选煤厂浮选智能控制升级改造研究
2022-07-14 10:04乔霈俊
机械管理开发 2022年6期
乔霈俊
(山西汾西矿业(集团)贺西煤矿, 山西 吕梁 033300)
引言
选煤厂采用智能化技术可在一定程度上提升生产效率并降低作业人员数量及劳动强度[1-2]。为此,众多研究学者对选煤厂智能化展开研究,其中王然风等[3]依据以往研究成果给出智能化选煤厂构建体系,具体可通过构建智能化物联网层、控制层、决策层等方面实现;卫中宽等[4]指出实现选煤厂智能化关键是实现浮选、跳汰、重介分选等环节设备智能化控制以及智能化监测;穆路路等[5]提出综合使用无线传输技术、PLC、3D 可视化、智能控制平台等,实现选煤厂重点生产环节设备运行控制以及监测,达到减人增效目的。浮选是选煤厂主要生产环节之一,用以实现煤泥水中尾矿、精煤分离,浮选是利用煤粒、矸石粒间的亲水差异特征,通过添加捕获剂提高浮选效果。浮选药剂添加量、矿浆浓度、流量等均会影响浮选效果,现阶段选煤厂药剂添加一般根据经验确定,同时存在自动化程度低、添加量精度控制差以及与矿井性质不匹配等问题。为此,文中就对选煤厂浮选智能化控制展开研究,以期更好地促进选煤厂浮选工作开展。
1 浮选厂浮选系统概述
山西某选煤厂浮选系统物料源于煤泥水车间底流,通过煤泥泵将浓缩底流泵送至矿浆准备器,捕获剂、起泡剂等药物也添加至矿井准备器内;矿浆在经过搅拌、分层、刮泡等操作后,采用浮选机浮选。浮选机浮选得到的精矿流至精煤筒内后经过压滤机处理形成精煤,并通过精煤转载皮带外运;浮选机尾矿首先用压滤机处理并流入浓缩池,旋流器处理得到的底流为中煤,溢流先后通过二段浓缩池、压滤机处理后得到煤泥。具体浮选工艺流程见图1。文中就依据选煤厂浮选实际情况针对性提出浮选智能化控制系统。

图1 选煤厂浮选工艺流程
2 浮选智能化控制系统
2.1 智能化控制系统结构
设计的浮选智能化控制系统采用电磁流量计、浓度计以及计量泵等对矿浆、干煤泥等参数进行监测,并通过PLC 内置的逻辑控制程序对浮选机加药量进行动态调整,从而实现浮选设备智能化运行,具体系统结构见图2 所示。

图2 浮选智能化控制系统结构
浮选智能化控制的核心是实现矿浆、煤泥参数监测并实现加药量智能控制。智能控制系统关键子系统包括有药剂储备、定量添加输送、捕获剂以及起泡剂定点定量添加系统等,具体结构见下页图3 所示。
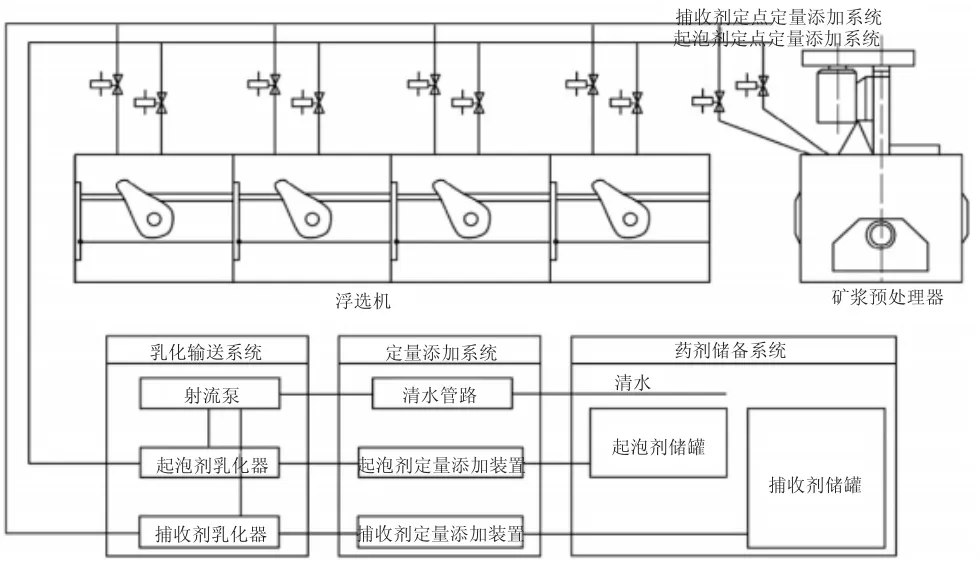
图3 浮选药剂智能控制系统结构
智能加药系统关键设备为PLC、控制柜、变频器、触摸屏等,用以实现药剂智能添加。各子系统结构组成为:药剂储备系统结构包括有药剂罐、输送管路、液位计以及滤网等,以存储药剂;定量添加系统设备有计量泵、过滤器等,以便实现浮选药剂添加;乳化输送系统硬件设备包括有射流器、射流泵,通过提高药剂扩散效果提升浮选效率;定点定量添加系统硬件有电磁阀、电控系统,实现定点、定量添加药剂。
2.2 智能化运行分析
药剂添加量直接影响浮选效果,而添加量直接影响因素包括有矿浆浓度、流量等。为此智能化控制系统根据传感器监测结果对智能调整药剂添加量。当监测到矿浆浓度不变时,随流量增加而增大,具体药剂添加量增幅应与流量增加增幅一致;若入料量不变而浆液浓度出现变化时,则由小沉浮试验确定药剂- 浓度变化曲线确定药剂添加量;若矿浆浓度、流量等同时变化时,则药剂调加量控制较为困难。具体在控制系统中采用(A-Bq)函数调整药剂添加量,具体(A-Bq)函数为:

式中:Iq为计算确定的药剂添加量,kg/t;A、B 为调整系数,无量纲;q 为浓度,g/L;Q 为流量,m3/h。A、B 值原始数据可通过小沉浮试验确定,可依据后续浮选效果对A、B 值进行调整。
传感器检测结果传输给智能控制系统,后通过内置程序实现确定药剂添加量Iq,通过PID 运算对I(药剂实际添加量)与Iq(计算确定药剂量)进行比对,若I处于值Iq允许范围内时,则保持药剂添加量不变;若实际值I 明显高于或者低于计算值Iq,则智能加药系统调节添加量,确保实际添加量处于合理范围内。
3 现场应用效果分析
选煤厂浮选机为XJM-S28,处理量约为2.5 万t/月,药剂消耗量约为1.2 kg/t,采用浮选智能控制系统后药剂消耗量降低约10%,预计月可少消耗药剂约5.5 t。具体应用前后浮选效果对比情况见表1 所示。

表1 智能控制系统应用前后浮选效果
将浮选智能控制系统进行工程应用,对应用期间浮选机工作情况进行监测,经现场应用后浮选产品合格率100%、精煤产率提高约2%,预计每月可增加精煤产量约420 t,新增产值约38 万元。
4 结语
浮选系统是选煤厂生产过程中重要环节,为提高浮选效率并提高智能化控制程度,根据选煤厂浮选系统现场实际情况对浮选系统进行智能化改造。具体采用传感器对浮选入料性质、流量等进行监测,并依据监测结果确定药剂添加量。对浮选智能化控制系统结构、功能以及药剂智能添加进行分析,并进行工程应用。浮选智能化控制系统应用后,浮选阶段精煤产率提高约2%、药剂消耗量减少约5.8 t/月,可直接创造经济效益约38 万元;同时应用智能化系统后,浮选环节药剂添加基本摆脱人工操作,作业人员仅需要设定参数并巡检即可,明显提升了浮选环节效率。
猜你喜欢
选煤技术(2022年3期)2022-08-20
选煤技术(2022年2期)2022-06-06
选煤技术(2022年1期)2022-04-19
有色金属科学与工程(2022年1期)2022-03-12
湖南有色金属(2021年5期)2021-10-23
煤炭加工与综合利用(2021年7期)2021-08-26
煤炭加工与综合利用(2020年11期)2020-12-16
矿山机械(2020年11期)2020-11-25
矿冶(2020年4期)2020-08-22
世界有色金属(2020年1期)2020-03-26