可移动式实用雕刻头研究
2022-08-23 01:42刘卫陵
机械工程与自动化 2022年4期
刘卫陵
(大冶特殊钢有限公司,湖北 黄石 435000)
0 引言
由专业电主轴厂家生产的雕刻头一般为立式固定使用,且价格较高,其本质上是一种由变频驱动控制的高速高刚度精密的电动机[1],主要采用精密滚动轴承支承,油脂润滑,外循环水冷却。专业电主轴在实现雕刻运动时,往往需要增设进给运动机构实现雕刻深度控制,由于增设移动机构使得雕刻头体积较大,在一些空间受限的场合应用受到一定限制。目前在市场上投放的多主轴雕刻机床,进给深度控制多采用龙门式结构。由于龙门结构本身的特点,在加工深度控制时,易造成龙门横梁体的扭斜,控制精度不高,而且体积大;多电主轴的配备,使得价格也较高。故设计一个经济实用的可移动式雕刻头具有一定的意义。
1 可移动式实用雕刻头研究的关键问题
1.1 设置移动机构实现高精度定位控制
针对一般电主轴只有一个旋转运动需增设移动机构[2]带来的体积大的问题,本设计中增设了一可实现50 mm运动范围的移动机构,其在≥10 000 r/min高速旋转运动时,重复定位精度为0.01 mm,定位精度为±0.01 mm;高精度的移动控制统一在一Φ110 mm×180 mm的机构内,主轴径向跳动可达0.01 mm。移动机构的结构紧凑,形式新颖,控制、装拆方便,特别适合于要求结构紧凑、多主轴雕刻情况下使用。
1.2 配备控制单元降低精度要求
雕刻机[3]实现对平面上的线、字、图的雕刻相对较易,但对于轴(锥)类表面雕刻时,需要轴类零件在安装后旋转同轴度精度较高(特别是一些细长轴零件),否则可能导致雕刻的深度不一致,而无法满足雕刻工艺要求。
本雕刻头采用导电检测技术,雕刻头与机床绝缘安装;在雕刻时,雕刻头控制单元每次接收到进给指令后,控制雕刻头移动机构运动,直到与工件接触后才由数控装置接管控制。为保证对刀的精度和可靠性,在控制单元中采用一次对刀多次检测的技术,且每次进刀均采用这种检测技术,大大降低了对轴类零件安装精度的要求,以及对刀具安装(多主轴龙门雕刻机)精度一致性的要求,同时也使得雕刻头移动机构的反向间隙对控制深度的影响可忽略。
高速主轴电机采用无刷直流电机[4],与普通直流电机相比,其运行稳定可靠,基本没有电磁干扰,同时采用附加铜刷检测,极大减少了扎刀现象的发生。
2 雕刻头设计
设计的移动式雕刻头具有调速范围宽、特性呈线性、反应快速等特点;另一方面较一般的直流电机具有转速高、抗干扰性能强等优点,相比同转速交流电主轴价格要便宜得多,选用无刷直流电动机作为主运动驱动可完全满足需要。本雕刻头中使用的无刷直流电机最大转速为12 000 r/min,具体使用时速度可通过无刷直流电机驱动装置调节;移动运动采用带驱动模块的步进电机实现。雕刻头控制单元结构框图如图1所示,雕刻头主轴单元装配如图2所示。

图1 雕刻头控制单元结构框图
2.1 移动机构工作原理
如图2所示,整个雕刻头固定在安装底板23上,进给运动和对刀时,步进电机2通过同步带轮26、27和同步带1带动雕刻头移动机构11的铜螺母10作旋转运动,实现将同步带轮26的回转运动变换为移动机构11及无刷直流电机6的直线运动。当刀具接触到工件表面时,导电检测到的位信号[5-7]由安装在电机轴上的铜套4经铜刷(图中未画出)反馈到雕刻头控制单元指示对刀完成,计算机数控系统再接管雕刻头的控制。移动机构11的径向跳动精度由一对角接触球轴承24保证,轴向窜动由轴承压盖8和铜螺母10共同保证;同时铜螺母10与移动机构11的接触长度较大,具有较好的导向精度,并能保证移动机构11在移动中的直线度。同时雕刻头套筒9和移动机构11间采用精密磨削加工,具有较好的精度。
步进电机步距角为1.8°,同步带传动比i=Z1/Z2=30/90(Z1为主动轮齿数,Z2为从动轮齿数),方牙螺纹螺距S=3 mm,进给脉冲当量精度由下式计算:
δ=[S/(360/1.8)]×i=0.005 mm。
2.2 回转机构工作原理
如图2所示,高速无刷直流电机6[8]通过弹性联轴器5与中心轴16相联结,刀具采用体积较小的高精密日本HSK夹头的锥套18、锁紧螺帽17与中心轴相联结。这种HSK夹头刚性好、夹持牢靠,在使用中装拆方便,同时转动惯量较小,对主轴的回转跳动影响可降到很低的水平。
工件的雕刻质量主要取决于雕刻头的径向跳动和进给精度,所以雕刻头的雕刻精度直接决定了本雕刻头的雕刻质量。为保证雕刻头的径向跳动不超过0.01 mm,采用了以下手段:
(1) 动平衡处理后的中心轴16与无刷直流电机通过弹性联轴器5联结,这样中心轴的回转精度将由中心轴下端的一对高精度角接触球轴承24保证,轴向窜动则由中心轴下端迷宫式端盖14和15保证。这种结构降低了对无刷直流电机安装精度的要求,并隔断了无刷直流电机振动对中心轴的影响;同时,弹性联轴器还可起到过载保护作用。
(2) 雕刻头装配完成后,再对锥套18的安装锥孔进行自磨,保证了刀具的安装及其与中心轴的同轴度要求。同时为保证主轴的装拆不会破坏刀具的安装同轴度,在设计时对锥孔留有一定余量,可实现多次自磨。
2.3 冷却和润滑
由于雕刻头工作时回转速度较高,易使主轴升温[9,10],为保证高精密轴承21的使用寿命并避免温度过高对雕刻头精度的影响,设置循环冷却回路22,并在高精密轴承21的外套中开有存水槽12,冷却液经快速接头7(采用活动式,便于主轴的装拆)进入,在管道22内循环流动。为防止冷却液的泄漏,采用了一对O型密封圈。对于高精密轴承21采用油脂润滑。
2.4 可接收的指令信号
针对当前数控输出信号特点,本雕刻头控制单元现可接收采用差分方式的“指令+脉冲”、“AB相信号”,以及步进电机控制的“三相六拍”信号。还可根据特定要求定制输入接口类型,并且接口匹配只需通过简单参数设定即可。
本文中设计的雕刻头实物如图3所示。

1-同步带;2-步进电机;3-冷却密封套;4-铜套;5-弹性联轴器;6-无刷直流电机;7-快速接头;8-轴承压盖;9-套筒;10-铜螺母;11-雕刻头移动机构;12-存水槽;13-轴承隔套;14,15-迷宫式端盖;16-中心轴;17-HSK夹头锁紧螺帽;18-HSK夹头锥套;19-O型密封圈;20-密封套;21-高精密轴承;22-冷却液管道;23,25-安装底板;24-角接触球轴承;26,27-同步带轮图2 雕刻头主轴单元装配
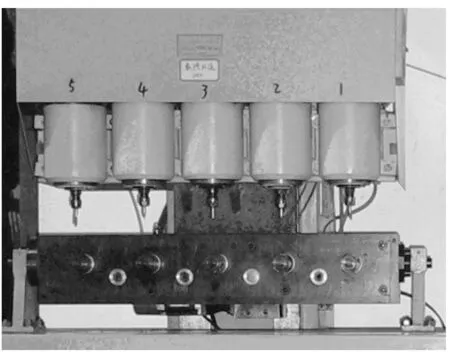
图3 五头雕刻头实物
3 结束语
本文设计了一套可移动式雕刻头,已经在一种五头雕刻机上得到应用。应用结果表明,雕刻头结构刚度较好,受力变形量较小,温升可通过冷却系统进行有效遏制;动平衡处理后的雕刻头高速旋转平稳、噪声小。工作一年多来运行平稳、可靠,完全满足了零件加工工艺要求。
由于该款雕刻头性价比高,控制、操作方便,且精度完全可满足当前雕刻任务要求,具有很好的市场前景。
猜你喜欢
大电机技术(2022年5期)2022-11-17
橡胶科技(2022年5期)2022-07-20
汽车实用技术(2022年12期)2022-07-05
重庆理工大学学报(自然科学)(2022年2期)2022-03-23
长春大学学报(2021年4期)2021-05-17
当代陕西(2019年24期)2020-01-18
电子制作(2017年1期)2017-05-17
科学与财富(2016年34期)2017-03-23
电子制作(2016年1期)2016-11-07
装备环境工程(2015年5期)2015-02-28