汽轮机开机过程中转速控制故障分析及处理
2022-08-19 02:40崔传业郑灵杰
应用能源技术 2022年7期
崔传业,闫 舸,郑灵杰
(1.中国石油化工股份有限公司石家庄炼化分公司,石家庄 050001;2.中车沈阳机车车辆有限公司,沈阳 110000)
0 引 言
汽轮机调速系统是汽轮机的核心部件,其作用是通过调整蒸汽流量以满足压缩机负荷的需要。由于运行维护、检修、安装质量不到位,造成汽轮机组的调速系统在运行的过程中经常出现一些故障,影响汽轮机组的正常运行[1-3]。因此,必须及时对汽轮机调速系统的故障进行分析处理,只有调试系统故障消除后,才能避免事故扩大,最大限度的发挥汽轮机的作用。文中针对汽轮机开机过程中常见的转速波动等故障进行了总结分析。
1 调速系统结构及工作原理
调速系统的结构通常包括测速系统、电子调速器、电液转换器、断流式错油门、油动机、调节汽阀等部件组成。调速系统工作时,通过数字量通道板采集机组转速,并将它与给定转速进行比较,对其偏差进行分析处理以及通过PID运算,运算结果经过DEH微机处理、校正、放大为所需要的电信号,通过电液转换器转变为错油门中间滑阀的二次油压信号,错油门再将此脉动油压变化信号加以放大后控制油动机,达到控制转速的目的,实现机组的调节[4]。调节系统按照转速、压缩机入口压力串级设定,对转速、压力进行自动控制,也可以通过操作员手动进行控制。
2 调速系统的故障原因及处理
2.1 调节汽阀零点偏移
机械零点设置偏差,导致开机升速出现异常。汽轮机检修过程中由于调速系统安装不当,出现零点偏移。在汽轮机在开机升速度时,会出现调速汽门大开度下无法冲动转子或者触发过扭矩保护联锁,汽轮机无法开机的情况,也可能出现在打开速关阀后未给定转速则汽轮机开始升速的问题。
汽轮机调节阀包括阀杆、阀梁、阀座、阀芯组成,在阀门动作时,随着阀梁被阀杆提升、下降,阀梁带动阀芯上下运行,远离或靠近阀座,实现开关阀门调节汽量的功能。为了避免阀杆受压弯曲,要求油动机活塞杆与传动机构杠杆连接时,油动机活塞在0行程(上死点)位置时,阀梁与阀碟脱离接触且最小间距为2 mm,这时油动机标尺刻度指示为0,由于结构上的设计,调节阀开启点有2 mm左右的空行程。某公司汽轮机机械零点对应的调节汽阀输出阀位为8%,根据现场测量,油动机刻度标尺动作1 mm,对应输出阀位约4%。以往开机冲转子时,阀位为35%,设定的联锁阀位为40%,如果静态试验时零位偏下,1 mm的偏差就有可能导致油动机在小开度下无法冲动转子或者触发过扭矩保护联锁无法开机的状况。反之,如果机械零点设置靠上,就会出现汽轮机在速关阀开启后未给定转速,汽轮机就开始升速的故障现象。
因此,检修过程中要严格施工工序质量控制,要做好原始零点标记,安装完成后做静态试验,检验机械零点是否偏移,考验阀门线性,如果出现偏离及时调整错油门及连杆的调整螺栓,最后留存数据为下次检修安装,提供数据支撑。
2.2 调速器阀阀杆卡涩
某机组在机组过临界转速过程中,调速汽阀二次油压逐渐上升至0.45 MPa,给定值逐渐开大至100%,但汽轮机调速器阀杆始终没有开启,原因为调速汽门阀杆卡涩,现场用铜棒轻微振动阀杆,调速汽门突然全开,大量蒸汽进入汽轮机,转速由3 800 r/min迅速升至8 300 r/min(电子跳闸转速10 489 r/min),随后经过汽轮机调速系统自动调节,转速降低至目标转速5 000 r/min。
检查滑阀颤振、转盘旋转正常,排除错油门卡涩故障,测量调速汽门阀杆两组弹簧压缩量偏差4 mm,结合检修期间发现阀梁一侧与阀杆T形头配合部位存在压痕,判断由于弹簧紧力不同,造成两个阀杆受力不均匀,阀门启闭过程中阀杆垂直工作位置偏移,阀杆与轴套、填料密封环卡涩,无法动作;再加上该阀检修前,阀杆填料处微漏蒸汽,检修人员为确保本次检修无泄漏,将阀杆压盖紧力过大,经过调整两端弹簧压缩量,松动阀杆压盖紧力,最后调速汽门工作恢复正常,调速器阀阀杆如图1所示。
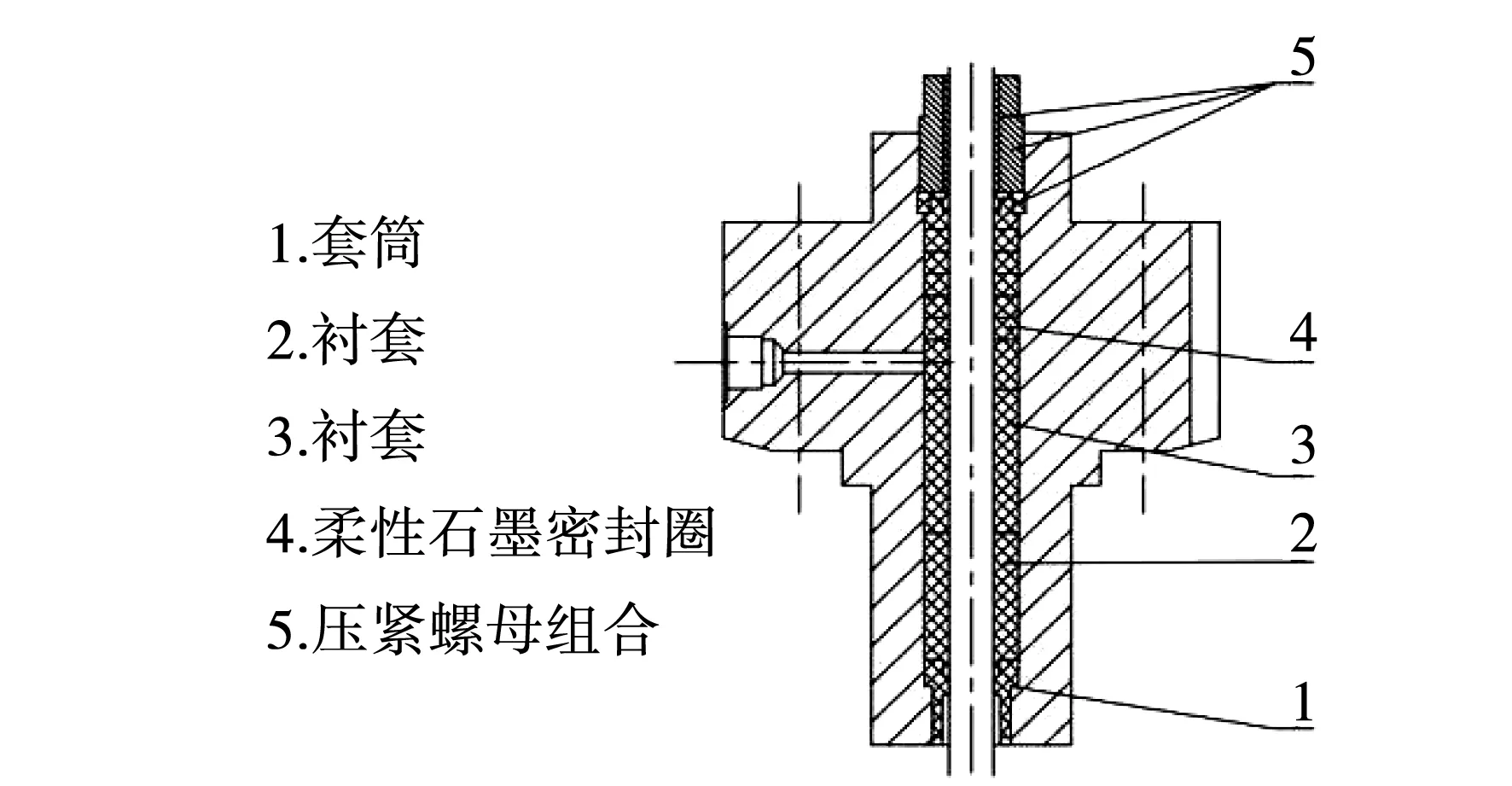
图1 调速器阀阀杆
2.3 错油门滑阀卡涩
某机组在开机过程中建立速关油压后,给定目标转速1 000 r/min,二次油压升压正常,但现场调速汽阀阀位迟迟不动作,在某一时刻突然开启转速迅速到达2 000 r/min,之后调节汽阀振荡波动,造成转速大幅波动,被迫停机。停机后重新做静态试验,给定阀10%、20%时,调节汽阀动作幅度不明显。通过摘除错油门呼吸阀,检查发现错油门滑阀转动盘未转动,增大二次油压,转动盘仍未转动。解体检查发现该错油门滑阀夹渣卡涩。经分析,该机组大修后控制油系统未加滤网,并且控制油系统至错油门的动力油位于油管线盲端,润滑系统内杂质进入错油门造成滑阀卡涩,最后将错油门解体清洗,控制油盲端管线拆除,加滤网后反复冲洗,从该管线盲端冲出较多渣滓,如图2所示,冲洗干净后回装,开机运行正常。

图2 某汽轮机控制油管线盲端冲洗出来的渣滓
分析原因为错油门滑阀夹渣,导致滑动卡涩。当增大阀位时,滑阀跟踪动作不灵敏,导致调速器阀位异常高,当转子冲动后,滑阀受弹簧力平衡,此时调节汽阀阀位开度过大,转速快速达到2 000 r/min,探头监测到实际转速过高后,电液转换器给定关阀指令,阀位大幅关闭又引起转速过低,周而复始,导致转速振荡较大。
2.4 转速探头安装不到位
某机组在开机过程中发现转速升至3 000 r/min左右时,转速突然异常波动,调节汽阀突然关闭随后又打开,造成机组升速过程不稳。经排查,发现参与转速控制的两个探头中,其中一个探头在3 000 r/min时突然跳至6 000 r/min。查历史记录,发现在前几次开停机过程中,也存在某一个探头在转速3 000 r/min时突然跳至6 000 r/min。
该汽轮机的转速传感器为6个磁阻式传感器,6个传感器分布在汽轮机测速齿轮盘四周,与齿轮盘保持1 mm左右的间隙。其中A、B两个转速探头用于调速,调速系统识别二者的高选值作为测得的实际转速反馈给调速系统。CDE 三个转速探头用于超速三取二联锁保护,F传至现场显示。
测速齿轮盘旋转时,齿轮与测速探头的磁钢间隙发生阶梯型变化,每经过一个齿,气隙磁阻变化一次,相应线圈中的磁通量交变一次,从而在线圈两端感应出交流电动势,该电动势的频率f与齿轮的转速n和齿数Z成正比,即f=nZ/60。
磁阻传感器本质上是一个电感,在齿轮经过时的磁通变化,会在线圈中产生反电动势。当这个反电势和齿轮通过的特定频率相互作用时,会产生一个杂波。当转速达到3 000 r/min时,感应电动势正好与干扰电动势频率重合,使得转速探头测量的转速突变翻倍[5]。如果在升速过程中,参与控制的两个转速探头A、B 、其中一个出现了二倍频率信号,转速突变至6 000 r/min,由于控制逻辑识别的是二者的高选值,控制系统会认定实际转速达到6 000 r/min,这与目标转速是完全不符的,于是PID会发出关阀信号触使调节汽阀迅速关闭,当该探头恢复正常后实际转速又出现一个大的阶跃,调节汽阀又被迅速开启,导致转速波动。
解决该该问题首先要检查安装的探头是否符合规范,如图3所示为API670 中关于转速探头的安装示意图,对于转速探头与齿峰间距E的要求,非精密速度传感器的值为0.875 mm±0.375 mm,精密速度传感器的E值为0.65±0.15 mm。
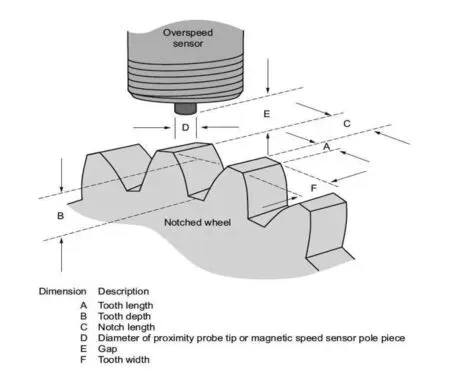
图3 API670中关于转速探头的安装示意图
检查排除安装问题后,仍不能解决的话,可以考虑以下两方面:一是在转速探头上并联一个250 Ω的电阻,通过电阻产生的电动势可以抵消掉升速至3 000 r/min时的感应电动势,从而屏蔽该干扰信号;二是将转速探头信号多引入一个参与转速控制,实际转速由“二选高”改为“三选中”,避免某个探头受干扰短时失效造成的转速误判。
2.5 转速不稳定
某机组在开机试车过程中,转速升速速率出现波动,在某一个目标转速下转速±150 r/min范围内波动、振荡,该现象在1 000~3 000 r/min尤为明显,当转速升至工作6 475~9 712 r/min时通过PID整定,振荡情况好转,但控制速率过缓,待机组带负荷开机时,通过多次PID整定消转速仍旧动作迟缓,始终无法满足压缩机串级、自动控制要求,只能手动控制。
通过对运行状况和检修安装数据的分析,结合调速汽阀的结构特点,在机组小负荷工况区域为改善汽缸和调节级叶片的受力状况,采取了第2只阀提前开启的措施,但是第1、2调节阀有较大重叠度。调速器阀位指示标尺较检修前高2 mm,也就是说调速器阀阀芯靠近下方2 mm,两者同时作用导致调速器阀阀位虚位过大,低负荷汽门小开度会引起阀门频发开启关闭造成转速波动,通过PID整定虽然消除了波动,但产生了升速速率过慢的问题。
最后,通过在线调整错油门调整螺栓,将调速器阀杆提升2 mm,标尺指示较原始位置降低2 mm,PID重新调整至原始开机状态数值时,给定目标转速控制速率满足负荷调整要求,机组转速波动状况消除,汽轮机调速系统控制流程,如图4所示。

图4 汽轮机调速系统控制流程
3 质量控制
3.1 检修质量控制
调节汽阀检修拆除前各部件拆除前,安装配合位置要做好标记,记录数据,便于回装时作为标记物。要特别关注调速器门阀杆填料压盖的紧力控制,两端调速器阀杆大弹簧的压缩量大小是否一致,调整油动机和托架间碟簧紧力保证油缸在水平方向呈垂直状态,调速汽门各连接转动部件销轴的旋转有无卡涩等关键质量控制点。
3.2 严格执行调节汽阀静态试验
调节汽阀的静态试验可以反映出调节汽阀的线性曲线,以及验证调节汽阀动作精准、迟缓度。一定要多次试验,一是可以检测出调节汽阀每次的线性开度是否能与上一次重合;二是可以试验出调速系统是否存在卡涩。调节汽阀试验过程中不仅要试验10%、20%、30%等整数阀位,还需将调节汽阀的真实虚位试出来,定出机械零点,可以先给5%阀位观察调节汽阀刻度是否动作,再逐步给大1%阀位,找出刻度刚好动作的那个阀位,与厂家提供的性能曲线进行对比,确认调节汽阀的机械零点是否满足要求,若该阀位偏差较大,需反复调整,反复试验,直至符合要求,同时要记录试验的数据,为下次检修提供安装依据。
3.3 确保控制油的清洁度
润滑油系统油运合格是大机组开机的关键点。油运过程中应严格按照操作规程进行,对油系统管路要认真检查,确认轴瓦前上油管线加装200目临时滤网。重点关注三点:一是注意旁掉汽轮机或压缩机调节油系统,防止渣滓被带入调节系统滑阀中造成卡涩,待润滑油系统冲洗合格后方可冲洗调节油系统;二是要注意将各分支管线末端充分进行冲洗;三是冲洗过程中要注意切换油冷器和油过滤器,将油系统中各个死点盲端都考虑进去。
3.4 严控转速探头安装间隙
转速探头是控制转速的直观眼睛,正常运行及开停机过程中要经常检查转速趋势有无波动,尤其是开停机过程中,已有多个案例表明部分探头在3 000 r/min附近时,易受感应电动势干扰产生两倍转速,确保探头安装间隙符合要求。
3.5 PID整定控制转速处于稳态
汽轮机被调参数除转速外,还有机械特征参数(调节量):如控制油压、蒸汽流量等,由于机械部位的特征参数对调节的动态参数要求比转速PID低,根据实际经验,只要PID参数调整合适,通常可以满足稳定性要求,而对自动调节主汽门调节过程而言,无需微分功能,仅采用比例积分作用完全可以达到良好调节的品质。因此,机组在开机状态下发现转速出现振荡、升降速速率迟缓等问题,可通过PID整定实现。
4 结束语
调速系统对于汽轮机而言起着非常重要的作用,而掌握汽轮机调速系统缺陷和不安全因素以及检修质量控制要点,对于操作及维修人员至关重要,需要在日常检修维护过程中要做到全面细致。结合汽轮机调速器的结构特点,针对汽轮机调速系统开机过程中常见的故障,科学的采取预防性措施,从而保证机组一次开车成功。
猜你喜欢
岷峨诗稿(2020年4期)2020-11-18
装备维修技术(2019年1期)2019-09-10
智富时代(2019年5期)2019-07-05
智富时代(2019年5期)2019-07-05
科技风(2019年36期)2019-01-13
科学与技术(2018年19期)2018-05-16
汽车之友(2016年10期)2016-05-16
魅力中国(2016年7期)2016-05-14
中国信息化·学术版(2013年2期)2013-06-08
中国化工贸易(2012年9期)2012-11-29