
次磷酸盐-环四硅氧烷双基化合物复配二乙基次磷酸铝对PA6的阻燃性能研究
2022-08-01 01:13魏思淼邵路山刘艳婷赵思衡
中国塑料 2022年7期
魏思淼,邵路山,许 准,刘艳婷,赵思衡,许 博*
(1.北京工商大学化学与材料工程学院,北京 100048;2.北京建筑材料检验研究院有限公司,北京 100041;3.郑州财税金融职业学院,郑州 450048)
0 前言
在过去的几十年里,PA6 由于其具有良好的韧性、自润滑性、耐热性及低摩擦系数等综合性优点,被广泛应用于轨道交通、汽车、飞机制造、电子电器、家具制品、电线电缆等众多领域。但又因其燃烧时放热量大、燃烧过程中不自熄,使得树脂材料迅速分解产生熔滴,伴随大量浓烟,导致火势的迅速传播和蔓延,对人们的生命财产安全和社会公共安全造成威胁,使得赋予PA6 材料优异的阻燃性能成为当前研究的重点[1]。由于PA6 加工温度过高,传统阻燃剂的热稳定性较低,分解温度低于聚合物的熔融温度,因此会破坏聚合物的力学和化学稳定性能,甚至会造成聚合物基体的分解,使得常规阻燃剂无法满足这类聚合物的加工条件,也无法有效起到阻燃作用,因此开发高效高热稳定性的高加工温度聚合物的阻燃剂已经成为了必要[2]。次亚磷酸及其衍生物因具有高碳化产率、高热稳定性和高阻燃效率的特点,广泛应用于高加工温度聚合物中。次亚磷酸及其衍生物主要是通过形成一个富含含磷碎片和带有阻挡层的磷酸盐的炭层的作用机理来达到阻燃目的。而含硅化合物作为阻燃剂使用时,具有高效、无毒、低烟、环保、低热释放率、抗滴落等性能[3]。同时,次亚磷酸类物质与含硅阻燃剂还具有协效阻燃作用,故在本实验室前期的工作中,尝试将次磷酸铝引入到环四硅氧烷中,最终设计合成了一种新型双基阻燃剂MVC-AlPi[4],达到了双基协同阻燃的效果。
与无机磷系阻燃剂相比,有机磷系阻燃剂与聚酰胺材料具有更好的相容性,而AlPi 作为一种通用有机磷系阻燃剂,虽有着磷系阻燃剂低毒、少烟的优点[5-6],但在阻燃PA6 时,往往需要较高的添加量才能达到UL 94 V-0 级[7],而当含量增加到某一数量时,单纯依靠增加磷系阻燃剂的数量,并不能使材料的阻燃性能明显提升。而笔者前期设计合成的MVC-AlPi 虽然同时具有磷系和硅系阻燃剂的阻燃效果,含磷量却低于AlPi,在高温下还具有较高的残炭率,可以在凝聚相中发挥更好的阻燃效果,故笔者将11%AlPi、11%MVCAlPi 和2.2 %MVC-AlPi/8.8 %AlPi 分别加入到PA6中,探索不同成分间是否具有协同提效作用,以期达到降低阻燃剂中含磷量的目的。
1 实验部分
1.1 主要原料
四甲基四乙烯基环四硅氧烷(MVC),纯度≥95%,中国国药集团化学试剂有限公司;
次亚磷酸(HPA),纯度≥99 %,中国国药集团化学试剂有限公司;
六水合氯化铝(AlCl3·6H2O),纯度≥99%,中国国药集团化学试剂有限公司;
丙醇,分析纯,中国国药集团化学试剂有限公司;
PA6,工业级,纯度≥95%,平顶山神马塑料有限公司;
AlPi,OP935,科莱恩化工(中国)有限公司;
抗氧剂1020、抗氧剂168,纯度≥94 %,国药集团化学试剂有限公司。
1.2 主要设备及仪器
傅里叶变换红外光谱仪(FTIR),Nicolet iN10MX,美国尼高力公司;
固体核磁共振谱仪(31P-SSNMR),Agilent 600M,美国安捷伦科技有限公司;
热失重分析仪(TG),Instrument TGA Q50,美国TA公司;
氧指数测试仪,FTT0080,英国Fire Testing Technology公司;
锥形量热仪(CONE),FTT0007,英国Fire Testing Technology公司;
扫描电子显微镜(SEM),Phenom Pro Desktop,美国飞纳公司;
垂直燃烧试验箱,FTT0082,英国Fire Testing Technology公司;
能量色散光谱仪(EDS),phenom Pro,荷兰Phenom World公司。
1.3 样品制备
MVC-AlPi 的制备:在本实验室前期的研究工作中,已经分3 步合成了一种新型双基阻燃剂MVC-Al-Pi,合成路线如图1 所示[4]。首先,将52.8 g HPA 加入到装有180 mL 丙醇溶液的三口烧瓶中,用机械搅拌器搅拌至完全溶解;搅拌过程中,将溶解在75 mL 丙醇溶液中的34.47 g MVC,通过恒压漏斗向三口烧瓶中缓慢滴加,反应约6 h;然后分3 次向反应体系中加入AIBN 作为引发剂,每2 h 一次,每次加入1.20 g,在75 ℃下搅拌24 h。当混合物变成白色乳液时,将溶于150 mL蒸馏水中的43.38 g AlCl3·6H2O滴加到乳液中,滴加约1 h。约8 h 后,出现更多白色颗粒,反应完全。关闭搅拌器,将反应得到的白色固体颗粒用热水洗涤过滤,直至滤液为中性。过滤完毕,使产物的反应温度保持在120 ℃,干燥24 h,获得产率为89%的最终产物。通过电感耦合等离子体质谱法(ICP-MS)测量得出Al元素含量,并计算出n值;
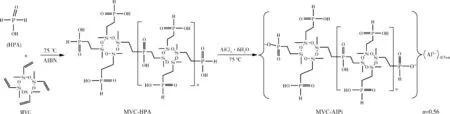
图1 MVC-AlPi的合成路线Fig.1 The systhesis route of MVC-AlPi
PA6 复合材料和对照样品的制备:将MVC-AlPi、AlPi在120 ℃真空烘箱中烘干4 h,在常温下混合后,添加0.4%的抗氧剂1020和0.2%的抗氧剂168,复合材料的样品配方如表1 所示,之后在240 ℃转矩流变仪中熔融共混8 min,最后利用平板液压机模压成3.0 mm厚的标准样条以进行阻燃测试。对照样品PA6也以相同的方式制备,但不添加MVC-AlPi和AlPi。
表1 PA6复合材料的样品配方表 %Tab.1 Formulations of PA6 composite %
1.4 性能测试与结构表征
FTIR分析:在室温下采用MVC-AlPi粉末和溴化钾压片制样,扫描范围为4 000~400 cm-1,分辨率为4 cm-1;
31P-SSNMR 分析采用固体核磁分析仪,共振频率为600 MHz;
LOI 值按照ASTM D2863—1997 进行测试,样条尺寸为130 mm×6.5 mm×3.2 mm;
UL 94 垂直燃烧实验按照ASTM D3801 进行测试,样条尺寸为125 mm×12.7 mm×3.2 mm;
CONE 按照ISO 5600 进行测试,辐射热通量设置为50 kW/m2,样条尺寸为100 mm×100 mm×3 mm,实验所采用的实验结果误差为±10%;
TG 分析:将5 mg 样品置于氧化铝坩埚中,在氮气氛围下以20 ℃/min 的速率从50 ℃升温至700 ℃进行测试;
SEM/EDX 分析:锥形量热仪燃烧后残炭的微观形貌采用SEM/EDX 进行分析测试,测试条件为10 kV电压的高真空环境。
2 结果与讨论
2.1 MVC-AlPi的FTIR分析
MVC-AlPi 的FTIR谱图如图2所示,在1 086、795、1 170 cm-1处均有明显的吸收峰出现,分别与Si—O—Si、Si—C 和P=O 结构的振动有关,初步证明目标产物MVC-AlPi的生成。
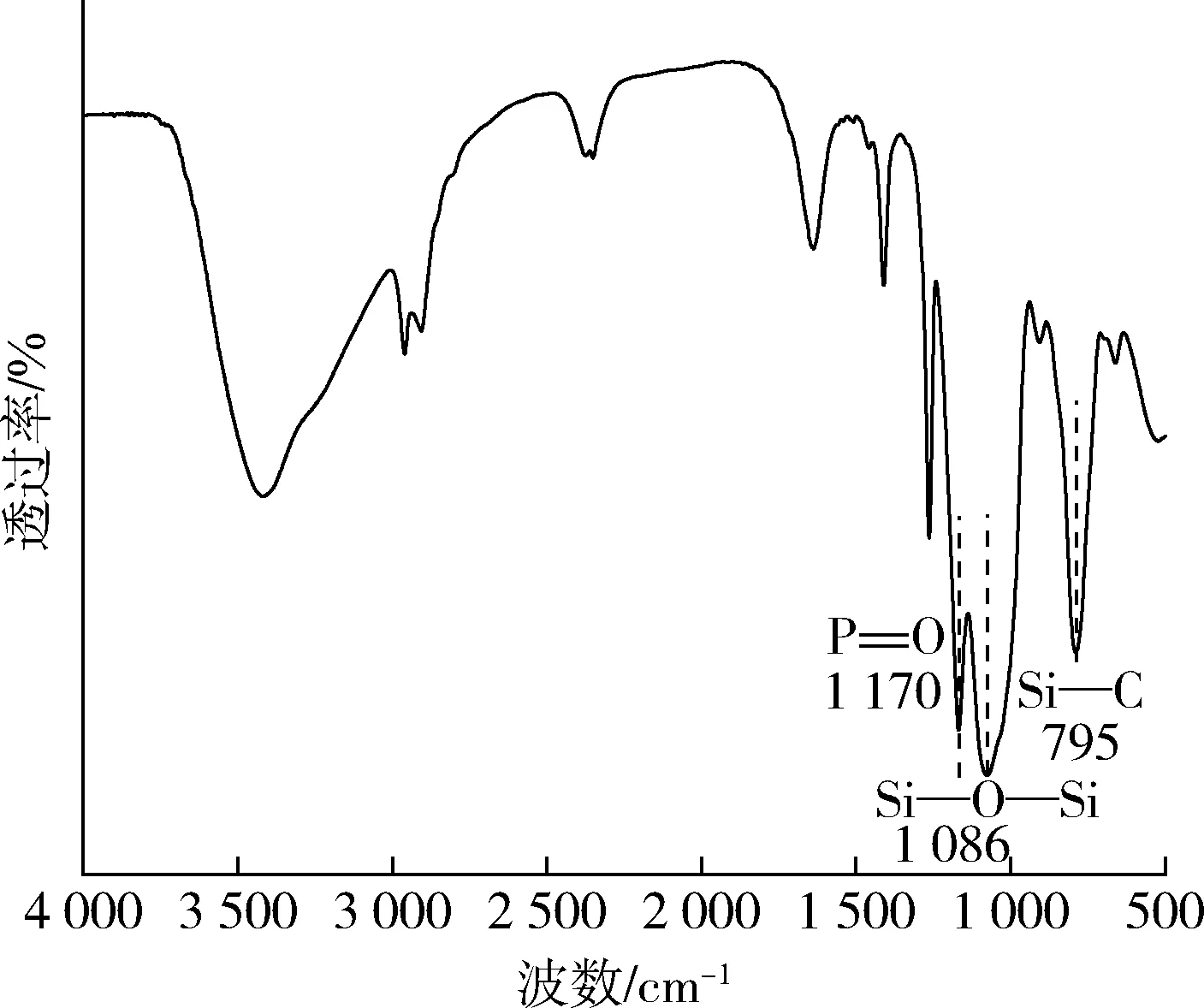
图2 MVC-AlPi的FTIR谱图Fig.2 FTIR spectra of MVC-AlPi
2.2 MVC-AlPi的31P-NMR分析
如图3 所示为MVC-AlPi 的31P-NMR 谱图,P 原子吸收峰的化学位移已在图中标出。图中化学位移为57.58 处的吸收带对应的是C—P—C 结构,化学位移为26.94处的吸收带对应的是C—P—H 结构。进一步证明目标产物MVC-AlPi的合成。
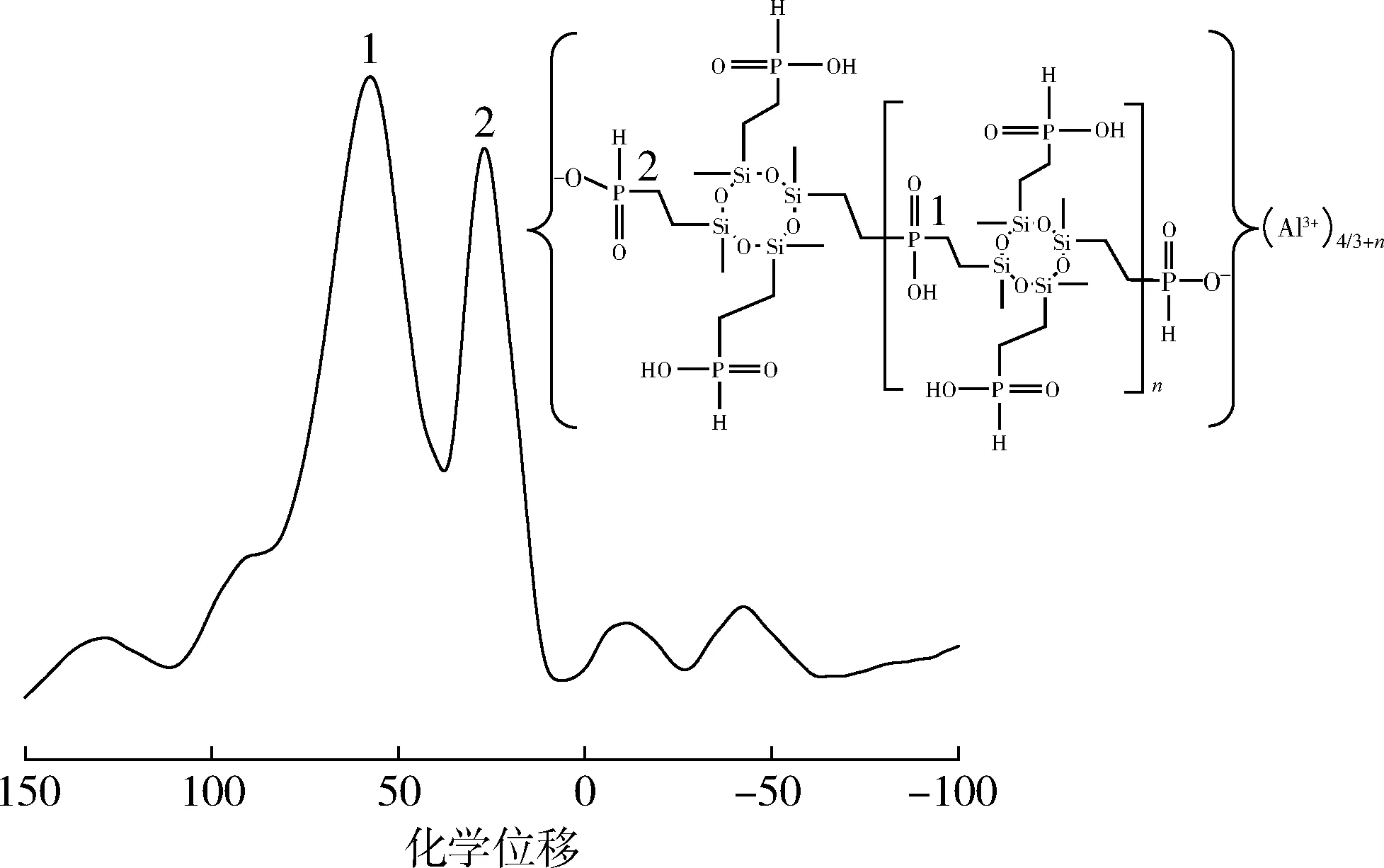
图3 MVC-AlPi的31P-NMR谱图Fig.3 31P-NMR spectra of MVC-AlPi
2.3 PA6复合材料的LOI与UL 94测试分析
表2 中列出了PA6 复合材料的样品配方以及LOI测试结果和UL 94 垂直燃烧测试结果,纯PA6 样品的LOI 仅为23.1%,且无法通过UL 94 测试。在单独加入11%的MVC-AlPi时,复合材料的LOI有所增加,但对应的UL 94 测试结果仍为无级别。而当单独添加11%的AlPi 时,复合材料的LOI 增加到31.2%,此时样品的UL 94测试也通过了V-1等级。出人意料的是,将MVC-AlPi 和AlPi 组合后,PA6/8.8 %AlPi/2.2 %MVC-AlPi 复合材料的LOI 达到了31.5 %,并通过了UL 94 V-0 等级,且2 次点燃后持续燃烧的时间相对而言均较短。这意味着,MVC-AlPi 和AlPi 的结合具有很好的协同阻燃作用,显著提高了PA6 基体的阻燃性。
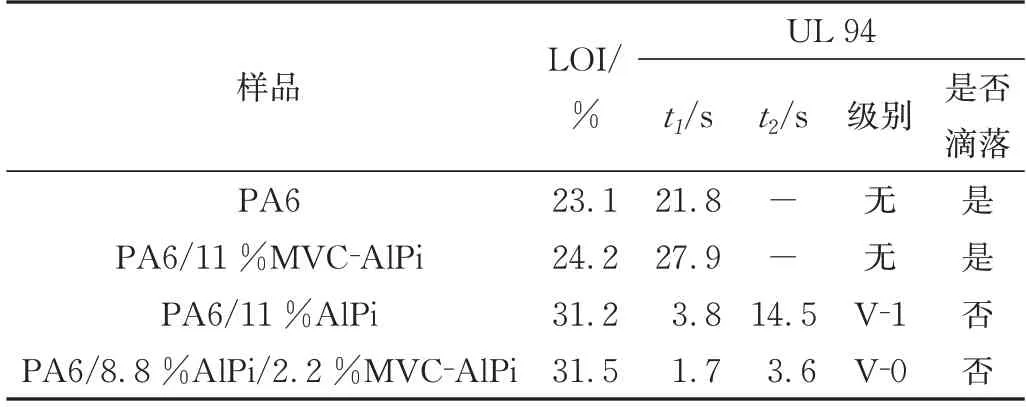
表2 PA6复合材料的LOI和UL 94垂直测试结果Tab.2 LOI and UL 94 vertical test results of PA6 composites
2.4 PA6复合材料的热稳定性分析
如图4 所示为PA6 复合材料在N2气氛下的TG 和DTG 曲线,相应的数据如表3所示。可以看出,纯PA6和PA6 复合材料均只有一个分解步骤,纯PA6 在407 ℃开始热分解,700 ℃残炭率约为1.11%。当加入11%的MVC-AlPi 后,PA6/11%MVC-AlPi 复合材料的初始分解温度(Td,5%)与纯PA6 相近,但由于MVCAlPi 出色的成炭能力,复合材料的残炭率相比纯PA6的残炭率有了明显的增加,700 ℃残炭率增加到了6.94 %。加入AlPi 后,PA6/11 %AlPi 和PA6/8.8 %AlPi/2.2%MVC-AlPi 复合材料的初始分解温度均略有降低,且PA6/11%AlPi 的初始分解温度低于纯PA6,这说明AlPi 的加入可以促进基体提前分解。此外,与纯PA6相比,二者的残炭率也均有提高。这表明AlPi或MVC-AlPi/AlPi的引入都具有提高复合材料成炭能力的作用。因此,结果表明,MVC-AlPi 和AlPi 可以提高PA6 的成炭能力,而AlPi 可以促进基体早期提前分解。另外,在热降解过程中,MVC-AlPi 和AlPi 之间的相互作用使得材料在燃烧过程中产生更多残炭,并且减少了可燃性碎片在气相中的释放,从而达到抑制燃烧强度的目的。
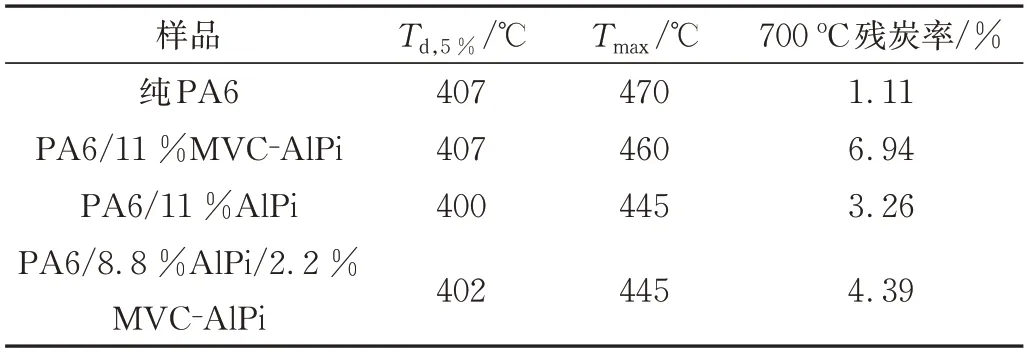
表3 PA6复合材料热失重测试中的典型参数Tab.3 The thermal parameters of PA6 composites
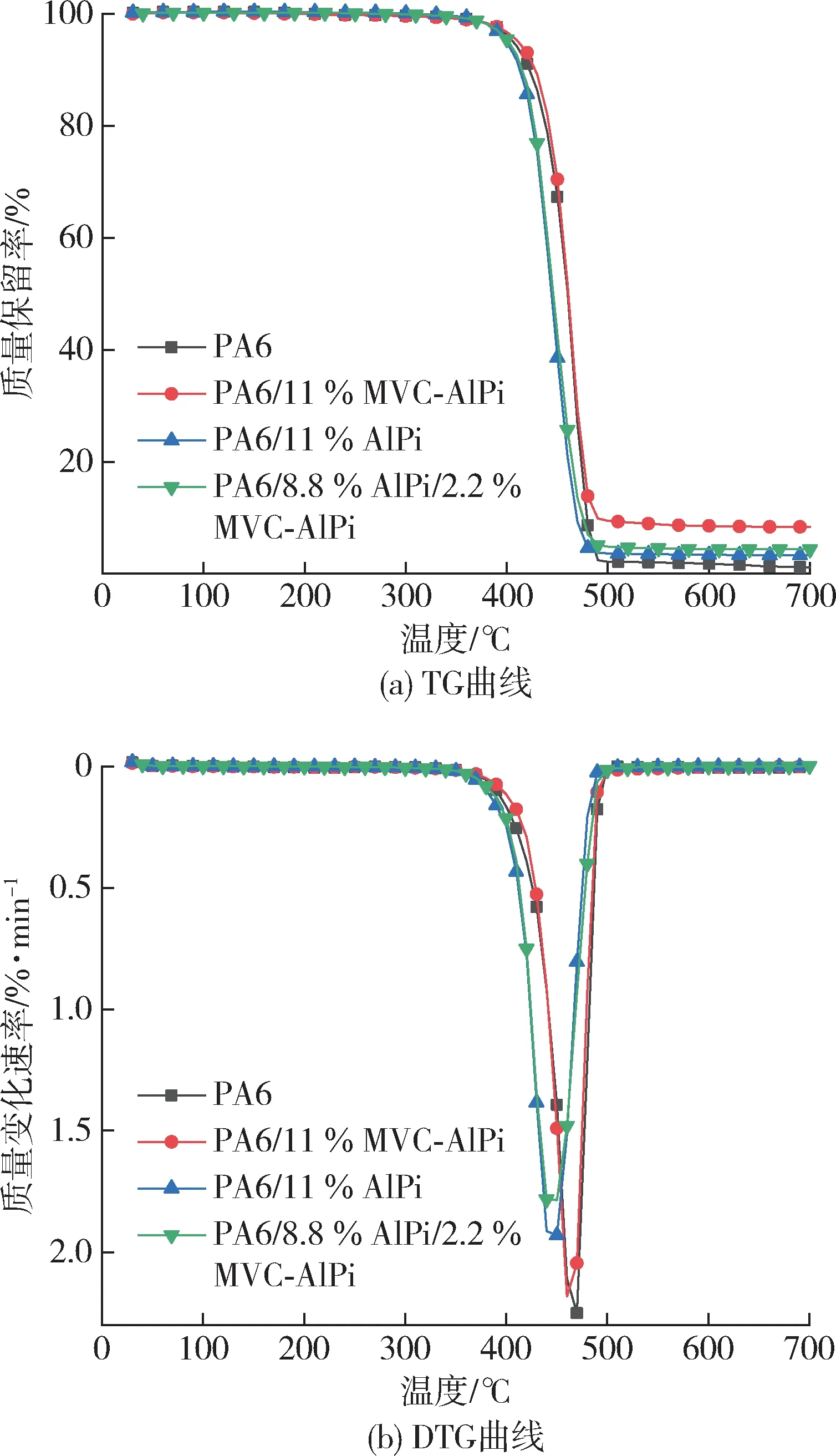
图4 氮气气氛下PA6复合材料的TG和DTG曲线Fig.4 TG and DTG curves of PA6 composites under nitrogen atmosphere
2.5 PA6复合材料的锥形量热测试分析
为进一步研究PA6 复合材料的燃烧行为,对材料进行了锥形量热测试以模拟真实火灾环境下的热释放情况和烟雾产生情况。测得的结果如表4 所示。其中包括点燃时间(TTI)、THR、PHRR、平均一氧化碳释放量(av-COY)与平均二氧化碳释放量(av-CO2Y)。
锥形量热仪的测试结果表现出了与之前研究相似的趋势,证实了MVC-AlPi 与AlPi 之间的协同阻燃作用。图5 分别展示了PA6 及3 种添加了不同比例阻燃剂的复合材料的热释放速率曲线(HRR)和THR 曲线。可以看出,纯PA6 在点燃之后剧烈燃烧,170 s 就达到了PHRR 为981 kW/m2,形成了一个尖锐的单峰。当添加11 %的MVC-AlPI 或11 %的AlPi 时,与纯PA6相比,2 个PHRR 值都大大降低,降幅分别为38 %和30%。而当2.2%MVC-AlPi 和8.8%AlPi 结合使用时,复合材料的PHRR 更是从981 kW/m2下降到了505 kW/m2,降幅接近49 %。这表明当阻燃剂总添加量不变时,相比于单独添加MVC-AlPi或AlPi 2种阻燃剂的样品,PA6/8.8 %AlPi/2.2 %MVC-AlPi 在降低PHRR 和抑制热释放速率上具有更显著的效果。同时PA6/8.8 %AlPi/2.2 %MVC-AlPi 的THR也是上述实验中最低的,从纯PA6 的120 MJ/m2下降到了102 MJ/m2。由此可见,MVC-AlPi/AlPi体系不仅抑制了PA6复合材料的最大燃烧强度,还抑制了THR。
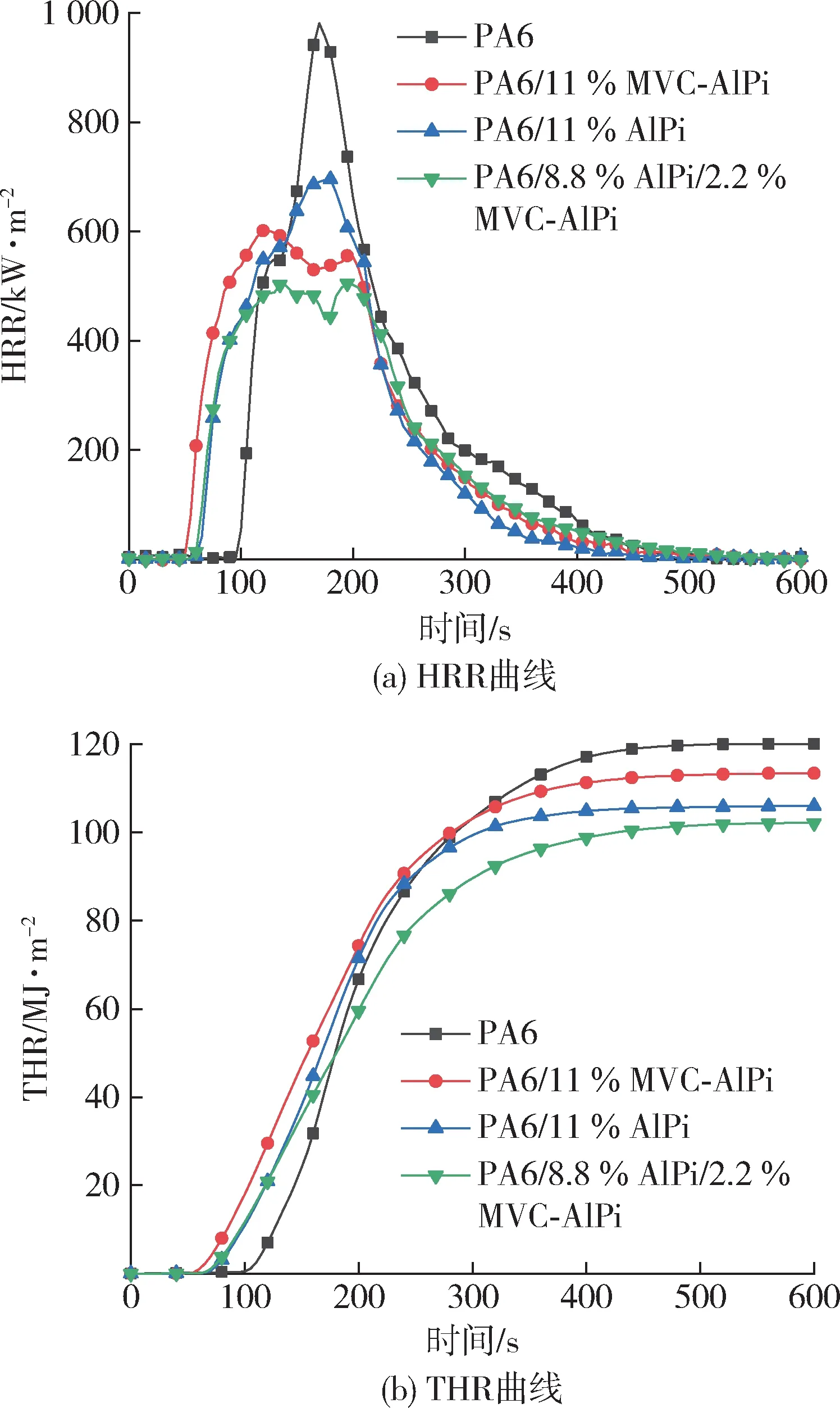
图5 PA6复合材料的HRR和THR曲线Fig.5 HRR and THR curves of PA6 composites
表4 展示了av-COY 和av-CO2Y 的气体产生情况,可以看出,相比于纯PA6,其他组分材料的av-COY 值均有不同程度的增加,而av-CO2Y 值出现了与其相反的趋势。可能是因为在气相中,MVC-Al-Pi/AlPi 释放的磷氧自由基和苯氧自由基可以有效淬灭自由基链式反应,导致基体的不完全燃烧。说明MVC-AlPi/AlPi 体系完美地保留了MVC-AlPi 与Al-Pi 的火焰抑制作用。另外,由表4 还可以看出,PA6几乎没有残炭,而PA6/11 %MVC-AlPi 和PA6/11 %AlPi 的700 ℃残炭率均有所提高,分别是7.63 %和2.22 %。同时,PA6/8.8 %AlPi/ 2.2 %MVC-AlPi的700 ℃残炭率为4.56 %,虽略低于PA6/11 %MVC-AlPi 的700 ℃残炭率7.63 %,却具有比PA6/11 %MVC-AlPi 更加致密的残炭层,有利于隔绝氧气和热量的传递。

表4 锥形量热仪测试结果Tab.4 Cone calorimeter data
在锥形量热仪测试中的THR 值是指在预置的入射热流强度下,材料从点燃到火焰熄灭为止的THR,THR 值的下降可归结为2 个原因,一个是凝聚相的成炭效应,一个是气相的火焰抑制效应。成炭效应可以通过提高残炭产量、降低挥发性燃烧总量来达到使THR 降低的目的。火焰抑制效应可通过降低挥发性可燃气体的燃烧程度来降低THR。而PHRR 可用来表征材料燃烧时的最大热释放强度,PHRR 值的下降可归结为3 个原因:凝聚相的成炭效应、气相的火焰抑制效应以及凝聚相的屏障保护效应,膨胀的炭层可以对热量的交换传递以及挥发性气体的释放起到阻隔延缓的作用,来降低最大热释放强度。
平均有效燃烧热(av-EHC)定义为被测样品热分解产生的挥发性气体的燃烧强度,总质量损失(TML)即燃烧过程中燃烧的总量,为了更好地探究协同阻燃中占主导作用的阻燃机理,结合Schartel B 提出的评价方法[8-9],其中,式中“A”表示火焰抑制效应,“B”表示成炭效应,“C”表示屏障保护效应;“E”表示有效燃烧热(EHC),“M”表示TML,“H”表示PHRR,“T”表示THR。通过THR 值、PHRR 值、EHC 值和TML 值的下降可以对这3 种效应进行定量分析。计算公式如式(1)、(2)、(3)所示,计算结果如表5所示。
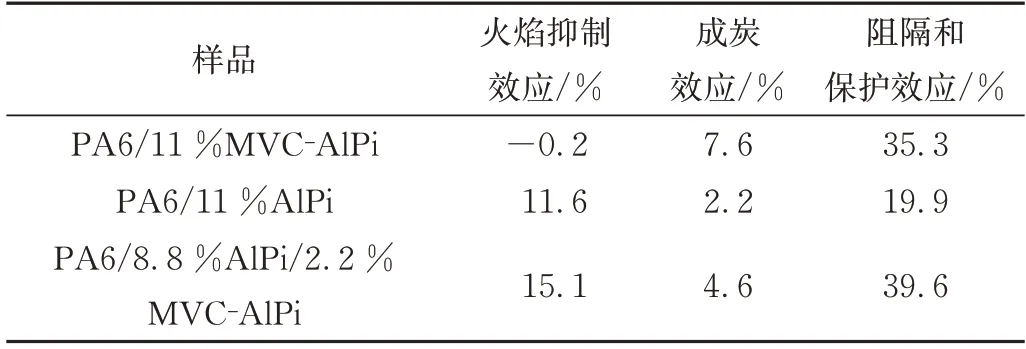
表5 3种阻燃效应的定量分析Tab.5 Quantitative analysis of the three flame retardant effects
根据结果显示,单独使用AlPi 具有良好的火焰抑制效应和屏障保护效应,但成炭效应较弱。单独使用MVC-AlPi则具有较好的成炭效应和屏障保护效应,是典型的凝聚相占主导作用的阻燃剂。PA6/8.8%Al-Pi/2.2 %MVC-AlPi 的成炭效应虽介于11 %MVCAlPi 和11% AlPi 之间,但令人意外的是,PA6/8.8%AlPi/2.2%MVC-AlPi 除完美地保留了AlPi的火焰抑制效应,还展现出了比单独使用11 %MVC-AlPi 或11 % AlPi 时更好的屏障保护效应。结合UL 94 垂直燃烧测试分析,PA6/8.8 %AlPi/2.2%MVC-AlPi 的综合阻燃性能最佳,是通过气相的火焰抑制效应、凝聚相的成炭效应和膨胀炭层的屏障保护效应共同发挥阻燃效果的。相比于气相的火焰抑制效应,主要通过发挥MVC-AlPi/AlPi膨胀炭层的协同屏障保护效应来实现阻燃效果,可大幅降低PHRR和THR,有效抑制燃烧。但单独使用11%MVC-AlPi时的火焰抑制效应为负值,这也解释了其UL 94阻燃测试结果为无级别的原因。
2.6 残炭的微观形貌分析
为了进一步研究阻燃MVC-AlPi/AlPi 在PA6 燃烧过程中凝聚相的阻燃行为和阻燃作用机理,从微观层面研究残炭结构对材料阻燃性能的影响,图6给出了纯PA6、PA6/11%MVC-AlPi、PA6/11 %AlPi、PA6/8.8 %AlPi/2.2 %MVC-AlPi 样品的宏观数码照片和锥形量热燃烧试验残炭表面的SEM 照片。从图6(a)PA6 样品的宏观数码照片中可以看到,纯PA6 几乎被完全烧完,这说明PA6 材料本身的成炭能力差。当加入11 %的MVC-AlPi 时,如图6(b)照片所示,残炭结构类似于陶瓷结构,但残留物结构硬而脆,形貌如环岛山峰,部分顶端有小孔,既不能有效覆盖内层基材,隔热隔氧,也容易释放出内部裂解产生的可燃性气体。当加入11%的AlPi 时,如图6(d)所示,残留物表面相对平整,但残炭少且薄,炭层强度不利于阻隔外界的热量和气体。而当PA6/8.8%AlPi/2.2%MVC-AlPi配合使用时,如图6(f)所示,复合材料的残炭表现出了更加致密坚固的炭层,陶瓷化结构更强。表明MVC-AlPi和AlPi 的结合产生了更高质量的炭层,这种残留物可以有效减少热量传输和降低基体分解强度。
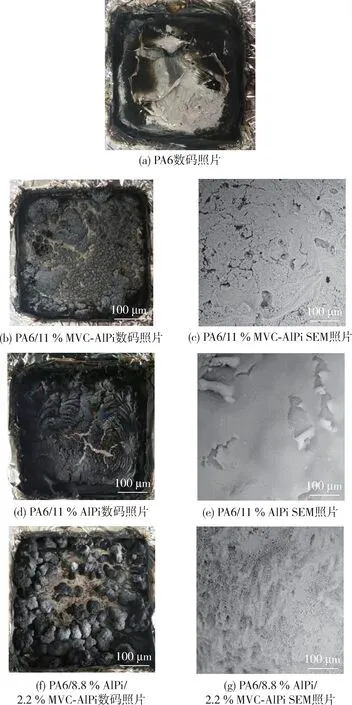
图6 锥形量热仪测试后残炭的数码照片和SEM照片Fig.6 Digital photos and SEM of the residues after cone calorimeter test
进一步分析残留物的SEM 照片,在图6(c)中,PA6/11 %MVC-AlPi 的残炭表面有许多明显的开孔和细长的裂纹,可能是MVC 分解产生的含硅化合物,在燃烧过程中缺乏与其他物质交联的作用,从而形成了更多单独存在的诸如SiO2的硅氧化合物,无法有效形成致密的炭层。从图6(e)中可以看到,在PA6/11%AlPi 的炭表面上出现AlPi 典型的陶瓷化结构,这是由于AlPi在燃烧过程中形成了诸如Al2O3等氧化物,这些氧化物可以附着在炭层表面形成陶瓷化结构。但是因为AlPi 的添加量不足,无法满足使陶瓷化结构完全致密地覆在炭层表面,故炭层表面出现了很多如掀起的薄纸状结构。在图6(g)中可以看到,PA6/8.8%AlPi/2.2 %MVC-AlPi 形成了更厚更致密的炭层,可以清楚的看见炭层出现了2层明显的结构,内层是较为坚硬的结构,外层是与AlPi 结构相似的陶瓷化结构。可以推断,内层坚硬的结构可以增加炭层的厚度和强度。外层的陶瓷化结构可以覆盖在内层炭层表面的孔洞上,并将孔洞完全覆盖,以增加炭层的致密性。该炭层可以很好地阻隔氧气与热量的交换,起到保护PA6基体的作用。这个结果进一步证明了MVC-AlPi/AlPi阻燃体系在凝聚相的协同屏障作用。
2.7 锥形量热仪测试残炭的EDX分析
为了进一步探索MVC-AlPi/AlPi阻燃体系在提高PA6复合材料协同屏障保护效应方面的作用机理,通过对锥形量热仪燃烧试验后的残炭进行EDX测试获取残炭表面的元素组成。测试结果如表6所示,由于单独添加MVC-AlPi 会促进PA6 的燃烧,所以PA6/11%MVCAlPi残炭样品中保留的有机成分较少,难燃的硅氧化合物较多。因此Si、Al元素在PA6/11%MVC-AlPi残炭样品中的占比较高,这与从SEM处观察到的结果保持一致。此外,PA6/8.8%AlPi/2.2%MVC-AlPi样品残炭的P、C含量明显高于其他样品残炭。燃烧过程中P元素消耗的减少可能是因为燃烧过程中对于MVC-AlPi中Si元素的消耗代替了AlPi中磷元素的消耗。这个结果表明,MVC-AlPi、AlPi与PA6基体的相互作用锁定了更多含P、含C碎片,促进了由AlPi和富磷残渣组成的屏障保护炭层的形成。该炭层具有更加致密、更加完善的炭层结构,可以构建更有效的阻隔炭层,从而导致更少的燃料释放,降低THR,发挥更高效的阻燃作用。
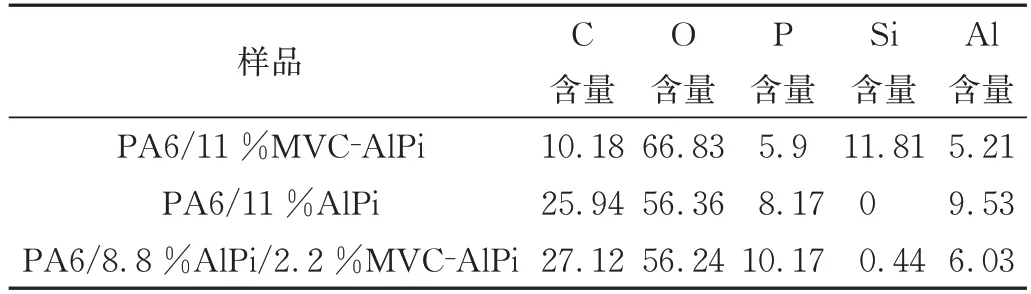
表6 锥形量热仪测试后残炭的EDX结果 %Tab.6 EDX results of residual carbon after cone calorimeter test%
3 结论
(1)MVC-AlPI/AlPi阻燃体系具有协同阻燃作用,PA6/8.8%AlPi/2.2%MVC-AlPi 复合材料的LOI 值可以达到31.5%,通过UL 94 V-0级别;
(2)PA6/8.8%AlPi/2.2%MVC-AlPi的残炭率虽略低于11%MVC-AlPi,却形成了内层坚硬、外层类陶瓷化的双层炭层结构,MVC-AlPi、AlPi与PA6的相互作用可以锁定更多P、C碎片,促进由AlPi和富磷残渣组成的屏障保护炭层的形成;在阻燃剂添加总量不变的情况下,通过调节各组分的比例,可以发挥出更好的协同阻燃效果。
猜你喜欢
安徽农业大学学报(2022年2期)2022-11-09
汽车实用技术(2022年14期)2022-07-30
合成材料老化与应用(2022年3期)2022-06-27
建材发展导向(2022年2期)2022-03-08
口腔医学(2021年10期)2021-12-02
建材发展导向(2021年14期)2021-08-23
昆明医科大学学报(2021年1期)2021-02-07
民用飞机设计与研究(2020年1期)2020-05-21
民用飞机设计与研究(2020年1期)2020-05-21
科技视界(2013年16期)2013-08-15
