二次润叶工艺参数对打叶质量的影响研究
2022-07-09 12:47李方新尼奇峰王泽理
甘肃科技 2022年4期
李方新,尼奇峰,王泽理
(甘肃烟草工业有限责任公司,甘肃 兰州 730050)
打叶复烤是各卷烟工业所调烟叶的前沿加工厂,好的打叶质量可有效提高烟叶整体品质和卷烟加工品质[1]。作为连接烟叶原料和卷烟加工的重要环节,打叶复烤过程关系到整个卷烟工业可持续、健康和稳定的发展,尤其是随着中式卷烟的不断发展,对打叶复烤后的成品片烟质量提出了更高的要求[2]。
水分、温度及控制指标在整个打叶复烤厂生产中占有极其重要的地位,是重要的评价和控制指标[3]。尤其是预处理段的润叶工序,为后续加工提供符合要求的原料,对后续打叶质量具有很大的影响。
打叶工序是控制大片率、提高中片率、降低小片率、提高长梗率的重要工序,合理的叶片结构已成为卷烟工业对片烟结构的新要求[4]。随着打叶复烤技术的提高,叶片结构品质得到不断的提高,但成品片烟结构稳定性有待进一步提高[5]。本研究通过对二次润叶机参数指标中的打叶指标大中片率、碎片率、叶中含梗率、粗梗率4 个指标间的影响进行评价研究,找出各参数对不同指标的影响作用,为二次润叶工序烟叶水分温度的合理控制提供科学依据。
1 材料与方法
1.1 试验材料
复烤厂打叶复烤车间卷烟工业所调原料混打烟叶,流量6.0 T/h,车间温度28 ℃,车间相对湿度为65%。
1.2 试验仪器
FSJ-114 型植物样本粉碎机(河南扶沟科学仪器厂);CPT 2808 型秒表(深圳市博迅达电子有限公司);TQM23003 型便携式温度仪(深圳市迪特爱投资发展有限公司);DHG-9145A 型电热鼓风干燥箱(上海一恒科技有限公司);AL294 型电子天平(感量0.000 1 g,梅特勒—托利多仪器有限公司)。
1.3 试验设计及方法
试验采用L8(27)[6]进行5 因素2 水平正交设计(表1—表2),其中前汽压力(kPa)设88、60 两个水平;后汽压力(kPa)设73、50 两个水平;滚筒转速(Hz)设27、35 两个水平;热风风机转速(Hz)设40、30 两个水平;加热器压力(kPa)设45、60 两个水平;试验结果采用SPSS 16.0 统计分析软件进行极差和方差分析。
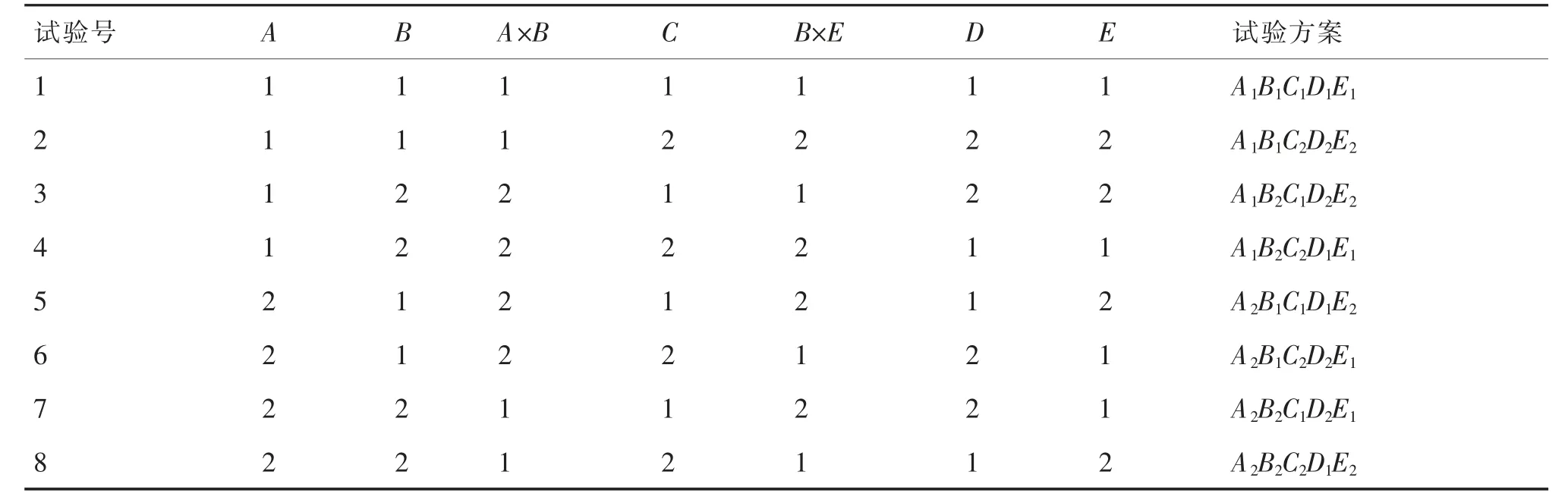
表2 试验方案
试验测定打叶指标包括:大中片率,碎片率,叶中含梗,粗梗。
2 结果与分析
2.1 不同因素水平对大中片率的影响
不同因素水平对大中片率的影响(表3)。结果表明,RA×B>RD>RB×E>RB>RA>RE>RC。方差分析结果表明,前汽与后汽压力交互作用的P 值为0.012 7,接近极显著水平。

表3 试验结果分析(大中片率)
由因素A、B 的二元素(表4)可知其优水平组合为A2B1或A1B2,结合大中片率趋势图(图1),确定优方案为A2B1C1D1E1,即前汽压力为60 kPa,后汽压力为73 kPa,滚筒转速为27 Hz,热风风机转速40 Hz,加热器压力45 kPa 或A1B2C1D1E1,即前汽压力为88 kPa,后汽压力为50 kPa,滚筒转速为27 Hz,热风风机转速40Hz,加热器压力45 kPa。
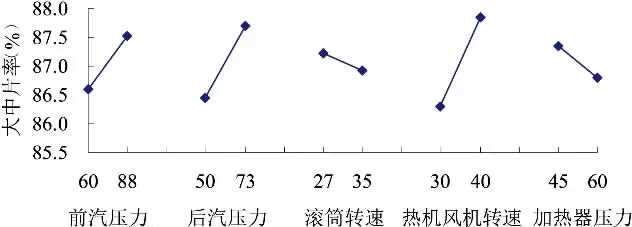
图1 大中片率趋势图

表4 因素A、B 的二元表(%)
2.2 不同因素水平对碎片率的影响
不同因素水平对碎片率的影响(表5)。极差分析结果表明,RAB>RD>RC>RB>RA>RB×E>RE。方差分析结果表明,前汽与后汽压力交互作用的P 值为0.049 4,达到显著水平。
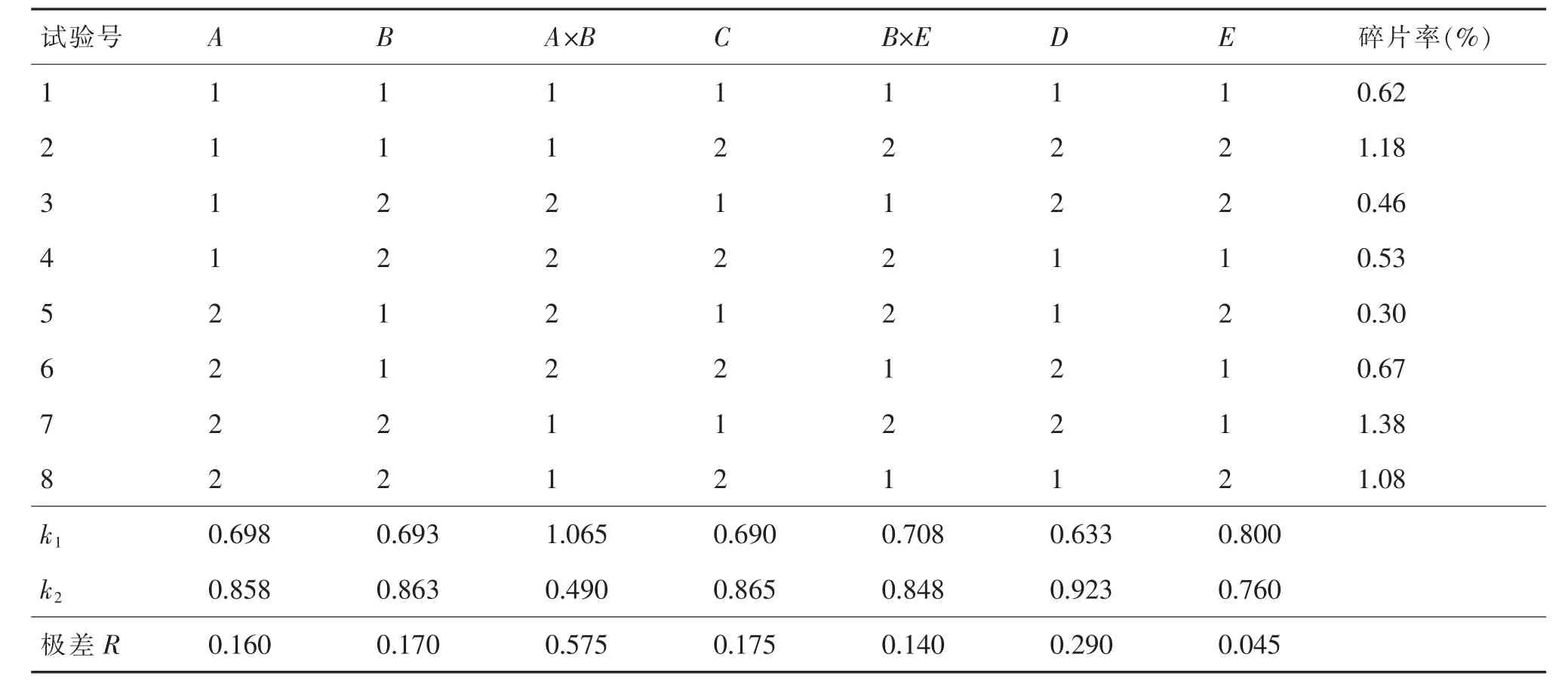
表5 试验结果分析(碎片率)
由因素A、B 的二元素(表6)可知其优水平组合为A2B1或A1B2,结合碎片率趋势图(图2),确定优方案为A2B1C1D1E2,即前汽压力为60 kPa,后汽压力为73 kPa,滚筒转速为27 Hz,热风风机转速40 Hz,加热器压力60 kPa,或A1B2C1D1E1,即前汽压力为88 kPa,后汽压力为50 kPa,滚筒转速为27 Hz,热风风机转速40 Hz,加热器压力60 kPa。
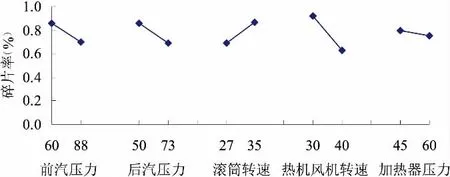
图2 碎片率趋势图
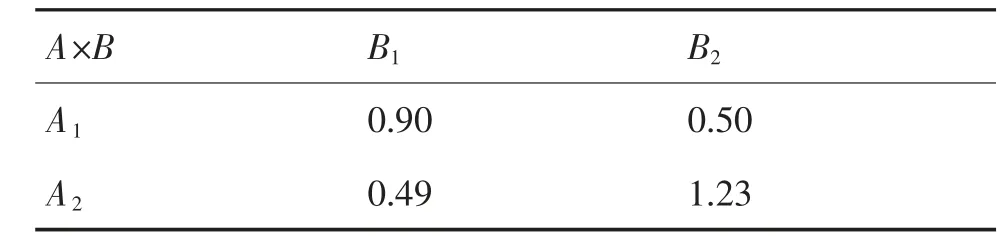
表6 因素A、B 的二元表
2.3 不同因素水平对叶中含梗的影响
不同因素水平对叶片含梗的影响(表7)。极差分析结果表明,RB×E>RA>RAB>RE>RB>RD>RC。

表7 试验结果分析(叶中含梗)
由因素B、E 和A、B 的二元素(表8—表9)可知其优水平组合为B1E2和A1B1,结合叶片含梗趋势图(图3),确定优方案为A1B1C1D2E2,即前汽压力为88kPa,后汽压力为73 kPa,滚筒转速为27 Hz,热风风机转速30 Hz,加热器压力60 kPa。

图3 叶片含梗趋势图

表8 因素B、E 的二元表

表9 因素A、B 的二元表
2.4 不同因素水平对粗梗的影响
不同因素水平对粗梗的影响(表10)。极差分析结果表明,RA>RAB>RB×E>RD>RE>RC>RB。方差分析结果表明,前汽压力的P 值为0.0184,达到显著水平。
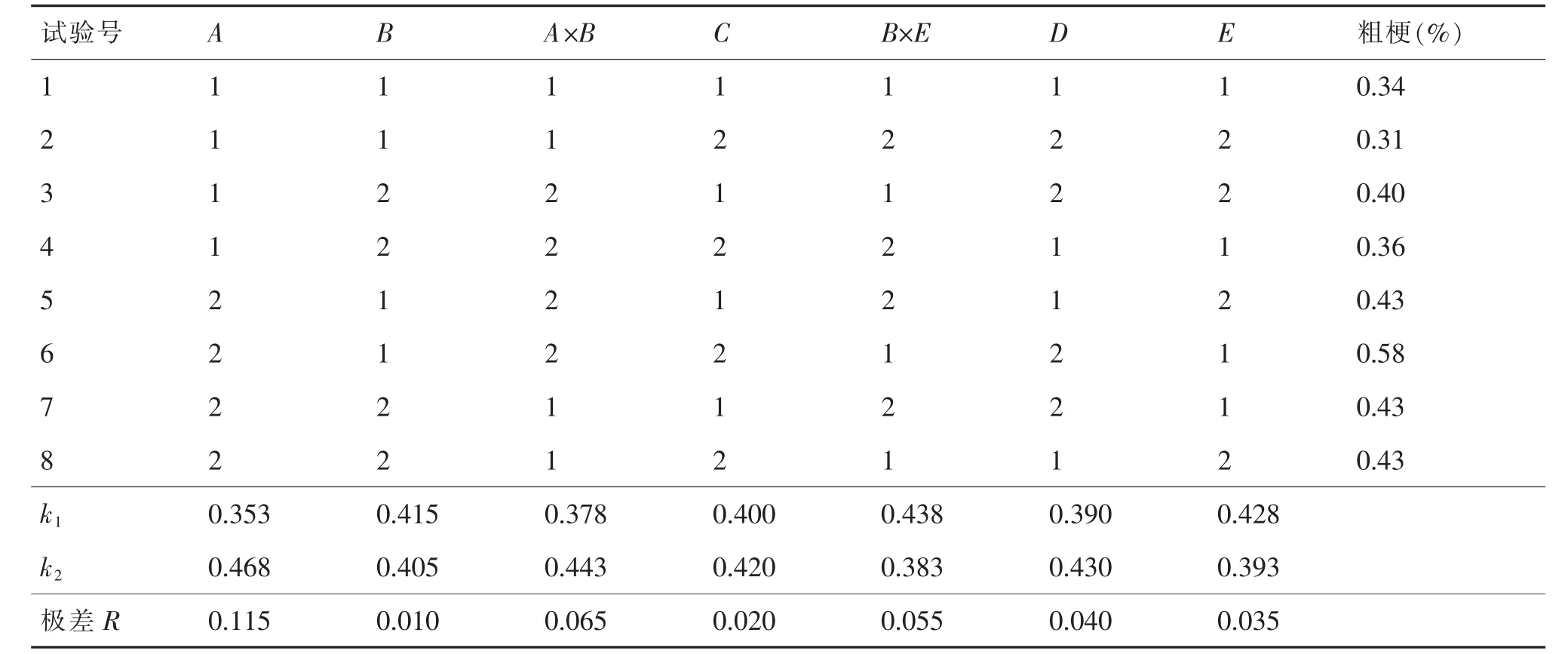
表10 试验结果分析(粗梗)
由因素A、B 的二元素(表11)可知其优水平组合为A1B1,结合粗梗趋势图(图4),粗梗越小越好,确定优方案为A1B1C1D1E2,即前汽压力为88 kPa,后汽压力为73 kPa,滚筒转速为27 Hz,热风风机转速40 Hz,加热器压力60 kPa。
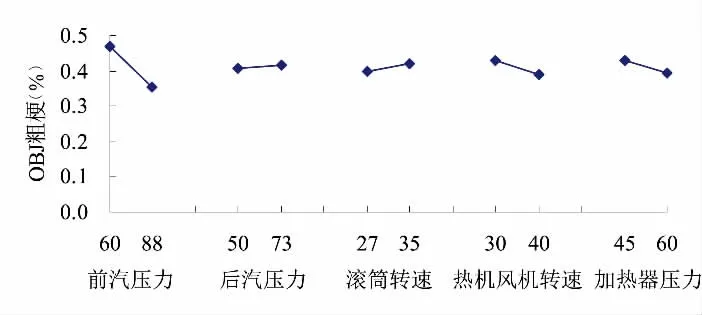
图4 粗梗趋势图
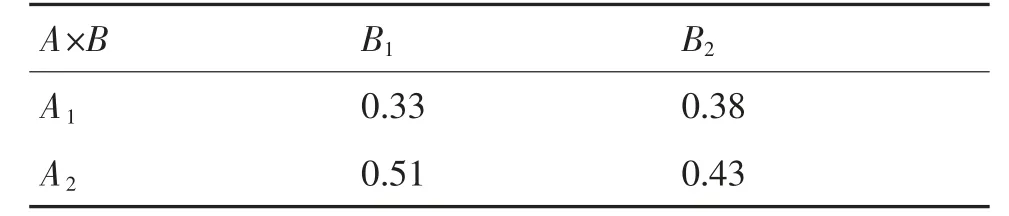
表11 因素A、B 的二元表
2.5 综合分析
通过不同因素水平对所测试验指标影响的综合分析,结果见表12。

表12 综合分析表
(1)前、后汽压力间的交互作用对大中片率和碎片率的影响排第一位,均达到显著水平,优组合均为A2B1或A1B2,对叶中含梗和粗梗的影响排第二位,不显著,优组合均为A1B1。前、后汽压力间的配合是影响大中片率和碎片率的主要和重要因素,影响叶中含梗和粗梗的主要因素。
综合考虑A、B 的四个二元素表,取A1B2为优搭配,即前汽压力为88 KPa,后汽压力为50 kPa。
(2)滚筒转速对碎片率的影响排第三位,对其他指标的影响均排在后两位,均不显著,说明滚筒转速仅对碎片率有较大影响。优水平均为C1,即27 Hz。
(3)热风风机转速对大中片率和碎片率的影响排在第二位,对粗梗的影响排第三位,优水平均为D1,对叶中含梗的影响排第五位,不显著,优水平为D2。热风风机转速是影响大中片率和碎片率的主要因素,对粗梗也有较大影响。综合考虑取D1,即热风风机转速40 Hz。
(4)加热器压力除对叶中含梗有较大影响外,对其他指标的影响均较小,综合考虑取E2。
综上所述,优组合为A1B2C1D1E2,即前汽压力为88 kPa,后汽压力为50 kPa,滚筒转速为27 Hz,热风风机转速40 Hz,加热器压力60 kPa。这与根据二润后烟叶水分、温度确定的优组合完全一致。
3 结论与讨论
通过试验结果分析可知前、后汽压力间的交互作用对大中片率和碎片率的影响较大,对叶中含梗和粗梗也有一定的影响,滚筒转速对碎片率有较大影响,热风风机转速是影响大中片率和碎片率的主要因素,加热器压力对叶中含梗有较大影响。润后烟叶水分的稳定性有利于提高打叶质量,但温度过高对打叶质量产生不利影响,在一定温度下提高其水分有利于提高打叶质量。
通过对二次润叶工序各参数与打叶各标间影响的分析,优化二次润叶工序各参数,达到最佳组合,对二次润叶效果进行有效控制和改善,便于合理及时地调整工序参数,使二次润叶效果快速的达到打叶指标要求,对提高整体烟叶质量具有深远的指导意义。
猜你喜欢
幼儿教育(2022年10期)2022-10-28
机械管理开发(2022年9期)2022-09-23
保鲜与加工(2022年8期)2022-09-01
农业与技术(2022年8期)2022-04-28
石油沥青(2021年3期)2021-08-05
幼儿教育·父母孩子版(2021年6期)2021-08-05
节能技术(2021年6期)2021-02-25
北京汽车(2019年2期)2019-05-16
汽车电器(2018年1期)2018-06-05
船海工程(2018年1期)2018-03-01