后,高炉提高热风温度至1200℃、富氧量10000m³/ h,增加小时喷煤量至32吨,调整焦炭负荷至4.5 t/t。4月4日高炉日产铁6082吨(复风第4天),利用系数3.04t/m³.d,焦比降至330kg/t,炉温稳定在0.35%~0.4%水平。见表5。

表5 高炉经济指标 kg/t
(1)热制度的调整:高炉在保持铁水物理热1500℃基础上,以降硅不降热为原则,稳步降低铁水含硅在0.35%~0.40%水平;随着喷煤量逐渐增加,热风温度控制在1200℃;增加焦炭负荷,由全焦负荷2.58t/t调整至喷煤负荷4.5t/t。
(2)造渣制度的调整:根据生铁含硫和炉渣成分实际情况,逐步取消硅石、萤石等配料,炉渣碱度由1.0%调整至1.2±0.03%;渣中镁铝比控制在0.55%左右,在保证炉渣良好流动性前提下,同时也有利于高炉燃料消耗的降低。
(3)装料制度的调整:随着高炉风口、风压、风量的逐渐增加,矿批由45t 调整至66t;逐步增加焦、矿最大角度,布料角度由负3度调整至正1.2度,加重边缘气流同时中心加焦发展中心气流,保持两股气流顺畅,煤气利用率达49.0%。
4.焖炉及开炉评价
4.1 不足之处
(1)炉前组织不严谨,人员安排不合理,延误出铁时间,未按规定时间出净渣铁。
(2)4.1日后期,因加负荷过慢,生铁含硅3.47%、炉渣碱度1.39%、渣铁粘度大、渗透性不好,导致渣铁流动性差,甚至18号19号两个风口出现涌渣、灌渣现象,影响了后续喷煤。
(3)选择单侧开风口送风,料面偏尺严重,局部时有气流出现,可以考虑2号3号铁口上侧对称开风口。
4.2 成功之处
(1)本次焖炉期间料尺仅下降60cm,说明采用炉顶盖水渣焖炉及快速堵风口等密封措施取得了良好效果。
(2)因复风前3个铁口使用氧枪伸入铁口内,加热炉缸,尽可能熔化炉缸内冷凝的渣铁从铁口排出,使铁口和风口保持畅通,缩短高炉开炉和炉况恢复时间,为第一炉铁顺利排出奠定基础。
(3)开炉前对炉前设备、卷扬设备、热风设备进行试车确认,没有因设备故障延误炉内加风及炉前出铁。
5.结论
(1)高炉封炉是关键。必须遵循“只有封好炉,才能开好炉”的原则,封炉后,炉顶温度控制在45℃以下。
(2)长期焖炉复风前必须保证送风口与铁口贯通,形成“三通”状态。
(3)长期焖炉复风后,热制度与造渣制度 匹配尤为重要。本次开炉,当炉温在1.0%、炉渣碱度在1.18%的范围,最适宜高炉加风。
(4)合理安排炉前人员,工作配合到位,保证及时出净渣铁。
(5)焖炉前天降低高炉喷煤量,减轻焦炭负荷,增大炉料焦矿比例,提高炉料透气性,为开炉工作提供有利条件。
猜你喜欢
宝钢技术(2022年2期)2022-11-23
宝钢技术(2022年3期)2022-11-22
华北理工大学学报(自然科学版)(2022年3期)2022-05-11
现代交通与冶金材料(2022年2期)2022-03-29
渔业致富指南(2021年21期)2021-11-29
新疆钢铁(2021年1期)2021-10-14
中国金属通报(2021年5期)2021-05-21
北京工业大学学报(2021年2期)2021-03-09
石油沥青(2020年6期)2021-01-08
江西水产科技(2020年5期)2020-11-30
