贵州毛边纸工艺特色浅论*
2022-09-01 12:33吴昊,陈刚
广西民族大学学报(自然科学版) 2022年2期
吴 昊,陈 刚
(复旦大学文物与博物馆学系,上海 200433)
贵州历来以生产和使用手工皮纸著称,至今仍是中国最主要的皮纸产区之一。竹纸曾经在当地百姓的日常生活中同样扮演过重要角色,尤其是用于书写、印刷的毛边纸。随着时代的变迁,毛边纸的生产逐渐湮没无闻。毛边纸是中国传统手工竹纸的典型代表,它发源于东南地区,其多样的制法、丰富的产品体现出古代劳动人民的智慧与才干。贵州毛边纸制作工艺不仅包含闽赣等地制纸工艺中的诸多特征,而且具有浓厚的地域特点,是传统毛边纸工艺体系的重要组成部分。
传统手工竹纸的制浆方法包括熟料法和生料法两种。熟料法是使用石灰、草木灰或纯碱等对原料进行一次或多次蒸煮;生料法是指原料不经过蒸煮,仅依靠长时间的石灰腌浸和水浸发酵来软化竹料。在毛边纸工艺中,生料法的成熟比熟料法出现的时间较晚。如今,优质的熟料竹纸产地已经较少见。目前,贵州地区既保留了早期的熟料制法,又包含普遍的生料制法,这为研究传统毛边纸制作工艺的演变提供了重要例证。
贵州的毛边纸制作工艺是传统毛边纸工艺传播发展的重要一环。为了进一步探究其工艺特色,笔者调查了贵州盘州(原盘县)、岑巩、三穗、绥阳等地的毛边纸类竹纸的工艺,结合江西铅山熟料毛边纸工艺、福建将乐生料毛边纸工艺等进行比较研究,分析贵州毛边纸工艺在原料选择、备料、制浆和抄纸环节中的地域特色。
1 原料选择的多样性
在江西、福建等毛边纸传统产区,原料一般选用较高大的毛竹;而贵州各地毛边纸的原料因地制宜且种类丰富,如盘州为灰竹、遵义为慈竹、岑巩为绵竹、三穗为白竹、金沙为刺竹、桐梓为水竹等。经过调查与统计发现,黔北地区所用原料较丰富,主要有慈竹、水竹、金竹、刺竹、斑竹等;黔中地区主要是慈竹、水竹、刺竹等;黔西南地区主要为灰竹、绵竹、金竹等;黔东地区主要是白竹、绵竹、毛竹、水竹等(图1)。虽然贵州省内毛边纸原料丰富多样,但历史上较著名的产地主要集中于黔中、黔北的息烽、遵义、黔西、龙里、绥阳、湄潭等地和黔西南的盘州、兴仁、普安等地,前者多用慈竹,后者则以灰竹为主。
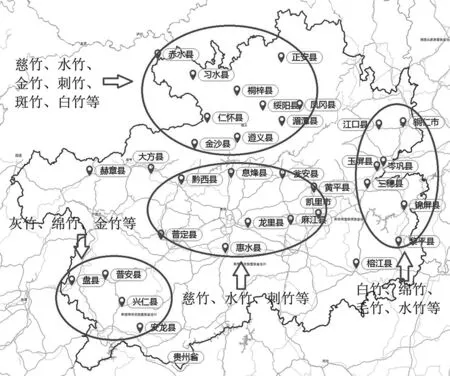
图1 贵州各地区造纸所用竹材
慈竹,别名甜慈、钓鱼慈,主干高5~10 m,直径3~6 cm,广泛分布于四川、云南、贵州、广西、湖南等地。慈竹每年8月左右出笋,适合作为造纸原料的慈竹砍伐期主要在9月至11月之间。慈竹纤维细长,较柔软,杂细胞较少,但灰分特别高,含硅量也高,因此所造之纸不如用白夹竹所制之纸细腻、柔软。灰竹,即淡竹,又名白夹竹,主干高5~10 m,直径3~5 cm,盛产于四川、浙江、江苏、贵州、安徽等省,尤以四川、浙江最多。灰竹所含灰分较少,硅含量低,在四川被视为优质的造纸原料。淡竹春季发笋,作为造纸原料,四川一般是在立夏后10日左右砍伐。贵州黔西南地区所用的淡竹稍老,一般在阴历五月十五日左右砍伐。
相比而言,贵州传统毛边纸的原料与闽赣湘等典型毛边纸产区所普遍使用的毛竹有所区别,而与四川、重庆的竹纸原料更相似。但值得注意的是,毛竹自道光年间引入以来,在赤水、仁怀、遵义、湄潭、凤冈、江口、惠水等地均有分布,尤以赤水河流域最多。[1]贵州大部分地区之所以未将毛竹发展为造纸的主要原料,应与当地生长的优势竹种有关。同时,也反映了竹纸的传入与毛竹的引种关系不大,而选材的差异是造成贵州传统毛边纸制作工艺不同于他处的一个重要因素。
2 较为粗放的备料环节
备料是指对造纸原料进行挑选、砍伐以及预处理的过程。在造纸过程中,原料的优劣与预处理的方式会对纸张的各项性能产生较大影响。
在一般的熟料纸工艺中,竹料需经过“杀青”的过程,即将嫩竹放入水中初步发酵,然后人工去除表面青皮等杂质。该工序主要能去除原料中的果胶、淀粉、无机盐等成分,使纤维软化,而对去除木素的作用不大。[2]192-195如今,江西铅山熟料毛边纸的备料工艺仍保留了“杀青”这一做法,当地在砍竹之后将其堆放在山坡上,接着引来泉水冲浸竹料2~3个月,然后剥下竹丝,最后放在竹架上晾晒。
贵州各地所用的慈竹、淡竹等,比毛竹直径小,竹壁薄,因此当地在浆灰之前并未采取先水浸发酵、后剥竹丝的做法,而是仅水浸发酵、不剥竹丝或直接敲破竹料进行浆灰。岑巩、绥阳等地普遍对竹料采取水浸发酵而不剥竹丝的方法,与江西铅山又存在差异,主要是晒竹的先后顺序不同。江西铅山是先水浸发酵、剥竹丝,再晒竹,而岑巩、绥阳等地是先晒竹,再水浸发酵。虽然各地晒竹顺序不同,但其作用主要是对纸料自然漂白,以提高纸张的白度。这与皮纸制造过程中从砍下的枝条上剥下树皮后晒干类似。砍下嫩竹后将其敲破,直接进行浆灰的地区主要有黔西南的盘州以及黔中的龙里等地。
生料毛边纸在闽赣湘等产区在备料时均会去除竹皮而采用竹肉来制浆。以福建将乐的具体做法为例,当地在将竹子裁断成筒后,按照不同部位的老嫩情况采取不同的操作,兜筒最老,一般削去的皮最多;竹尾由于纤维较嫩、皮薄,为避免浪费纤维,所以灰腌前选择不削皮,等到灰腌好以后再手工剥去表皮。而在以三穗地区为代表的贵州生料毛边纸的制法中,由于原料的差异性,当地一般采取整根竹料制浆的做法,所以在备料时不会去除竹皮,仅将竹料划开,捆扎后直接进行石灰腌浸。这一做法与重庆梁平二元纸的生料制法十分相似。
此外,贵州各地在破竹这一工序中除了使用与上述地区相同的铁锤、砍麻刀外,还使用脚碓。脚碓最早为农具,潘吉星先生认为在东汉时期就已将其引入造纸过程中。[3]126但是脚碓在其他地区一般是在打浆环节用于舂捣纸料,而像贵州地区利用脚碓来破竹的情况比较少见。在浙江黄岩制造千张纸时,采用水碓来破竹,与之有相似之处,但千张纸是祭祀用纸,处理相对粗糙。千张纸一般以当地苦竹为原料,植株较老、细小,因此使用碓来破竹,很可能是为了提高破竹效率。对于大型的毛竹,一般采用人工破竹或是在石板上摔打后捶碎的方法。
总体来看,由于贵州与其他省份的毛边纸在选材上的差异,无论是熟料法制浆还是生料法制浆,在备料时均会保留竹皮。这样的备料方式是闽赣等地的制作工艺传入西南地区后因地制宜改进与发展的结果。
3 熟料法与生料法糅合的制浆过程
制浆是整个手工造纸流程中最复杂的一个环节,也是工艺特色的集中反映。简而言之,该过程主要通过一次或多次蒸煮、石灰腌浸发酵等方法去除原料中除纤维素以外的半纤维素和木素等杂质,再经外部机械力将纤维细胞壁和纤维束打碎,将过长纤维切短,从而提高纤维的柔软性和可塑性。[3]24
熟料法在贵州各地的普遍做法为:浆灰—蒸煮—踩料—洗料—碱煮—洗料—泡料—打浆;江西铅山的工艺为:浆灰—蒸煮—漂洗—过碱—漂洗—发酵—踩料成浆。从上述制浆过程来看,贵州与江西铅山同样采用了石灰、碱二次蒸煮和后发酵工艺,但贵州各地在某些步骤中处理原料的时间长短、用料、打浆方式等方面与江西铅山存在诸多差异。另外,由于现在各地纸质较过去差异较大,所用的石灰、碱等品质各不相同,用量也有较大变化,因此关于石灰、碱等用量的对比不作重点讨论。
在二次分级蒸煮工艺上,首先是头道蒸煮,两地具有明显的差异:江西铅山采用的是“蒸”的方法,通过加热纸甑下面铁锅中的水来软化竹料;贵州则普遍使用的是“煮”的方式,竹料放入纸甑后再加入适量的水,蒸煮时大部分竹料浸入水中。其次,在煮碱时,各地普遍采用纯碱、烧碱代替了过去所用的草木灰、桐壳灰等,其中桐壳灰独具特色,是由桐子壳烧成的灰,在东南地区的浙江常山和西南地区的铜梁(今属重庆市)等地均有使用。[4]另外,经调查发现,盘州地区混用纯碱和烧碱的做法在其他地方十分少见,当地人认为纯碱能让纸料发白,烧碱是为了软化竹料,因此推测这应是当地为了改善纸质所做的尝试,而后保存至今。在两次蒸煮的时长上,江西铅山第1次时长为1天1夜,第二次约为10个小时。贵州地区第1、第2次蒸煮的时长均远大于江西铅山,尤其是盘州,第1次蒸煮时间长达一个月。这除了与各地蒸煮的量不同有关外,应与当地选用竹子的老嫩以及采用整根竹料蒸煮的制法关系更加密切。
贵州与江西铅山在熟料制浆法上最大的区别是头道蒸煮完毕后会对竹料进行脚踩,这是当地毛边纸制法中最具特色的工序。踩竹须在竹料从纸甑捞出后留有一定温度时进行,其关键是要将竹料踩烂、踩碎、踩细,踩成丝状物(图2),盘州为了使竹料更加细烂,在脚踩后会再利用锄头勾打竹料。据笔者的调查来看,贵州地区之所以会在蒸煮后踩竹,应是当地采用整根竹料制浆,而竹皮较硬、纤维难以分散,为了提升碱煮的效果所以借用外力初步分散竹料纤维以及去除竹节等杂质。经研究发现,在其他地区的熟料竹纸制法中也存在像贵州这样在头道蒸煮后利用外力捣烂竹料的做法,但是使用方法与贵州有所不同,如四川夹江的竹纸,在灰蒸后由人登上锅顶用木槌捣烂竹料。[5]张人价在《湖南之纸》中也提到湖南地区制造熟料竹纸时在头道蒸煮“漂洗干净后,起出置石板上以木棒用力锤捣一次”[6]24。相比之下,贵州利用脚踩的方式能减小劳动强度,提高生产效率。无独有偶,在传统皮纸制作工艺中也存在类似的工序,有的甚至同盘州一样用脚踩料,如《湖南之纸》中记载的当地皮纸制法需在第一次蒸煮后进行“踹料——可能利用造纸之树皮系其韧皮部,其表皮概须用脚踹踩干净”[6]26;贵州贞丰、都匀、镇宁、紫云等地会在皮料被蒸煮后用手揉或脚踩去除其中的老料、硬壳等杂质。可以推测,贵州熟料毛边纸这种独特的在头道蒸煮后用脚踩料的工艺,应是在借鉴皮纸工艺的基础上发展而来。

图2 踩竹麻(盘州陈波提供)
在蒸煮完成后的打浆方式上,江西、福建乃至广东等地普遍采用赤脚踩料的方法。踩料打浆是闽赣等地传统毛边纸制法中较具特色的工艺。据造纸人称,赤脚踩料易于掌控打浆程度,可以有效减小纤维在打浆过程中受到的机械损伤,所造之纸较细腻柔和。[2]177但这种方式在贵州传统毛边纸的打浆过程中较少见,当地通常使用机械打浆,如脚碓、水碓、石碾、杵臼等,其中以脚碓最普遍。
据张肖梅的《贵州经济》记载,民国时期贵州竹纸制作工艺除了与上述的二次蒸煮、后发酵工艺等相同外,还包括在石灰堆腌之前对竹料使用石灰进行较长时间的腌浸。而该种做法与朱超俊《遵义湄潭二县纸业调查》记载的遵义、湄潭地区的贡川纸的制作工艺具有相似之处。[7]同时,由遵义、息烽以及黔西等地是民国时期毛边纸的著名产地可以推测,《贵州经济》记载的是当时以遵义为代表的黔中、黔北毛边纸的制作工艺。
其具体记载为:“系将嫩竹置于池中,逐层施以石灰,约一月后取出,将竹身搥破,再用石灰腌之,堆积一旁,使之发酵,约二十余日,装于甑中用火蒸之,过六七日,去其石灰,再行打烂,置于箩中,以水洗净,用石碾碾至细匀为度。如是者三次,又加碱水浸之,复按前法蒸煮,运至池内,满覆以水,须经二十日取出冲洗,用石碾碾至细匀为度,然后置于纸槽中,以竹帘捞取,即成为纸。”[8]采用石灰长时间堆腌竹料是生料毛边纸的普遍做法,上述工艺可以说是融合了熟料与生料法两方面的特点,但总体来讲,仍然属于使用石灰和碱二次蒸煮的熟料制法。一般而言,生料法无法有效去除木素等非纤维素杂质,为何要在熟料法处理之前采用长时间石灰腌浸和堆腌的工序,目前尚不明确。从《贵州经济》记载的整个工序来看,民国时期遵义等地的竹纸制法较精细,偏向于贡川纸的制作工艺,但在打浆时未像贡川纸制法那样加入豆浆、米浆等改善纸质,所以其纸质应逊色于贡川纸,这也应该是贵州一般将用于书写、印刷的竹纸统称为毛边纸而非贡川纸的原因。另外,这种先用石灰腌浸的做法与铜梁白纸的制作工艺十分相似,[2]136-138很可能说明贵州地区的竹纸制法与四川地区有很大的联系。
与熟料法相比,贵州地区生料法制浆的过程较简单。以三穗为代表的贵州生料纸的制浆过程为:腌料—洗料—发酵—打浆,与福建等东南地区生料毛边纸制法的区别主要在于后发酵工艺上。福建等东南地区的后发酵工艺是以长时间、缓慢的水浸发酵为主,发酵期间还需多次换水。而三穗地区的后发酵工艺分为两步:一是干烧发酵,即竹料发酵时不加水;二是水浸发酵,在竹料干烧发酵到一定程度后注入水再次发酵。这种做法与湖南隆回、重庆梁平的制作工艺相类似,具有中部、西南地区毛边纸制法的典型特征,但三穗地区在发酵前的洗料十分粗糙,不如前者精细,以及在水浸期间不会换水,主要是因为现在对纸质要求不高而简化了工序。
4 抄纸提帘的广泛使用
抄纸是整个造纸过程中纸张成型的关键一步,它直接关系到纸张的尺幅、定量、紧度、强度等性能,同时常常具有明显的地域特色。
贵州各地将纸药统称为“滑”,种类十分丰富,包括罗汉松根(又称桦根)、杨桃藤、黄蜀葵(又称野棉花)、“神仙树叶”(刨花楠叶)、香樟树等。罗汉松根、杨桃藤、黄蜀葵根等,制法大体相似,需经过裁剪、锤打、削皮,再放入木桶内用清水长时间浸泡,并用木棍搅拌,使胶汁充分溶解,但不同纸药的浸泡时间、用量多寡、保存时间多有不同,一般根据造纸人的经验而定。在众多的纸药中,当地所采用的“神仙树叶”较独特,该树四季可采,但一般在冬季才会使用。
纸帘是抄纸的关键工具,各式各样的纸帘能集中反映出不同地区的造纸工艺来源与演变情况。现在贵州各地的帘架一般为当地所制,竹帘从四川、重庆等地购进,过去的竹帘也多为当地所制。目前所见贵州各地用于抄造毛边纸的纸帘包括提端结合式(或称单手提)、双手提两种。提端结合式纸帘是西南地区抄造竹纸普遍使用的一种纸帘,其特点是在帘架的右侧1/4或1/3处设有开合式提把(图3)。帘架的下边沿安有木桩,木桩上设有可左右活动的提把,上边沿固定有鹤嘴状木钩。抄造时,提把钩住木钩,抄好后,向外打开提把取下竹帘,其优点是造纸人双臂不必过于张开,可节省体力。同时,该种形制直接影响到抄造时的手法,主要是多余的纸浆一般可从右侧流出。除了用于抄造毛边纸外,这种纸帘在当地粗纸制作中运用更加广泛,因此尺寸一般较小,以三穗的纸帘为例,帘面长约58 cm,宽约43 cm,帘架长约65 cm,宽约50 cm。虽然该种纸帘出现的时间与地区已不可考,但谭旦囧于1941年在考察四川长宁县万岭乡的草纸制造时已记录了该纸帘的形制。①谭旦冏.中华民间工艺[Z].内部资料,1973:117-120.

图3 提端结合式纸帘(岑巩)
双手提帘是在提端结合式纸帘的基础上发展而来,贵州双手提帘包括如绥阳的木制、条带手提式纸帘(图4)和盘州的双木制手提式纸帘。绥阳的双手提帘的尺寸较小,除了另一端的条带外,整体形制规格与三穗、岑巩等提端结合式纸帘更接近,因此可以更明显地看出双手提帘是提端结合式纸帘的改进型。双手提帘的提把一个设在右侧的1/6处,另一个设在左侧的1/4处,两边提把不等距的设置应是为了借力向一侧倾倒多余的纸浆。该种纸帘的尺寸一般比提端结合式纸帘更大,如盘州的纸帘帘面长度约76 cm,宽度约60 cm,帘架长90 cm,宽65 cm,设置双手提应与抄造大尺幅的纸张有关。盘州在20世纪大规模造纸时还曾采用吊帘,现在因产量减少、劳动强度减弱多被弃用,仅有一名造纸人仍在使用,其形制是在帘架的上沿中间系一根绳,将其悬挂在具有弹性的竹竿之上(图5)。此外,贵州这种形制的纸帘还可见于重庆梁平,结合上述提端结合式纸帘的分布区域,可以证明川渝贵地区的造纸工艺之间存在着直接历史渊源。

图4 双手提帘(绥阳)

图5 双手提吊帘(盘州)
5 结语
贵州传统毛边纸的制作工艺具有多样性与复杂性,不仅融合了湖南、江西、福建等地区毛边纸制法的诸多特点,而且在此基础上有所变化和发展。在原料的选择上,不同地区因地制宜地选用慈竹、灰竹、水竹、白竹等,毛边纸的原料十分丰富。在造纸流程上,脚碓破竹、保留竹皮、头道蒸煮后踩竹、脚碓打浆、提帘的使用等是贵州熟料法与其他地区典型熟料法间的主要区别;生料纸后发酵工艺中的先干烧发酵、后水浸发酵的做法具有中部、西南地区毛边纸制法的典型特征,和东南地区的后水浸发酵法有明显区别。一般认为,贵州的手工纸工艺随明代初年朱元璋“调北征南”以及“调北填南”政策使江南、江西一带的人口迁到贵州时传入,但当时应该主要是皮纸及粗竹纸,毛边纸尚未出现。现有的贵州毛边纸工艺,应随着竹纸技术的不断改良,在清代由川渝地区传入,因此具有较大的相似性。而在毛边纸发源的江西、福建等地,在清代,已出现了使用改良的生料法工艺替代熟料法工艺的趋势。总体来看,多元的毛边纸工艺在贵州地区得以充分交流和融合,并获得了科学合理的改良与发展。贵州有些地区,仍保留了其他地区已经较少见的熟料毛边纸工艺,有些则吸收生料法工艺的特点,形成了二者糅合的制法。它们和具有悠久历史的生料粗纸工艺共同构成了独具地方特色的贵州竹纸制造工艺体系。这一现象,即使是在毛边纸的主要产地,如闽、浙、赣、川、渝地区也是罕见的,在竹纸造纸技术流传和发展历史研究中具有重要价值。
虽然相对完整的传统毛边纸制作工艺在贵州得以保留,但是大部分造纸作坊面临着生存危机,其保护发展也面临着诸多问题,如前面所介绍的盘州、岑巩的熟料纸工艺,随着对纸张质量要求的下降,原有的特色逐渐丧失。希望在未来的研究中,能更多地关注贵州各地竹纸工艺的未来发展,从社会、政府等多个层面综合探讨其中最有特色的毛边纸工艺的保护和发展问题,并且能够提出切实可行的保护方案。
猜你喜欢
建材发展导向(2022年12期)2022-08-19
建材发展导向(2022年3期)2022-04-19
建材发展导向(2022年1期)2022-03-08
商品与质量(2021年17期)2021-11-24
建材发展导向(2021年20期)2021-11-20
南京工业大学学报(自然科学版)(2021年4期)2021-07-18
建材发展导向(2021年23期)2021-03-08
华夏文化(2020年4期)2020-12-01
饮食保健(2020年10期)2020-05-29
中学化学(2016年11期)2017-01-06